Download as pdf or txt
You might also like
- Principles of Flight Practice ExamDocument12 pagesPrinciples of Flight Practice ExamthowmasNo ratings yet
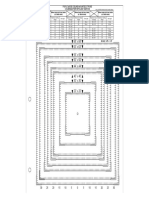
- CEILING MOUNT STROBE TEMPLATE Rev B-Model PDFDocument1 pageCEILING MOUNT STROBE TEMPLATE Rev B-Model PDFJohn Philip BuntalesNo ratings yet
- Micro Compound Lever Briquette Press: Parts List, Notes, Drawings & AssemblyDocument12 pagesMicro Compound Lever Briquette Press: Parts List, Notes, Drawings & AssemblyRuth RuizNo ratings yet
- Shape by Shape, Collection 2: Free-Motion Quilting with Angela Walters - 70+ More Designs for Blocks, Backgrounds & BordersFrom EverandShape by Shape, Collection 2: Free-Motion Quilting with Angela Walters - 70+ More Designs for Blocks, Backgrounds & BordersRating: 5 out of 5 stars5/5 (1)
- Fundamental of Heat Exchanger DesignDocument972 pagesFundamental of Heat Exchanger Designabiy12791% (46)
- Besi HDocument5 pagesBesi Hmahendra darmaNo ratings yet
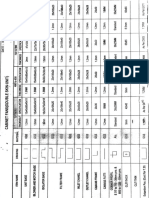
- Section 1 Threaded FastenersDocument1 pageSection 1 Threaded Fastenerssujit5584No ratings yet
- Daftar Tebal Plat Di PasaranDocument1 pageDaftar Tebal Plat Di PasaranLUQMANUL KHAKIMNo ratings yet
- Footing RSB Cutting ListDocument6 pagesFooting RSB Cutting ListZuhair AliNo ratings yet
- Termofusion DesplegableDocument2 pagesTermofusion Desplegableenriquegonzalez3001No ratings yet
- Update Standart Tools Workshop Central All Site Tlse, Gkae, Mjie, Myie, Bmae, Bpae, BPP, Aste, TLSMDocument50 pagesUpdate Standart Tools Workshop Central All Site Tlse, Gkae, Mjie, Myie, Bmae, Bpae, BPP, Aste, TLSMOtong KruwelNo ratings yet
- Lista Shurtape $Document36 pagesLista Shurtape $Edgar Marino Chambi MamaniNo ratings yet
- Ukuran Standar PhotoDocument3 pagesUkuran Standar PhotoArhoel BawellNo ratings yet
- Catálogo Industrial ShurtapeDocument48 pagesCatálogo Industrial ShurtapeMiguel Angel ContrerasNo ratings yet
- Dekopol Duvar Panelleri KatalogDocument74 pagesDekopol Duvar Panelleri KatalogApostol IonNo ratings yet
- Breaker Frame (AF) Breaker Trip (AT) Feeder - XLPE/PVC (MM ) Grounding Conductor (MM ) Conduit Size (Ømm)Document1 pageBreaker Frame (AF) Breaker Trip (AT) Feeder - XLPE/PVC (MM ) Grounding Conductor (MM ) Conduit Size (Ømm)chamitoNo ratings yet
- R2996118 Assembly Instructions A3606581Document34 pagesR2996118 Assembly Instructions A3606581Aneta MihailovaNo ratings yet
- 20 Chevron Packing PDFDocument2 pages20 Chevron Packing PDFZed ZedNo ratings yet
- R4009649-Assembly Instructions-A3600985Document37 pagesR4009649-Assembly Instructions-A3600985Nihada RamovicNo ratings yet
- Cartridge Housings Cartridges: Pt. Cipta Kawan Teknik AbadiDocument1 pageCartridge Housings Cartridges: Pt. Cipta Kawan Teknik Abadisales04 cikasolutionNo ratings yet
- Brosur YamanakaDocument2 pagesBrosur YamanakaFahmi Maladi RohmanNo ratings yet
- DriplineFittings AnilloDocument2 pagesDriplineFittings AnillocamilogueeeeeNo ratings yet
- Gerflor Card Creation Exclusive Edition Creation 70 Intl PDF 348Document12 pagesGerflor Card Creation Exclusive Edition Creation 70 Intl PDF 348corzeaNo ratings yet
- Bulb Flat - LosalDocument3 pagesBulb Flat - LosalKartik DoblekarNo ratings yet
- Ceiling Mount Strobe Template Rev B-ModelDocument1 pageCeiling Mount Strobe Template Rev B-ModelJohn Philip BuntalesNo ratings yet
- Temporary Pool Fencing CatalogDocument2 pagesTemporary Pool Fencing CatalogtempfencingNo ratings yet
- Experience KnowledgeDocument5 pagesExperience KnowledgeHeryy TanujayaNo ratings yet
- Drilled Holes PosterDocument1 pageDrilled Holes PosterRaneesh MohamedNo ratings yet
- Drillingholesfor Quality and Safety: Hot Dip GalvanisingDocument1 pageDrillingholesfor Quality and Safety: Hot Dip Galvanisingmohsen100% (1)
- Pt. Sapta Sumber Lancar: Besi Beton Polos/Reinforcing Bars - Plain SizeDocument19 pagesPt. Sapta Sumber Lancar: Besi Beton Polos/Reinforcing Bars - Plain SizemikelmanikNo ratings yet
- Product Catalog Cielo EnterprisesDocument8 pagesProduct Catalog Cielo EnterprisesSairamVundavilliNo ratings yet
- Infento PartsList Legend2019Document3 pagesInfento PartsList Legend2019brendan.stephensNo ratings yet
- VT 3600 SMDocument104 pagesVT 3600 SMEMILIO LOPEZ ARANGONo ratings yet
- lis material Gondola IDRIB JAKARTADocument7 pageslis material Gondola IDRIB JAKARTATriez zhedhlieNo ratings yet
- Fitinguri PPRDocument2 pagesFitinguri PPRGioni FlorinNo ratings yet
- Specifications/Grades: Key BenefitsDocument2 pagesSpecifications/Grades: Key BenefitsMiguel Martinez GuerreroNo ratings yet
- Unit) : GSS GSSDocument1 pageUnit) : GSS GSSenggNo ratings yet
- Power Take Off Assembly - Input Shaft, Transmission BSN Ajb0356850233Document3 pagesPower Take Off Assembly - Input Shaft, Transmission BSN Ajb0356850233ahmed alaminNo ratings yet
- Copper and GI Earthing Items: Weight/Length Unit Conversion Table (Approx.)Document1 pageCopper and GI Earthing Items: Weight/Length Unit Conversion Table (Approx.)ZIRWA ENTERPRISESNo ratings yet
- Backhoe - Arm and Bucket 590SMDocument3 pagesBackhoe - Arm and Bucket 590SMRicardo OrozcoNo ratings yet
- Decembar 2021 Rukohvati: Barajevo, Bogoljuba Petkovica 1A Tel: +381 11 8302 700 Mob: +381 63 354 000Document41 pagesDecembar 2021 Rukohvati: Barajevo, Bogoljuba Petkovica 1A Tel: +381 11 8302 700 Mob: +381 63 354 000Josif LombauerNo ratings yet
- COMPACT Comfort Ceramic 4 /: Sani SaniDocument36 pagesCOMPACT Comfort Ceramic 4 /: Sani Sanitelefant70No ratings yet
- GRAB - 28junDocument12 pagesGRAB - 28junGustavo ElorzaNo ratings yet
- Additional Websites HDPE ProductDocument21 pagesAdditional Websites HDPE ProductCaturyan PutraNo ratings yet
- R2827201-Assembly Instructions-A3659488Document22 pagesR2827201-Assembly Instructions-A3659488mNo ratings yet
- Models and Sizes: Residential Line Commercial LineDocument2 pagesModels and Sizes: Residential Line Commercial LineClaudio FerrariNo ratings yet
- DSB JAW Crushers 32j - 40j - 53jDocument1 pageDSB JAW Crushers 32j - 40j - 53jАнтон ЛазаровNo ratings yet
- Cupertino: Max 12 KGDocument8 pagesCupertino: Max 12 KGBenedicto BeckerNo ratings yet
- Instalacao SanitopDocument6 pagesInstalacao SanitopFelipe DaroldNo ratings yet
- Wharfdale Pro Brochure 2013Document72 pagesWharfdale Pro Brochure 2013rdbassesNo ratings yet
- Estimate and Cutting ListDocument8 pagesEstimate and Cutting ListJerome AustriaNo ratings yet
- Var - 423000, 442082, 747854 - Radiator & Shroud, Mounting PartsDocument3 pagesVar - 423000, 442082, 747854 - Radiator & Shroud, Mounting PartsBillNo ratings yet
- Data Sheet NITTADocument1 pageData Sheet NITTATMI Optics100% (2)
- MDS CatalogueDocument56 pagesMDS Cataloguedgovender31No ratings yet
- Container Capacity of GranitesDocument3 pagesContainer Capacity of GranitesSHAJU GOPALAKRISHNANNo ratings yet
- X-CR Tabletop Vita Flex en 2015 03Document2 pagesX-CR Tabletop Vita Flex en 2015 03luc1902No ratings yet
- PL Gnetion Desember 2022Document28 pagesPL Gnetion Desember 2022Leona LunetaNo ratings yet
- 621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Document3 pages621 State Street Case Construction Racine, Wisconsin 53404 866-542-2736 x1Giovani FariasNo ratings yet
- Material Unit. Qty Usman Ent UnitDocument4 pagesMaterial Unit. Qty Usman Ent Unitasad115222No ratings yet
- Top Hat & Cladding SectionsDocument8 pagesTop Hat & Cladding SectionsDavid ShutteNo ratings yet
- All-in-One Rotary Cutting Magic with Omn: Handy Reference Tool 18 Geometric Shapes Problem Solving GuideFrom EverandAll-in-One Rotary Cutting Magic with Omn: Handy Reference Tool 18 Geometric Shapes Problem Solving GuideNo ratings yet
- Jeans and a T-Shirt: Fun and Fabulous Upcycling Projects for Denim and MoreFrom EverandJeans and a T-Shirt: Fun and Fabulous Upcycling Projects for Denim and MoreNo ratings yet
- Standard Metric Bolt Shank DimensionsDocument4 pagesStandard Metric Bolt Shank DimensionsVIVEK YADAVNo ratings yet
- NOVEMBER 2015 Surplus Record Machinery & Equipment DirectoryDocument748 pagesNOVEMBER 2015 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- Shimmy of Aircraft Main Landing Gears: I.J.M. BesselinkDocument201 pagesShimmy of Aircraft Main Landing Gears: I.J.M. BesselinkSharan RajNo ratings yet
- 317 Training Manual 0704Document219 pages317 Training Manual 0704mliugong100% (4)
- Drager Fabius TechDocument304 pagesDrager Fabius TechCami 10100% (1)
- Fundamentals Machining Material Removal ProcessDocument113 pagesFundamentals Machining Material Removal ProcessDarwisy AhmadNo ratings yet
- Bff3242 Heat Transfer 21516Document9 pagesBff3242 Heat Transfer 21516nadiyaxx0% (1)
- FILE-20210301-195905-QTZ7015 EnglishDocument204 pagesFILE-20210301-195905-QTZ7015 Englishdaclethanh99No ratings yet
- VIAJET 12 ENG EinzelseitenDocument6 pagesVIAJET 12 ENG Einzelseiten77ztfNo ratings yet
- 01 - EN - 3P232550-13C RXL35G3V1B - Installation Manuals - EnglishDocument14 pages01 - EN - 3P232550-13C RXL35G3V1B - Installation Manuals - Englishbuild madeNo ratings yet
- Cummins Power Generator SetDocument3 pagesCummins Power Generator Setstrato1977No ratings yet
- Oscillation (A2) Name Roll No. Class Date 1. Figures1and 2Document4 pagesOscillation (A2) Name Roll No. Class Date 1. Figures1and 2fassekingNo ratings yet
- Datasheet VacuEasylift Stainless Steel LifterDocument2 pagesDatasheet VacuEasylift Stainless Steel LifterNIVAPACKNo ratings yet
- GMCDocument7 pagesGMCErick Quan LunaNo ratings yet
- Double-Jet Ejection of Cooling Air For Improved Film-CoolingDocument11 pagesDouble-Jet Ejection of Cooling Air For Improved Film-CoolingAlexandros DerkNo ratings yet
- Wascomat SU620 Spare Parts CatalogDocument74 pagesWascomat SU620 Spare Parts CatalogIgor GrytsenkoNo ratings yet
- Instructional Manual For Dead Weight Pressure Gauge TesterDocument6 pagesInstructional Manual For Dead Weight Pressure Gauge TesterRAVI BARTIANo ratings yet
- Thermal Arc 161sDocument58 pagesThermal Arc 161srquinchia1No ratings yet
- HS-420 Accelerometer: 4-20ma Velocity Output Via PUR CableDocument1 pageHS-420 Accelerometer: 4-20ma Velocity Output Via PUR CableJeremiah CayondongNo ratings yet
- Automatic Sprinkler System: Total - AED Total - AED With 20% MarginDocument11 pagesAutomatic Sprinkler System: Total - AED Total - AED With 20% Marginmohamed eshaNo ratings yet
- FinalDocument7 pagesFinalMuralee Dharan PillaiNo ratings yet
- The Importance of Compressor Foundation Design Considerations Experience in Algeria by KBR Usa TRAIN ConstructionDocument4 pagesThe Importance of Compressor Foundation Design Considerations Experience in Algeria by KBR Usa TRAIN ConstructionAhmed Ben HmidaNo ratings yet
- SATIP-W-013-01 Welding of Offshore Structures.Document5 pagesSATIP-W-013-01 Welding of Offshore Structures.mathew.genesis.inspNo ratings yet
- Appendix Five Data On Fracture Toughness and Shock Toughness Fatigue Life Characteristics of Thermal Stability Corrosion Resistance and Castability ofDocument3 pagesAppendix Five Data On Fracture Toughness and Shock Toughness Fatigue Life Characteristics of Thermal Stability Corrosion Resistance and Castability ofChin-Min YangNo ratings yet
- Top DriveDocument314 pagesTop Drivesebastian zorroNo ratings yet
- Stability Derivatives For MissileDocument4 pagesStability Derivatives For MissileWaseem SarwarNo ratings yet
- Moment Resistant End Plate-As Per Euro Code PDFDocument23 pagesMoment Resistant End Plate-As Per Euro Code PDFsonofalexanderNo ratings yet
- Threaded Fasteners With Applied Medium or High Strength Threadlockers - Effect of Different Tightening Procedures On The Tribologial ResponseDocument27 pagesThreaded Fasteners With Applied Medium or High Strength Threadlockers - Effect of Different Tightening Procedures On The Tribologial ResponseLucas InacioNo ratings yet