
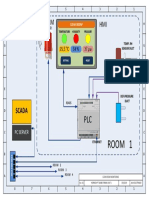
PLC and Scada
PLC and Scada
You might also like
- Robots User Manual (CE) - EnglishDocument170 pagesRobots User Manual (CE) - EnglishVlad-Andrei Cucuteanu100% (3)
- 6 Weeks Training Report For PLCDocument51 pages6 Weeks Training Report For PLCrajeevraj_12july85% (13)
- Exporters List IndustriesDocument60 pagesExporters List IndustriesRobinvarshney75% (4)
- Smart Plant Monitoring SystemDocument31 pagesSmart Plant Monitoring SystemTejeshwini100% (1)
- Scada Seminar ReportDocument20 pagesScada Seminar ReportPrakash Kumar76% (17)
- Internship: On PLCDocument12 pagesInternship: On PLCRathan Kumar SM100% (1)
- HMI Seminar ReportDocument30 pagesHMI Seminar ReportNitinSharma67% (3)
- PLC & Scada Lab Manual (Part-1)Document33 pagesPLC & Scada Lab Manual (Part-1)Pavan Deshpande70% (10)
- Industrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherDocument49 pagesIndustrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherMd Shamsher86% (28)
- Density Based Traffic Control SystemDocument33 pagesDensity Based Traffic Control Systemvijay shinde100% (1)
- Agni PPT Presentation On PLCDocument19 pagesAgni PPT Presentation On PLCAgni BhattacharjeeNo ratings yet
- Electrical and Electronics Seminar Topic: FLYING WINDMILLSDocument14 pagesElectrical and Electronics Seminar Topic: FLYING WINDMILLSShubham Bodade60% (5)
- SCADA Seminar ReportDocument27 pagesSCADA Seminar ReportRakesh Hs67% (3)
- Underground Wire Fault Detector": A Project Report OnDocument35 pagesUnderground Wire Fault Detector": A Project Report OnVasu Thakur100% (1)
- GSM Mobile Based Speed Control of DC MotorDocument12 pagesGSM Mobile Based Speed Control of DC MotorShubam RajputhNo ratings yet
- Scada ReportDocument26 pagesScada Reportkiswah computers100% (1)
- Nano Satellite: Seminar Report OnDocument27 pagesNano Satellite: Seminar Report OnShishu Priya Darshi YadavNo ratings yet
- On Basic PLCDocument18 pagesOn Basic PLCpadala harishnath100% (1)
- SCADA Seminar ReportDocument34 pagesSCADA Seminar ReportAshutosh Maurya100% (2)
- Industrial Drives Lab File PDFDocument19 pagesIndustrial Drives Lab File PDFMayankJainNo ratings yet
- K.S Institute of Technology: Internship PresentationDocument25 pagesK.S Institute of Technology: Internship PresentationDeviprasad MNo ratings yet
- Final SMS Based SPEED CONTROL OF DC MOTOR - Progress Seminar-2Document26 pagesFinal SMS Based SPEED CONTROL OF DC MOTOR - Progress Seminar-2nadeemq_07860% (1)
- PLC & SCADA Training ReportDocument44 pagesPLC & SCADA Training Reportneeraj meena100% (2)
- Presentation On PLCDocument27 pagesPresentation On PLCTyrone Michaels100% (1)
- FINAL Project Report On Wireless Charging of EV'sDocument44 pagesFINAL Project Report On Wireless Charging of EV'sRiya SinghNo ratings yet
- Report On PLC & ScadaDocument30 pagesReport On PLC & ScadaRajmal Menariya60% (10)
- Final PPT Automatic Water HeaterDocument13 pagesFinal PPT Automatic Water HeaterYogita GhumareNo ratings yet
- Automatic Railway Gate Control by Using Plc.Document35 pagesAutomatic Railway Gate Control by Using Plc.BODIGA JAYASRINo ratings yet
- Swathi Internship Report - FormatDocument11 pagesSwathi Internship Report - Formatswathi H A100% (1)
- Pavi Internship Report 2 PDFDocument55 pagesPavi Internship Report 2 PDFSuhas Naik100% (1)
- Final Mini Project ReportDocument29 pagesFinal Mini Project ReportumaNo ratings yet
- Iot Based Control and Monitoring of Smart Grid and Power Theft Detection by Locating AreaDocument17 pagesIot Based Control and Monitoring of Smart Grid and Power Theft Detection by Locating AreaakashlogicNo ratings yet
- Unit 4 Power Quality Management in Smart Grid Emc - Electromagnetic CompatibilityDocument18 pagesUnit 4 Power Quality Management in Smart Grid Emc - Electromagnetic CompatibilityMathumathi TNo ratings yet
- Communications Protocol in SCADA SystemDocument6 pagesCommunications Protocol in SCADA SystemKumar PranayNo ratings yet
- PLC Interview QuestionsDocument4 pagesPLC Interview QuestionsShashikant PrasadNo ratings yet
- Project Report On Microcontroller Based Traffic Light ControllerDocument23 pagesProject Report On Microcontroller Based Traffic Light Controllerالموعظة الحسنه chanelNo ratings yet
- " Build and Test Voltmeter Using PMMC..": Under The Guidance ofDocument10 pages" Build and Test Voltmeter Using PMMC..": Under The Guidance ofOnkar ChavanNo ratings yet
- DCS Microproject Report Ghodke SurajDocument18 pagesDCS Microproject Report Ghodke SurajSuraj Ghodke0% (1)
- Final Year Projects List - PLC and SCADADocument4 pagesFinal Year Projects List - PLC and SCADAEnsemble Technologies83% (6)
- Single Phase Rectifier Fed DC Motor DriveDocument11 pagesSingle Phase Rectifier Fed DC Motor DriveNitesh kumar singh100% (1)
- 3.PLC Based Sorting System Using Metal DetectionDocument9 pages3.PLC Based Sorting System Using Metal DetectionSree Lakshmi Mani Priyanka100% (1)
- MP Electrical Drives Lab ManualDocument37 pagesMP Electrical Drives Lab ManualSoumiya Srinivasan100% (1)
- Kptcl-Scada ReportDocument26 pagesKptcl-Scada ReportHarshith ANANDNo ratings yet
- Edc Handwritten Notes 2Document58 pagesEdc Handwritten Notes 2m1u2raliNo ratings yet
- Ok DC Motor Speed Control Using Arduino and PotentiometerDocument39 pagesOk DC Motor Speed Control Using Arduino and PotentiometerRAHUL SINGH0% (1)
- List of EEE Mini Projects For Electrical Engineering StudentsDocument30 pagesList of EEE Mini Projects For Electrical Engineering Studentssneha.cNo ratings yet
- Summer Internship Presentation On Embedded Systems Through RaspberryDocument44 pagesSummer Internship Presentation On Embedded Systems Through Raspberryayush.agarwal9325360% (1)
- PLC Based Object SortingDocument32 pagesPLC Based Object SortingHarshal Patil100% (2)
- Muc 8051 - Automatic School BellDocument5 pagesMuc 8051 - Automatic School BellVarsha DoddamaniNo ratings yet
- Shadow AlarmDocument23 pagesShadow AlarmAlok PawarNo ratings yet
- Jain College of Engineering, Belagavi: Signals & Systems (18ec45) Question Bank For Cie - IiiDocument3 pagesJain College of Engineering, Belagavi: Signals & Systems (18ec45) Question Bank For Cie - Iiisystech techniques50% (2)
- Anuj Seminar Final ReportDocument62 pagesAnuj Seminar Final ReportAnkit KumarNo ratings yet
- Report On TransformerDocument40 pagesReport On Transformerashish suraNo ratings yet
- M-Voting Seminar Report (Engineering)Document23 pagesM-Voting Seminar Report (Engineering)Divyank Ranjan100% (1)
- Experiment No 1Document3 pagesExperiment No 1rashmi patil0% (1)
- Bangaloreurban Un Aided ItiDocument20 pagesBangaloreurban Un Aided ItihsWSNo ratings yet
- Automatic Street Light Project ReportDocument34 pagesAutomatic Street Light Project ReportKrishna Malhotra80% (5)
- D.M.R.C. Winter Training SCADADocument77 pagesD.M.R.C. Winter Training SCADASarthakBhatia100% (1)
- Seminar TopicsDocument11 pagesSeminar Topicssharath051100% (1)
- A Presentation On Scada System: (Supervisory Control and Data Acquisition)Document19 pagesA Presentation On Scada System: (Supervisory Control and Data Acquisition)Anis MaqboolNo ratings yet
- Energy Control Center Functions For Power SystemDocument9 pagesEnergy Control Center Functions For Power SystemtejaNo ratings yet
- Ammu Internship (1) MergedDocument62 pagesAmmu Internship (1) MergedAnusha AnushaNo ratings yet
- Internship - Report Guru PratheekDocument25 pagesInternship - Report Guru PratheekSanitha MichailNo ratings yet
- Activity ReportDocument6 pagesActivity ReportTejeshwiniNo ratings yet
- Vertical Access Wind TrubineDocument6 pagesVertical Access Wind TrubineTejeshwiniNo ratings yet
- IEEE Paper On The Wind Access TrubineDocument7 pagesIEEE Paper On The Wind Access TrubineTejeshwiniNo ratings yet
- Brochure Simatic-Industrial-Software enDocument28 pagesBrochure Simatic-Industrial-Software enDražen ĆurčićNo ratings yet
- 2.3 1 Aux Altair High Wall Inverter R410A 60Hz Heat PumpDocument4 pages2.3 1 Aux Altair High Wall Inverter R410A 60Hz Heat PumpJose ManzanillaNo ratings yet
- Metrics For Testing Projects: Metric DescriptionDocument4 pagesMetrics For Testing Projects: Metric DescriptionNandhalala IsaiNo ratings yet
- Penawaran Fire Alarm System 15 ZoneDocument1 pagePenawaran Fire Alarm System 15 ZoneFildzah Infokom Solusi CV.No ratings yet
- Part 0 Chapter 1 Ships User Information Amendments and IndexesDocument60 pagesPart 0 Chapter 1 Ships User Information Amendments and IndexesleokareyxoxoersNo ratings yet
- Industrial Refrigeration TrainerDocument6 pagesIndustrial Refrigeration TrainerEugine BalomagaNo ratings yet
- Emerging From Disruption The Future of Pharma Operations StrategyDocument7 pagesEmerging From Disruption The Future of Pharma Operations Strategyb00810902No ratings yet
- Nalco R-1011 PDFDocument10 pagesNalco R-1011 PDFThashna DusoruthNo ratings yet
- School of Mechanical & Manufacturing Engineering, (SMME), IslamabadDocument14 pagesSchool of Mechanical & Manufacturing Engineering, (SMME), IslamabadTalal JameelNo ratings yet
- PLC MemoryDocument26 pagesPLC MemorySerosh KarimNo ratings yet
- PMMI Mechatronics SheetDocument4 pagesPMMI Mechatronics SheetBarlarlar JuckNo ratings yet
- Nicomac Coating Systems Brochure 2Document12 pagesNicomac Coating Systems Brochure 2Zakaria BahaNo ratings yet
- System Overview Digital Turbine Control SystemsDocument56 pagesSystem Overview Digital Turbine Control SystemsAshutosh Yadav100% (3)
- DRV21200 PowerFlex Drive Component ClassDocument66 pagesDRV21200 PowerFlex Drive Component Classtomy budi WinartoNo ratings yet
- D en System 800xa Course T314 - Basic ConfigurationDocument2 pagesD en System 800xa Course T314 - Basic Configurationmsr123456789No ratings yet
- Kabeer Intelligent Enterprise 728 21Document27 pagesKabeer Intelligent Enterprise 728 21Kabeer Consulting IncNo ratings yet
- Blue Prism v6 Surface Automation - Basic Training - 0Document46 pagesBlue Prism v6 Surface Automation - Basic Training - 0pshu4483550% (2)
- Clean Room Hormon PDFDocument1 pageClean Room Hormon PDFDeden IskandarNo ratings yet
- What Is An Exemplification EssayDocument7 pagesWhat Is An Exemplification Essayafhbctdfx100% (2)
- Actuadores Rotativos DSR DSRLDocument22 pagesActuadores Rotativos DSR DSRLromeoyesNo ratings yet
- Thermal Dynamics Cutmaster A-Series Bro - (63-2809) - August2013 PDFDocument6 pagesThermal Dynamics Cutmaster A-Series Bro - (63-2809) - August2013 PDFestfania23No ratings yet
- Item Supplier Equipment Brand Contact Person Position Phone No. E-MailDocument35 pagesItem Supplier Equipment Brand Contact Person Position Phone No. E-MailMohammed AtefNo ratings yet
- Digital Technologies: Step Into The "TECHNOLOGIES"Document17 pagesDigital Technologies: Step Into The "TECHNOLOGIES"Shashank SrivastavaNo ratings yet
- Track 2 - Smart NavigatorDocument2 pagesTrack 2 - Smart NavigatorDipan MukhopadhyayNo ratings yet
- Dental Clinic Management System Rationale Chapter 1Document3 pagesDental Clinic Management System Rationale Chapter 1bryle.alegada03No ratings yet
- IT Strategy To Meet Corporate Objectives: Sanjay MohapatraDocument205 pagesIT Strategy To Meet Corporate Objectives: Sanjay MohapatraShivam JollyNo ratings yet
- Process Analytical InstrumentsDocument462 pagesProcess Analytical InstrumentsMiguelNo ratings yet



























































































Download as pdf or txt
You might also like
- Robots User Manual (CE) - EnglishDocument170 pagesRobots User Manual (CE) - EnglishVlad-Andrei Cucuteanu100% (3)
- 6 Weeks Training Report For PLCDocument51 pages6 Weeks Training Report For PLCrajeevraj_12july85% (13)
- Exporters List IndustriesDocument60 pagesExporters List IndustriesRobinvarshney75% (4)
- Smart Plant Monitoring SystemDocument31 pagesSmart Plant Monitoring SystemTejeshwini100% (1)
- Scada Seminar ReportDocument20 pagesScada Seminar ReportPrakash Kumar76% (17)
- Internship: On PLCDocument12 pagesInternship: On PLCRathan Kumar SM100% (1)
- HMI Seminar ReportDocument30 pagesHMI Seminar ReportNitinSharma67% (3)
- PLC & Scada Lab Manual (Part-1)Document33 pagesPLC & Scada Lab Manual (Part-1)Pavan Deshpande70% (10)
- Industrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherDocument49 pagesIndustrial Automation Summer Training Report, PLC, SCADA, HMI Instrumentation - ShamsherMd Shamsher86% (28)
- Density Based Traffic Control SystemDocument33 pagesDensity Based Traffic Control Systemvijay shinde100% (1)
- Agni PPT Presentation On PLCDocument19 pagesAgni PPT Presentation On PLCAgni BhattacharjeeNo ratings yet
- Electrical and Electronics Seminar Topic: FLYING WINDMILLSDocument14 pagesElectrical and Electronics Seminar Topic: FLYING WINDMILLSShubham Bodade60% (5)
- SCADA Seminar ReportDocument27 pagesSCADA Seminar ReportRakesh Hs67% (3)
- Underground Wire Fault Detector": A Project Report OnDocument35 pagesUnderground Wire Fault Detector": A Project Report OnVasu Thakur100% (1)
- GSM Mobile Based Speed Control of DC MotorDocument12 pagesGSM Mobile Based Speed Control of DC MotorShubam RajputhNo ratings yet
- Scada ReportDocument26 pagesScada Reportkiswah computers100% (1)
- Nano Satellite: Seminar Report OnDocument27 pagesNano Satellite: Seminar Report OnShishu Priya Darshi YadavNo ratings yet
- On Basic PLCDocument18 pagesOn Basic PLCpadala harishnath100% (1)
- SCADA Seminar ReportDocument34 pagesSCADA Seminar ReportAshutosh Maurya100% (2)
- Industrial Drives Lab File PDFDocument19 pagesIndustrial Drives Lab File PDFMayankJainNo ratings yet
- K.S Institute of Technology: Internship PresentationDocument25 pagesK.S Institute of Technology: Internship PresentationDeviprasad MNo ratings yet
- Final SMS Based SPEED CONTROL OF DC MOTOR - Progress Seminar-2Document26 pagesFinal SMS Based SPEED CONTROL OF DC MOTOR - Progress Seminar-2nadeemq_07860% (1)
- PLC & SCADA Training ReportDocument44 pagesPLC & SCADA Training Reportneeraj meena100% (2)
- Presentation On PLCDocument27 pagesPresentation On PLCTyrone Michaels100% (1)
- FINAL Project Report On Wireless Charging of EV'sDocument44 pagesFINAL Project Report On Wireless Charging of EV'sRiya SinghNo ratings yet
- Report On PLC & ScadaDocument30 pagesReport On PLC & ScadaRajmal Menariya60% (10)
- Final PPT Automatic Water HeaterDocument13 pagesFinal PPT Automatic Water HeaterYogita GhumareNo ratings yet
- Automatic Railway Gate Control by Using Plc.Document35 pagesAutomatic Railway Gate Control by Using Plc.BODIGA JAYASRINo ratings yet
- Swathi Internship Report - FormatDocument11 pagesSwathi Internship Report - Formatswathi H A100% (1)
- Pavi Internship Report 2 PDFDocument55 pagesPavi Internship Report 2 PDFSuhas Naik100% (1)
- Final Mini Project ReportDocument29 pagesFinal Mini Project ReportumaNo ratings yet
- Iot Based Control and Monitoring of Smart Grid and Power Theft Detection by Locating AreaDocument17 pagesIot Based Control and Monitoring of Smart Grid and Power Theft Detection by Locating AreaakashlogicNo ratings yet
- Unit 4 Power Quality Management in Smart Grid Emc - Electromagnetic CompatibilityDocument18 pagesUnit 4 Power Quality Management in Smart Grid Emc - Electromagnetic CompatibilityMathumathi TNo ratings yet
- Communications Protocol in SCADA SystemDocument6 pagesCommunications Protocol in SCADA SystemKumar PranayNo ratings yet
- PLC Interview QuestionsDocument4 pagesPLC Interview QuestionsShashikant PrasadNo ratings yet
- Project Report On Microcontroller Based Traffic Light ControllerDocument23 pagesProject Report On Microcontroller Based Traffic Light Controllerالموعظة الحسنه chanelNo ratings yet
- " Build and Test Voltmeter Using PMMC..": Under The Guidance ofDocument10 pages" Build and Test Voltmeter Using PMMC..": Under The Guidance ofOnkar ChavanNo ratings yet
- DCS Microproject Report Ghodke SurajDocument18 pagesDCS Microproject Report Ghodke SurajSuraj Ghodke0% (1)
- Final Year Projects List - PLC and SCADADocument4 pagesFinal Year Projects List - PLC and SCADAEnsemble Technologies83% (6)
- Single Phase Rectifier Fed DC Motor DriveDocument11 pagesSingle Phase Rectifier Fed DC Motor DriveNitesh kumar singh100% (1)
- 3.PLC Based Sorting System Using Metal DetectionDocument9 pages3.PLC Based Sorting System Using Metal DetectionSree Lakshmi Mani Priyanka100% (1)
- MP Electrical Drives Lab ManualDocument37 pagesMP Electrical Drives Lab ManualSoumiya Srinivasan100% (1)
- Kptcl-Scada ReportDocument26 pagesKptcl-Scada ReportHarshith ANANDNo ratings yet
- Edc Handwritten Notes 2Document58 pagesEdc Handwritten Notes 2m1u2raliNo ratings yet
- Ok DC Motor Speed Control Using Arduino and PotentiometerDocument39 pagesOk DC Motor Speed Control Using Arduino and PotentiometerRAHUL SINGH0% (1)
- List of EEE Mini Projects For Electrical Engineering StudentsDocument30 pagesList of EEE Mini Projects For Electrical Engineering Studentssneha.cNo ratings yet
- Summer Internship Presentation On Embedded Systems Through RaspberryDocument44 pagesSummer Internship Presentation On Embedded Systems Through Raspberryayush.agarwal9325360% (1)
- PLC Based Object SortingDocument32 pagesPLC Based Object SortingHarshal Patil100% (2)
- Muc 8051 - Automatic School BellDocument5 pagesMuc 8051 - Automatic School BellVarsha DoddamaniNo ratings yet
- Shadow AlarmDocument23 pagesShadow AlarmAlok PawarNo ratings yet
- Jain College of Engineering, Belagavi: Signals & Systems (18ec45) Question Bank For Cie - IiiDocument3 pagesJain College of Engineering, Belagavi: Signals & Systems (18ec45) Question Bank For Cie - Iiisystech techniques50% (2)
- Anuj Seminar Final ReportDocument62 pagesAnuj Seminar Final ReportAnkit KumarNo ratings yet
- Report On TransformerDocument40 pagesReport On Transformerashish suraNo ratings yet
- M-Voting Seminar Report (Engineering)Document23 pagesM-Voting Seminar Report (Engineering)Divyank Ranjan100% (1)
- Experiment No 1Document3 pagesExperiment No 1rashmi patil0% (1)
- Bangaloreurban Un Aided ItiDocument20 pagesBangaloreurban Un Aided ItihsWSNo ratings yet
- Automatic Street Light Project ReportDocument34 pagesAutomatic Street Light Project ReportKrishna Malhotra80% (5)
- D.M.R.C. Winter Training SCADADocument77 pagesD.M.R.C. Winter Training SCADASarthakBhatia100% (1)
- Seminar TopicsDocument11 pagesSeminar Topicssharath051100% (1)
- A Presentation On Scada System: (Supervisory Control and Data Acquisition)Document19 pagesA Presentation On Scada System: (Supervisory Control and Data Acquisition)Anis MaqboolNo ratings yet
- Energy Control Center Functions For Power SystemDocument9 pagesEnergy Control Center Functions For Power SystemtejaNo ratings yet
- Ammu Internship (1) MergedDocument62 pagesAmmu Internship (1) MergedAnusha AnushaNo ratings yet
- Internship - Report Guru PratheekDocument25 pagesInternship - Report Guru PratheekSanitha MichailNo ratings yet
- Activity ReportDocument6 pagesActivity ReportTejeshwiniNo ratings yet
- Vertical Access Wind TrubineDocument6 pagesVertical Access Wind TrubineTejeshwiniNo ratings yet
- IEEE Paper On The Wind Access TrubineDocument7 pagesIEEE Paper On The Wind Access TrubineTejeshwiniNo ratings yet
- Brochure Simatic-Industrial-Software enDocument28 pagesBrochure Simatic-Industrial-Software enDražen ĆurčićNo ratings yet
- 2.3 1 Aux Altair High Wall Inverter R410A 60Hz Heat PumpDocument4 pages2.3 1 Aux Altair High Wall Inverter R410A 60Hz Heat PumpJose ManzanillaNo ratings yet
- Metrics For Testing Projects: Metric DescriptionDocument4 pagesMetrics For Testing Projects: Metric DescriptionNandhalala IsaiNo ratings yet
- Penawaran Fire Alarm System 15 ZoneDocument1 pagePenawaran Fire Alarm System 15 ZoneFildzah Infokom Solusi CV.No ratings yet
- Part 0 Chapter 1 Ships User Information Amendments and IndexesDocument60 pagesPart 0 Chapter 1 Ships User Information Amendments and IndexesleokareyxoxoersNo ratings yet
- Industrial Refrigeration TrainerDocument6 pagesIndustrial Refrigeration TrainerEugine BalomagaNo ratings yet
- Emerging From Disruption The Future of Pharma Operations StrategyDocument7 pagesEmerging From Disruption The Future of Pharma Operations Strategyb00810902No ratings yet
- Nalco R-1011 PDFDocument10 pagesNalco R-1011 PDFThashna DusoruthNo ratings yet
- School of Mechanical & Manufacturing Engineering, (SMME), IslamabadDocument14 pagesSchool of Mechanical & Manufacturing Engineering, (SMME), IslamabadTalal JameelNo ratings yet
- PLC MemoryDocument26 pagesPLC MemorySerosh KarimNo ratings yet
- PMMI Mechatronics SheetDocument4 pagesPMMI Mechatronics SheetBarlarlar JuckNo ratings yet
- Nicomac Coating Systems Brochure 2Document12 pagesNicomac Coating Systems Brochure 2Zakaria BahaNo ratings yet
- System Overview Digital Turbine Control SystemsDocument56 pagesSystem Overview Digital Turbine Control SystemsAshutosh Yadav100% (3)
- DRV21200 PowerFlex Drive Component ClassDocument66 pagesDRV21200 PowerFlex Drive Component Classtomy budi WinartoNo ratings yet
- D en System 800xa Course T314 - Basic ConfigurationDocument2 pagesD en System 800xa Course T314 - Basic Configurationmsr123456789No ratings yet
- Kabeer Intelligent Enterprise 728 21Document27 pagesKabeer Intelligent Enterprise 728 21Kabeer Consulting IncNo ratings yet
- Blue Prism v6 Surface Automation - Basic Training - 0Document46 pagesBlue Prism v6 Surface Automation - Basic Training - 0pshu4483550% (2)
- Clean Room Hormon PDFDocument1 pageClean Room Hormon PDFDeden IskandarNo ratings yet
- What Is An Exemplification EssayDocument7 pagesWhat Is An Exemplification Essayafhbctdfx100% (2)
- Actuadores Rotativos DSR DSRLDocument22 pagesActuadores Rotativos DSR DSRLromeoyesNo ratings yet
- Thermal Dynamics Cutmaster A-Series Bro - (63-2809) - August2013 PDFDocument6 pagesThermal Dynamics Cutmaster A-Series Bro - (63-2809) - August2013 PDFestfania23No ratings yet
- Item Supplier Equipment Brand Contact Person Position Phone No. E-MailDocument35 pagesItem Supplier Equipment Brand Contact Person Position Phone No. E-MailMohammed AtefNo ratings yet
- Digital Technologies: Step Into The "TECHNOLOGIES"Document17 pagesDigital Technologies: Step Into The "TECHNOLOGIES"Shashank SrivastavaNo ratings yet
- Track 2 - Smart NavigatorDocument2 pagesTrack 2 - Smart NavigatorDipan MukhopadhyayNo ratings yet
- Dental Clinic Management System Rationale Chapter 1Document3 pagesDental Clinic Management System Rationale Chapter 1bryle.alegada03No ratings yet
- IT Strategy To Meet Corporate Objectives: Sanjay MohapatraDocument205 pagesIT Strategy To Meet Corporate Objectives: Sanjay MohapatraShivam JollyNo ratings yet
- Process Analytical InstrumentsDocument462 pagesProcess Analytical InstrumentsMiguelNo ratings yet