Download as pdf or txt
You might also like
- Balikpapan/Sepinggan Airport Approach PlatesDocument10 pagesBalikpapan/Sepinggan Airport Approach PlatesFlier2No ratings yet
- Informatica Deployment ChecklistDocument9 pagesInformatica Deployment Checklisttajsmart1No ratings yet
- BCWP ManualDocument80 pagesBCWP ManualBottle Mani100% (1)
- 2023 - Z. Zhang - JMRT - Temperature-Dependent Deformation and Fracture Properties of Low-Carbon Martensitic Steel in Different Stress StatesDocument13 pages2023 - Z. Zhang - JMRT - Temperature-Dependent Deformation and Fracture Properties of Low-Carbon Martensitic Steel in Different Stress StatesFuhui ShenNo ratings yet
- Bocquet 1990Document9 pagesBocquet 1990Erijanio SilvaNo ratings yet
- 1 s2.0 S0921509322009558 MainDocument18 pages1 s2.0 S0921509322009558 Mainlethao2011No ratings yet
- Pre-Strain Effect of On Fracture Performance of High-Strength Steel WeldsDocument7 pagesPre-Strain Effect of On Fracture Performance of High-Strength Steel WeldsThiago Amaro RodriguesNo ratings yet
- Metals 12 00716Document12 pagesMetals 12 00716mayav1No ratings yet
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDocument15 pagesComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNo ratings yet
- Microstructural105 PDFDocument9 pagesMicrostructural105 PDFMahsaNo ratings yet
- Materials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Hui Xie, Cai-Ru Gao, R.D.K. MisraDocument6 pagesMaterials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Hui Xie, Cai-Ru Gao, R.D.K. MisraMarcelo Lima CardosoNo ratings yet
- Influence of Welding Stresses On Relief Cracking During Heat Treatment of A Creep-Resistant 13CrMoV Steel - Effect of Heat Control On Welding Stresses and Stress Relief CrackingDocument11 pagesInfluence of Welding Stresses On Relief Cracking During Heat Treatment of A Creep-Resistant 13CrMoV Steel - Effect of Heat Control On Welding Stresses and Stress Relief Crackingpateta50No ratings yet
- Incalzirea CuvelorDocument18 pagesIncalzirea CuvelorRaluca PeiceaNo ratings yet
- Delamination Fracture of Prestressing Steel An Engineering ApproachDocument12 pagesDelamination Fracture of Prestressing Steel An Engineering ApproachSmruti Ranjan PattanayakNo ratings yet
- Long-Term Creep Behavior of 9-12%Cr Power Plant SteelsDocument14 pagesLong-Term Creep Behavior of 9-12%Cr Power Plant SteelsDiego AlonsoNo ratings yet
- Stress Corrosion Cracking Resistance ofDocument8 pagesStress Corrosion Cracking Resistance ofJinsoo KimNo ratings yet
- Microbandeado MN SteelDocument8 pagesMicrobandeado MN SteelConstanza BravoNo ratings yet
- Microstructural Observations of High Temperature Creep Processes in HardmetalsDocument12 pagesMicrostructural Observations of High Temperature Creep Processes in HardmetalsMokati DlaminiNo ratings yet
- Wear Mechanisms of NiCrVMo-steel and CrB-steel Scrap Shear Blades PDFDocument12 pagesWear Mechanisms of NiCrVMo-steel and CrB-steel Scrap Shear Blades PDFLuis AcevedoNo ratings yet
- Effect of Tempering Temperature On The Microstructure and Mechanical Properties of A Reactor Pressure Vessel SteelDocument11 pagesEffect of Tempering Temperature On The Microstructure and Mechanical Properties of A Reactor Pressure Vessel SteelfarahNo ratings yet
- IREFCON 2014 (Trough Castable For Blast Furnace) 61c034b365Document5 pagesIREFCON 2014 (Trough Castable For Blast Furnace) 61c034b365PriyabrataTaraiNo ratings yet
- 59 - 1 - Begic HadzipasicDocument10 pages59 - 1 - Begic HadzipasicGéssica PalaoroNo ratings yet
- Effect of Heat Treatment On The Structure of in 71 PDFDocument7 pagesEffect of Heat Treatment On The Structure of in 71 PDFWillian Tavares de CarvalhoNo ratings yet
- Decarburization Grain Boundary Segregation of P and Primary - 2008 - Scripta MDocument4 pagesDecarburization Grain Boundary Segregation of P and Primary - 2008 - Scripta MFra RebsNo ratings yet
- Determination of Hydrogen Embrittlement Stress Intensity Threshold by FractographyDocument12 pagesDetermination of Hydrogen Embrittlement Stress Intensity Threshold by FractographyStefano ZontaNo ratings yet
- SSRN Id4446360Document9 pagesSSRN Id4446360Almas XamiNo ratings yet
- 1 s2.0 S0143974X24001111 MainDocument21 pages1 s2.0 S0143974X24001111 MainAashima sharmaNo ratings yet
- Le Co-Dopage Par W Et CRDocument7 pagesLe Co-Dopage Par W Et CRImad MessaoudiNo ratings yet
- A Study On Transverse Weld Cracks PDFDocument8 pagesA Study On Transverse Weld Cracks PDFRifani ImamNo ratings yet
- Development of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsDocument23 pagesDevelopment of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsfarahNo ratings yet
- OCP and Cathodic Conditioning 1 PDFDocument11 pagesOCP and Cathodic Conditioning 1 PDFEr Dikshant MalhotraNo ratings yet
- 1 s2.0 S1359645410003964 MainDocument14 pages1 s2.0 S1359645410003964 MainCharles HudsonNo ratings yet
- Intern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014Document13 pagesIntern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014cesar barandaNo ratings yet
- Materials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangDocument7 pagesMaterials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangPhat Nguyen TrungNo ratings yet
- Transf Fases Na SoldagemDocument36 pagesTransf Fases Na SoldagemengetarcioNo ratings yet
- Materials Characterization: Hee-Jeong Chung, Joo-Youl Huh, Woo-Sang Jung TDocument7 pagesMaterials Characterization: Hee-Jeong Chung, Joo-Youl Huh, Woo-Sang Jung TKOLLA LAKSHMAN RAONo ratings yet
- OMAE2012-83402: Environment - Induced Cracking in Weld Joints in Subsea Oil and Gas Systems - Part IDocument8 pagesOMAE2012-83402: Environment - Induced Cracking in Weld Joints in Subsea Oil and Gas Systems - Part ILuan CaetanoNo ratings yet
- Mokros 2017Document6 pagesMokros 2017Eva NipaNo ratings yet
- Tensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentDocument11 pagesTensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentPedro OliveiraNo ratings yet
- Hou 2007Document7 pagesHou 2007karenglzNo ratings yet
- Advances in Creep Damage-Life Assessment Technology For Creep Strength Enhanced Ferritic SteelsDocument8 pagesAdvances in Creep Damage-Life Assessment Technology For Creep Strength Enhanced Ferritic SteelsClasesvirtuales AFUCVNo ratings yet
- wj0507 125 PDFDocument10 pageswj0507 125 PDFtazzorroNo ratings yet
- 11CrMo9-10 Evolution of MicrostructureDocument15 pages11CrMo9-10 Evolution of MicrostructureDaniele CastellaniNo ratings yet
- 1 s2.0 S0010938X09002686 Main PDFDocument8 pages1 s2.0 S0010938X09002686 Main PDFRaira CheferNo ratings yet
- Tekken en Acero Weldonx 1300Document8 pagesTekken en Acero Weldonx 1300nestor leonardonNo ratings yet
- Microstructural Design For Improving Ductility of An Initially Brittle Refractory High Entropy AlloyDocument10 pagesMicrostructural Design For Improving Ductility of An Initially Brittle Refractory High Entropy AlloysatarupaNo ratings yet
- Dao2019 Article CreepDeformationCharacteristicDocument10 pagesDao2019 Article CreepDeformationCharacteristicTaimoor MazariNo ratings yet
- Journal of The American Ceramic Society - 2021 - Wang - Surface Structure and Quenching Effects in BiFeO3 BaTiO3 CeramicsDocument11 pagesJournal of The American Ceramic Society - 2021 - Wang - Surface Structure and Quenching Effects in BiFeO3 BaTiO3 CeramicsEngr.M.Umair JamalNo ratings yet
- 2015 - Effects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum Alloy SCIDocument8 pages2015 - Effects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum Alloy SCI陳仁郁No ratings yet
- Effects of Temperature On Tensile and Impact Behavior of Dissimilar Welds of Rotor SteelsDocument8 pagesEffects of Temperature On Tensile and Impact Behavior of Dissimilar Welds of Rotor SteelsRajneesh KumarNo ratings yet
- Materials Science & Engineering ADocument8 pagesMaterials Science & Engineering AAdmiirall Ahmad Iero Part IINo ratings yet
- Acicular Ferrite and Bainite in C-MN and Low-Alloy Steel Arc Weld MetalsDocument15 pagesAcicular Ferrite and Bainite in C-MN and Low-Alloy Steel Arc Weld MetalsFervian VersatyNo ratings yet
- Influenceofheattreatmentonmechanicalproperitiesof 51 CR V4Document7 pagesInfluenceofheattreatmentonmechanicalproperitiesof 51 CR V4Chiheb BaNo ratings yet
- Common Root Causes of Pressure Vessel Failures: A Review: Akademia BaruDocument16 pagesCommon Root Causes of Pressure Vessel Failures: A Review: Akademia BaruJuan David RRiosNo ratings yet
- Accelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesDocument9 pagesAccelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesAlmas XamiNo ratings yet
- Effects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum AlloyDocument9 pagesEffects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum AlloyChin-Min YangNo ratings yet
- Eliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueDocument9 pagesEliminating Post-Weld Heat Treatment in Repair Welding by Temper Bead TechniqueSyarief NahdiNo ratings yet
- 2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelDocument5 pages2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelPedro CunhaNo ratings yet
- Thermal Cycle-Dependent Metallurgical Variations and Their Effects On The Through-Thickness Mechanical Properties in Thick Section Narrow-Gap WeldsDocument13 pagesThermal Cycle-Dependent Metallurgical Variations and Their Effects On The Through-Thickness Mechanical Properties in Thick Section Narrow-Gap Weldsmario alvaradoNo ratings yet
- pp69-72 MSI10Document4 pagespp69-72 MSI10imetallurgyNo ratings yet
- Materials Characterization: Qingshuang Xu, Tieshan Cao, Fei Ye, Fanghong Xu, Huifang Li, Xudong Fang, Jie ZhaoDocument8 pagesMaterials Characterization: Qingshuang Xu, Tieshan Cao, Fei Ye, Fanghong Xu, Huifang Li, Xudong Fang, Jie ZhaoKOLLA LAKSHMAN RAONo ratings yet
- Experimental Analysis of Corrosion Resistance On Columnar To Equiaxed Transition Region of As Cast Structures of AL:-CU AlloysDocument5 pagesExperimental Analysis of Corrosion Resistance On Columnar To Equiaxed Transition Region of As Cast Structures of AL:-CU AlloysEditor IJTSRDNo ratings yet
- 2 ScaffoldingDocument1 page2 ScaffoldingRV OfficialNo ratings yet
- EG-M85 Coursework Project Brief - 2021-22Document8 pagesEG-M85 Coursework Project Brief - 2021-22RV OfficialNo ratings yet
- EG-M85 - Strategic Project Planning 2021-22 Lecture 1 - Rev1Document40 pagesEG-M85 - Strategic Project Planning 2021-22 Lecture 1 - Rev1RV OfficialNo ratings yet
- Week 3 Review SlidesDocument12 pagesWeek 3 Review SlidesRV OfficialNo ratings yet
- 6.car Plan (Ground Floor)Document1 page6.car Plan (Ground Floor)RV OfficialNo ratings yet
- 5.machine Room PlanDocument1 page5.machine Room PlanRV OfficialNo ratings yet
- 3.lighting Location DetailsDocument1 page3.lighting Location DetailsRV OfficialNo ratings yet
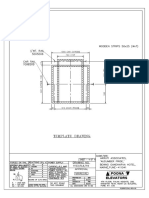
- 4.template DrawingDocument1 page4.template DrawingRV OfficialNo ratings yet
- Nalcor Energy Application FormDocument2 pagesNalcor Energy Application FormRV OfficialNo ratings yet
- 408 KG 1 M/s T.S. 520 MM: Static LoadDocument2 pages408 KG 1 M/s T.S. 520 MM: Static LoadRV OfficialNo ratings yet
- Horn-Ch 14-16-Rev-02Document1 pageHorn-Ch 14-16-Rev-02RV OfficialNo ratings yet
- Produced by An Autodesk Student VersionDocument1 pageProduced by An Autodesk Student VersionRV OfficialNo ratings yet
- Test Review ProcessDocument1 pageTest Review ProcessRV OfficialNo ratings yet
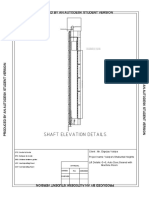
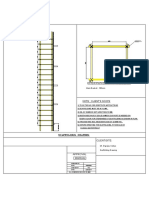
- Client: Mr. Digvijay Vaidya Project Name: Vaidya's Shakuntal Heights Lift Details: G+5, Auto Door, Geared With Machine RoomDocument1 pageClient: Mr. Digvijay Vaidya Project Name: Vaidya's Shakuntal Heights Lift Details: G+5, Auto Door, Geared With Machine RoomRV OfficialNo ratings yet
- Note: Client'S Scope: Main Bracket: 100mmDocument1 pageNote: Client'S Scope: Main Bracket: 100mmRV OfficialNo ratings yet
- "Functionally Graded Materials": A Seminar Report OnDocument11 pages"Functionally Graded Materials": A Seminar Report OnRV OfficialNo ratings yet
- Spec 120knDocument2 pagesSpec 120knanindya19879479No ratings yet
- Heat Exchangers DesignDocument28 pagesHeat Exchangers Designagarwalashwin320% (1)
- Product: Design & Construction of Offshore Equipment: Gangways - Cranes - Drilling - Pipelay - SpecialsDocument11 pagesProduct: Design & Construction of Offshore Equipment: Gangways - Cranes - Drilling - Pipelay - SpecialsjuneNo ratings yet
- Applied Well Test AnalysisDocument31 pagesApplied Well Test Analysis-yanyan-50% (2)
- Value Chain AnalysisDocument33 pagesValue Chain AnalysisM ManjunathNo ratings yet
- Trenching of Process PipingDocument5 pagesTrenching of Process PipingAkhilesh KumarNo ratings yet
- Lecture 19 Operation Process ChartsDocument20 pagesLecture 19 Operation Process ChartsrbansalNo ratings yet
- Diagnosing and Repairing Carbonation in Concrete Structures PDFDocument7 pagesDiagnosing and Repairing Carbonation in Concrete Structures PDFflucayNo ratings yet
- Process Control and InstrumentationDocument7 pagesProcess Control and Instrumentationapi-201334376No ratings yet
- DIN Flange Dimensions PDFDocument1 pageDIN Flange Dimensions PDFrasel.sheikh5000158No ratings yet
- 43.1.14 AOAC of Fi Cial Method 962.17 Vol A Tile Oil in SpicesDocument2 pages43.1.14 AOAC of Fi Cial Method 962.17 Vol A Tile Oil in SpicespiagiopersempreNo ratings yet
- 132 KV Twrkifaf SSDocument4 pages132 KV Twrkifaf SSsahmeduNo ratings yet
- Unified Council Unified Council: National Level Science Talent Search ExaminationDocument5 pagesUnified Council Unified Council: National Level Science Talent Search ExaminationPayal JainNo ratings yet
- Druck PV411 User ManualDocument24 pagesDruck PV411 User ManualidrisNo ratings yet
- Electronic Circuits 1 SyllabusDocument2 pagesElectronic Circuits 1 SyllabusJonathon MartinezNo ratings yet
- Fundamental of Smart GridDocument3 pagesFundamental of Smart GridGhayas Ud-din DarNo ratings yet
- Dräger Polytron 5000 Junction Box: Assembly InstructionsDocument12 pagesDräger Polytron 5000 Junction Box: Assembly InstructionsSanti AgoNo ratings yet
- Ag HPX170Document15 pagesAg HPX170Malay K GhoshNo ratings yet
- Incidentrequest Closed Monthly MayDocument345 pagesIncidentrequest Closed Monthly Mayأحمد أبوعرفهNo ratings yet
- SOLDSPX06Document16 pagesSOLDSPX06Shafayet UddinNo ratings yet
- Conversion Tables, Constants, and Material PropertiesDocument2 pagesConversion Tables, Constants, and Material PropertiesLuisA.HarCór0% (1)
- Engineering Management: Lecture by Prof. Dr. Naseer Ahmed Email: Naseer@cecos - Edu.pkDocument50 pagesEngineering Management: Lecture by Prof. Dr. Naseer Ahmed Email: Naseer@cecos - Edu.pkhillaryNo ratings yet
- PV 06 Mandaue Foam Pavia Rev0!07!07 22Document1 pagePV 06 Mandaue Foam Pavia Rev0!07!07 22AatroxNo ratings yet
- A340 ATA 26fire Protection L3Document152 pagesA340 ATA 26fire Protection L3Navid Khalili SafaNo ratings yet
- Bamboo ArchitectureDocument48 pagesBamboo ArchitectureAnees Abdulla100% (6)
- ASME - B16.5 - Interpretation To ASME B16.5Document24 pagesASME - B16.5 - Interpretation To ASME B16.5Aristya Ed Geins100% (1)
- Fire Fighting Works: S.No. Description Unit Qty 1.0 Fire Hydrant SystemDocument7 pagesFire Fighting Works: S.No. Description Unit Qty 1.0 Fire Hydrant SystemRakesh Karan SinghNo ratings yet