Download as pdf or txt
You might also like
- JBL Flip 6Document30 pagesJBL Flip 6maibac3300No ratings yet
- CIVE 302 - Lab 1 - Tensile Testing of Steel PDFDocument9 pagesCIVE 302 - Lab 1 - Tensile Testing of Steel PDFAhmadAliAKbarPhambraNo ratings yet
- 2nd QTR Summative 1 Science 9Document5 pages2nd QTR Summative 1 Science 9Hendrix Antonni EnriquezNo ratings yet
- Fatigue Behaviour of Welded Joints Made of 6061-T651 Aluminium AlloyDocument23 pagesFatigue Behaviour of Welded Joints Made of 6061-T651 Aluminium AlloyJose Luis GalavizNo ratings yet
- Me 212 Experiment Sheet #2: 1. Introduction & TheoryDocument6 pagesMe 212 Experiment Sheet #2: 1. Introduction & Theoryعلي مؤيد مطشر صدام100% (1)
- Homework 6 Solutions: (4 Points)Document7 pagesHomework 6 Solutions: (4 Points)Arthur DingNo ratings yet
- 5 Chapter 2Document20 pages5 Chapter 2Syed JamalNo ratings yet
- CE-103 Mechanics of Solids - I: Dr. Junaid Ahmad Nice, Scee, NustDocument29 pagesCE-103 Mechanics of Solids - I: Dr. Junaid Ahmad Nice, Scee, NustArsalan AhmadNo ratings yet
- Module 2 - Simple StrainDocument8 pagesModule 2 - Simple StrainYnah Marie BoragayNo ratings yet
- Design Criteria For Steel Transmission PolesDocument25 pagesDesign Criteria For Steel Transmission PoleskunhalparikhNo ratings yet
- Intended Learning OutcomesDocument24 pagesIntended Learning OutcomesSteve BariaNo ratings yet
- 9 - Materials IIDocument22 pages9 - Materials IIeye4aneye1989No ratings yet
- Rasmussen - Et - Al - EN Local Buckling For Cold Stainless Steel SectDocument20 pagesRasmussen - Et - Al - EN Local Buckling For Cold Stainless Steel SectStructural TenderNo ratings yet
- Columnas Transicion Parabola JohnsonDocument7 pagesColumnas Transicion Parabola Johnsonjmam1992No ratings yet
- Ce150 Steel 1 Properties of SteelDocument9 pagesCe150 Steel 1 Properties of SteelEstacio Claver Jay Q.No ratings yet
- Structural Steel DesignDocument32 pagesStructural Steel DesignshalukaNo ratings yet
- Mechanical SpringDocument49 pagesMechanical SpringYeamlak SisayNo ratings yet
- Local Buckling of Cold Formed Stainless Steel SectionsDocument20 pagesLocal Buckling of Cold Formed Stainless Steel Sectionss_bharathkumarNo ratings yet
- Lecture 4- Comp. Members-1Document83 pagesLecture 4- Comp. Members-1Usama MustafaNo ratings yet
- PSD CompressionMembers P2 R1Document15 pagesPSD CompressionMembers P2 R1Shara Rayne PerezNo ratings yet
- 1 Fundamentals of The Strength of MaterialsDocument16 pages1 Fundamentals of The Strength of MaterialskhudhayerNo ratings yet
- Binder 1Document57 pagesBinder 1hasanNo ratings yet
- On The Fretting-Fatigue Behaviour at The Steel Bolted AssemblyDocument4 pagesOn The Fretting-Fatigue Behaviour at The Steel Bolted AssemblyDenis AlexandruNo ratings yet
- Report1 1Document14 pagesReport1 1Turbo -V9No ratings yet
- Objectives:: Lecture No. 7 Strain, Stress-Strain DiagramsDocument29 pagesObjectives:: Lecture No. 7 Strain, Stress-Strain Diagramsعبدالمحسن العنزيNo ratings yet
- Bolted and Riveted ConnectionsDocument42 pagesBolted and Riveted Connectionsbayang000No ratings yet
- 22 Shaft and Its Design Based On StrengthDocument11 pages22 Shaft and Its Design Based On StrengthPRASAD326100% (4)
- SSRC 2008 CPL-RTDocument20 pagesSSRC 2008 CPL-RTchlamNo ratings yet
- 1.3 Mechanical Properties of Structural Materials: Energy DissipationDocument12 pages1.3 Mechanical Properties of Structural Materials: Energy Dissipationjuan silvaNo ratings yet
- Material Properties in Mechanical and Machine ElementsDocument17 pagesMaterial Properties in Mechanical and Machine Elementsahmadhamada0511No ratings yet
- Chapter 1Document6 pagesChapter 1Haftom GebreegziabiherNo ratings yet
- Structural Response of A Material / Structure: Review On Structural MechanicsDocument4 pagesStructural Response of A Material / Structure: Review On Structural MechanicsWillisLaiNo ratings yet
- 02-RCC1 Analysis of Flexural MembersDocument8 pages02-RCC1 Analysis of Flexural MembersMuhammad MurtazaNo ratings yet
- SteelDocument38 pagesSteelvidrascuNo ratings yet
- Stress and StrainDocument9 pagesStress and StrainapplepiNo ratings yet
- Diseño de Elementos de CompresionDocument30 pagesDiseño de Elementos de CompresionEnriqueGDNo ratings yet
- 4 - Simple StrainDocument24 pages4 - Simple StrainLorene Ropeta.No ratings yet
- Stress and StrainDocument6 pagesStress and StrainTugas00No ratings yet
- Stress and StrainDocument6 pagesStress and StrainTugas00No ratings yet
- Mechanical Characterization of Pre-Fatigued Free-Cutting Steels Under Dynamic TensionDocument12 pagesMechanical Characterization of Pre-Fatigued Free-Cutting Steels Under Dynamic TensionCharles Felipe BayonaNo ratings yet
- 4 - Ce133 - Strength Analysis of Beams According To Aci or NSCP Codes PDFDocument22 pages4 - Ce133 - Strength Analysis of Beams According To Aci or NSCP Codes PDFRalph PacilNo ratings yet
- Statically Indeterminate Members & Thermal StressesDocument24 pagesStatically Indeterminate Members & Thermal StressesBuddy SinghNo ratings yet
- Lec-4 Strength of MaterialsDocument18 pagesLec-4 Strength of MaterialsNathaniel Española Ovivir100% (1)
- Plasticité de La Poutre (Hay) PDFDocument11 pagesPlasticité de La Poutre (Hay) PDFBenjaminhuynh08No ratings yet
- Stress-Strain Curves For Hot-Rolled Steels: Xiang Yun, Leroy GardnerDocument45 pagesStress-Strain Curves For Hot-Rolled Steels: Xiang Yun, Leroy Gardnersourabh mahanaNo ratings yet
- Stress-Strain Curves For Hot-Rolled Steels: Xiang Yun, Leroy GardnerDocument45 pagesStress-Strain Curves For Hot-Rolled Steels: Xiang Yun, Leroy Gardnersourabh mahanaNo ratings yet
- Chapter Two 2.1 Cyclic/Fatigue Loading of Structural MembersDocument28 pagesChapter Two 2.1 Cyclic/Fatigue Loading of Structural MembersVignesh WaranNo ratings yet
- Chap 13 BucklingDocument36 pagesChap 13 BucklingMujtabaRafiqueNo ratings yet
- NotesDocument40 pagesNotesnirmala_siva_1100% (1)
- Nonlinear Material Properties of StructuralDocument9 pagesNonlinear Material Properties of Structuralkhawaja AliNo ratings yet
- Full Range Stress Strain Curves For Stainless Steel PDFDocument15 pagesFull Range Stress Strain Curves For Stainless Steel PDFEvgeny ShavelzonNo ratings yet
- Chap4b-Axially Loaded MembersDocument27 pagesChap4b-Axially Loaded Membersskhan247100% (1)
- RCD 4A Singly Reinforced Concrete Beam 1 PDFDocument4 pagesRCD 4A Singly Reinforced Concrete Beam 1 PDFLouella Jim AlquizarNo ratings yet
- RCD 4A Singly Reinforced Concrete Beam 1 PDFDocument4 pagesRCD 4A Singly Reinforced Concrete Beam 1 PDFCristan RetuermaNo ratings yet
- Introd-Steel Struc.Document4 pagesIntrod-Steel Struc.Fuad AhmedinNo ratings yet
- Materials Lab 4-ConcreteDocument14 pagesMaterials Lab 4-ConcretemamaduckmasterNo ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Cyclic Plasticity of Engineering Materials: Experiments and ModelsFrom EverandCyclic Plasticity of Engineering Materials: Experiments and ModelsNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Swab ResultDocument1 pageSwab ResultprinceNo ratings yet
- Brochure 2Document12 pagesBrochure 2princeNo ratings yet
- Brochure BupaDocument9 pagesBrochure BupaprinceNo ratings yet
- Brochure 3 BupaDocument13 pagesBrochure 3 BupaprinceNo ratings yet
- AmagoJ Statement of PurposeDocument4 pagesAmagoJ Statement of PurposeprinceNo ratings yet
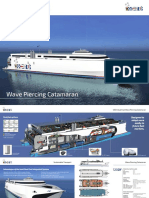
- Incat 120DF Brochure A4Document4 pagesIncat 120DF Brochure A4princeNo ratings yet
- SVAN977 ManualDocument64 pagesSVAN977 ManualprinceNo ratings yet
- Aluminium and The Sea - Part 04Document19 pagesAluminium and The Sea - Part 04princeNo ratings yet
- MASS TRANSFER - 4.weekDocument47 pagesMASS TRANSFER - 4.weekAlexNo ratings yet
- Material Safety Data Sheets: (MSDS)Document5 pagesMaterial Safety Data Sheets: (MSDS)DucNo ratings yet
- Ilovepdf MergedDocument45 pagesIlovepdf MergedameeshaNo ratings yet
- Journal of The European Ceramic SocietyDocument8 pagesJournal of The European Ceramic SocietyOussama El BouadiNo ratings yet
- 41xx SteelDocument2 pages41xx Steelkumar rajaNo ratings yet
- Specialty Fibers: Select SheetDocument4 pagesSpecialty Fibers: Select SheetсергейNo ratings yet
- Spinor A20: Product Data SheetDocument2 pagesSpinor A20: Product Data SheetKhin Sandi KoNo ratings yet
- Hansen Solubility ParameterDocument53 pagesHansen Solubility Parameterchristopher_kephart1No ratings yet
- Textile Processing ChemicalsDocument104 pagesTextile Processing ChemicalsIftakharul IslamNo ratings yet
- HCG - Wilcon TayabasDocument2 pagesHCG - Wilcon TayabasNeil San JuanNo ratings yet
- Chem Project HiteshDocument16 pagesChem Project HiteshSahil Sharma64% (14)
- CHEMISTRY TOPIC 3 TrendsDocument3 pagesCHEMISTRY TOPIC 3 TrendsAisy BalalaNo ratings yet
- Experimental Test and Numerical Simulation of The Initial Crack Reinforced Concrete Beam in BendingDocument6 pagesExperimental Test and Numerical Simulation of The Initial Crack Reinforced Concrete Beam in BendingErik Wahyu PradanaNo ratings yet
- BS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel SpecificationsDocument1 pageBS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel Specificationsgreat_triskelionNo ratings yet
- TMCX DiametrosDocument1 pageTMCX DiametrosalbertoNo ratings yet
- Synthesis of Nanomaterials Using Various TopDocument18 pagesSynthesis of Nanomaterials Using Various TopDevayush ShuklaNo ratings yet
- Casting Processes SummaryDocument6 pagesCasting Processes SummaryRajaSekarsajjaNo ratings yet
- Sanet - ST Solution ChemistryDocument480 pagesSanet - ST Solution ChemistrymoefweNo ratings yet
- Lec 2 MECHANICAL PROPERTIESDocument61 pagesLec 2 MECHANICAL PROPERTIESAsfand YarNo ratings yet
- Molecularly Oriented Polyvinyl Chloride (Pvco) Pressure Pipe, 4 In. Through 12 In. (100 MM Through 300 MM), For Water DistributionDocument24 pagesMolecularly Oriented Polyvinyl Chloride (Pvco) Pressure Pipe, 4 In. Through 12 In. (100 MM Through 300 MM), For Water DistributionJORGE LOPEZ100% (1)
- Nabeel Khan Thesis (Minimum Size)Document76 pagesNabeel Khan Thesis (Minimum Size)Nabeel Ahmed KhanNo ratings yet
- PLUMBINGDocument9 pagesPLUMBINGBryan Rudolph PascualNo ratings yet
- Quality Assessment of Igaliwo and Olokwu Coals in The Northern Anambra Basin of NigeriaDocument9 pagesQuality Assessment of Igaliwo and Olokwu Coals in The Northern Anambra Basin of NigeriaPremier PublishersNo ratings yet
- Subject: Method Statement For Shuttering WorksDocument5 pagesSubject: Method Statement For Shuttering WorksRounak MaheshwariNo ratings yet
- MDSReport 942254230Document183 pagesMDSReport 942254230javier ortizNo ratings yet
- SW 290 - 300 MONO: Quality by SolarworldDocument2 pagesSW 290 - 300 MONO: Quality by SolarworldwidoblNo ratings yet
- Clausius ClapeyronDocument2 pagesClausius ClapeyronKarthikeyanNo ratings yet
- HBI TestingDocument15 pagesHBI Testingreva cmNo ratings yet