Download as pdf or txt
You might also like
- Matter in Our Surroundings - Shobhit NirwanDocument17 pagesMatter in Our Surroundings - Shobhit NirwanDibya Biswal95% (80)
- Eddy Current (RFT) ProcedureDocument12 pagesEddy Current (RFT) ProcedureAnonymous gFcnQ4go83% (6)
- VSIM Clinical Worksheet WORD 06.19Document6 pagesVSIM Clinical Worksheet WORD 06.19Jackie GriffisNo ratings yet
- Alco Century 628'sDocument5 pagesAlco Century 628'sstaustell92100% (1)
- Alloy 6005A: We Are AluminumDocument2 pagesAlloy 6005A: We Are AluminumLeo PardNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- E 107Document15 pagesE 107Thomas MelgarNo ratings yet
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocument3 pagesConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390No ratings yet
- 20NiMo9-7 - Liga MetálicaDocument4 pages20NiMo9-7 - Liga MetálicalutherblackNo ratings yet
- 3dprint AM 46: Material TypeDocument1 page3dprint AM 46: Material TypeKara WhiteNo ratings yet
- S355G10 GBDocument4 pagesS355G10 GBH41GAMINGNo ratings yet
- Ugiweb 762845Document5 pagesUgiweb 762845Humza SulheriNo ratings yet
- Datasheet Sandvik 199l enDocument3 pagesDatasheet Sandvik 199l enpedro rojasNo ratings yet
- 18crnimo7-6: Steel GradeDocument3 pages18crnimo7-6: Steel GradeAndré Luiz NogueiraNo ratings yet
- SA/AS1548 - 7 - 460R: XlerplateDocument3 pagesSA/AS1548 - 7 - 460R: XlerplatenavNo ratings yet
- 21crmov5-7: Steel GradeDocument1 page21crmov5-7: Steel GradeEdward PongracNo ratings yet
- 3dprint AM P22: Material TypeDocument1 page3dprint AM P22: Material TypeKara WhiteNo ratings yet
- CF10MC (1.4571)Document3 pagesCF10MC (1.4571)Gilcimar Cavalcante GilcimarNo ratings yet
- 34 CR Ni Mo 6Document4 pages34 CR Ni Mo 6InaamNo ratings yet
- 34crnimo6: Steel GradeDocument4 pages34crnimo6: Steel GradeAndrea FerrerNo ratings yet
- TDS - ER80S-B6.GTAW Rev1Document1 pageTDS - ER80S-B6.GTAW Rev1Erick VazquezNo ratings yet
- 19Mnvs6: Steel GradeDocument3 pages19Mnvs6: Steel GradeForin PetalNo ratings yet
- Am 70Document1 pageAm 70Kara WhiteNo ratings yet
- Am 50Document1 pageAm 50Kara WhiteNo ratings yet
- Item5 LNT316LDocument1 pageItem5 LNT316LVVan TanNo ratings yet
- Specification For Galvanized Steel: Raw Material SpecificationsDocument2 pagesSpecification For Galvanized Steel: Raw Material SpecificationsAnonymous aBZfewNo ratings yet
- item11-LNT NiCroMo 59.23Document1 pageitem11-LNT NiCroMo 59.23VVan TanNo ratings yet
- 18nicrmo14-6: Steel GradeDocument4 pages18nicrmo14-6: Steel Gradesmith willNo ratings yet
- En19 Steel - 4140 - 1.7225 - Scm440 - 42crmo4: Related Specifications Astm A29/A29M Din en 10083/3 Jis G4053 GB GB/TDocument7 pagesEn19 Steel - 4140 - 1.7225 - Scm440 - 42crmo4: Related Specifications Astm A29/A29M Din en 10083/3 Jis G4053 GB GB/THugh O'Brien GwazeNo ratings yet
- A.S.T.M. B584-09a: WWW - Okendo.mxDocument4 pagesA.S.T.M. B584-09a: WWW - Okendo.mxShariq KhanNo ratings yet
- Casting Material Alloy Steel G20Mn5 EN 1.6220Document3 pagesCasting Material Alloy Steel G20Mn5 EN 1.6220nethaji nethajiNo ratings yet
- Filcord C: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsDocument2 pagesFilcord C: MIG/MAG Solid wires-TIG Rods C-MN and Low-Alloy SteelsPavelNo ratings yet
- 6005A Alloy SHTDocument2 pages6005A Alloy SHTgaju_scribdNo ratings yet
- HSS CatalogueDocument56 pagesHSS CataloguenenmilNo ratings yet
- 19042016000000T - Union I CrMo 910 - Tig RodDocument1 page19042016000000T - Union I CrMo 910 - Tig RodRushita SolankiNo ratings yet
- 42crmo6 : Steel GradeDocument2 pages42crmo6 : Steel GradeYonas Dwiananta YuwonoNo ratings yet
- Thermanit Nimo C 24 (ERNiCrMo3) GTAWDocument1 pageThermanit Nimo C 24 (ERNiCrMo3) GTAWNiranjan Fakirchand YadavNo ratings yet
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocument2 pagesSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezNo ratings yet
- 42 CR Mo 4Document3 pages42 CR Mo 4lucasNo ratings yet
- S355J2Document2 pagesS355J2Aldin AlicNo ratings yet
- Scheda Tecnica: IT-T1 ITB-T1Document1 pageScheda Tecnica: IT-T1 ITB-T1ITALFIL S.p.A.No ratings yet
- Bohler Aws Er308lDocument1 pageBohler Aws Er308lJuan ShunaNo ratings yet
- Bohler AWS ER308LDocument1 pageBohler AWS ER308LbrayanNo ratings yet
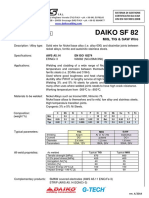
- Daiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireDocument1 pageDaiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireRhyan EdwinNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- item8-LNT NiCro60.20Document1 pageitem8-LNT NiCro60.20VVan TanNo ratings yet
- Bavaria en BA-TIG 310Document1 pageBavaria en BA-TIG 310cocoNo ratings yet
- Каталог безрезбовиDocument48 pagesКаталог безрезбовиGeorgi Petrov100% (1)
- Scheda Tecnica: IT-T1S Itb-T1SDocument1 pageScheda Tecnica: IT-T1S Itb-T1SITALFIL S.p.A.No ratings yet
- Hot-Rolled - Plate: Data SheetDocument2 pagesHot-Rolled - Plate: Data SheetRichard Vica CalvoNo ratings yet
- Arosta309H EngDocument1 pageArosta309H Engrusf123No ratings yet
- 38 MN VS6Document3 pages38 MN VS6Jaison JacobNo ratings yet
- Pocincani Limovi, Teh - KarakteristikeDocument10 pagesPocincani Limovi, Teh - KarakteristikeEko LuftNo ratings yet
- S355JRDocument2 pagesS355JRThanh NguyenNo ratings yet
- En 353Document3 pagesEn 353anush_swaminathanNo ratings yet
- Trip (Transformation Induced Plasticity) Steels: Automotive WorldwideDocument7 pagesTrip (Transformation Induced Plasticity) Steels: Automotive WorldwideJassi ZorrNo ratings yet
- AC510U/AC520U: High Performance Turning Grade For Heat Resistant AlloyDocument4 pagesAC510U/AC520U: High Performance Turning Grade For Heat Resistant AlloyFabianoKovalechenNo ratings yet
- Din 17200 C60Document2 pagesDin 17200 C60artanNo ratings yet
- Scheda Tecnica: IT-SG3 Itb-Sg3Document1 pageScheda Tecnica: IT-SG3 Itb-Sg3ITALFIL S.p.A.No ratings yet
- 34 CR Ni Mo 6Document4 pages34 CR Ni Mo 6Krzysztof WrzeszczNo ratings yet
- Selectarc B90: Inconel Type Electrode For Fabrication and RepairDocument1 pageSelectarc B90: Inconel Type Electrode For Fabrication and RepairjmsmechNo ratings yet
- Nickel Based ElectrodeDocument1 pageNickel Based Electrodewalter091011No ratings yet
- 18crnimo7-6: Steel GradeDocument4 pages18crnimo7-6: Steel GradeFINNING CATNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- UC Davis General Catalog - Animal Science - 2022-03-13 - 231610Document17 pagesUC Davis General Catalog - Animal Science - 2022-03-13 - 231610XNo ratings yet
- Finance AssignmentDocument7 pagesFinance AssignmentMeshack MateNo ratings yet
- CH 17 Evidence of EvolutionDocument18 pagesCH 17 Evidence of Evolutionnateborenius11No ratings yet
- CLC 18-10Nb: A NB Stabilized 18Cr-10Ni Austenitic Stainless Steel (347 Grade)Document4 pagesCLC 18-10Nb: A NB Stabilized 18Cr-10Ni Austenitic Stainless Steel (347 Grade)PeterWayNo ratings yet
- TEST 6-BEC Reading Part 3Document4 pagesTEST 6-BEC Reading Part 3Елена ПешковаNo ratings yet
- Acute Periodontal Conditions: PeriodonticsDocument9 pagesAcute Periodontal Conditions: Periodonticsmonica896No ratings yet
- Denward Eng PatriciaDocument2 pagesDenward Eng PatriciaMary Angelica Gabayan LitobNo ratings yet
- Therapeutic Approaches: Indian School MuscatDocument10 pagesTherapeutic Approaches: Indian School MuscatNidhee SharmaNo ratings yet
- W11. Rifna Et Al., 2021Document35 pagesW11. Rifna Et Al., 2021Tarek Hefz Al RahmanNo ratings yet
- Impco 425 CarburetorDocument6 pagesImpco 425 Carburetors_boots100% (2)
- Boekverslag Engels Black Beauty Door Anne SewellDocument4 pagesBoekverslag Engels Black Beauty Door Anne SewellJoseph BalasinghamNo ratings yet
- Brazing, Soldering and Adhesive Bonding - Chapter 32Document40 pagesBrazing, Soldering and Adhesive Bonding - Chapter 32xharpreetx100% (1)
- Gigazyme X Tra: Our PlusDocument2 pagesGigazyme X Tra: Our PlusHemant Singh100% (1)
- Splbe - Master Plumber 2015 15.: Page 1 of 7Document7 pagesSplbe - Master Plumber 2015 15.: Page 1 of 7gregNo ratings yet
- Jinny Choe Temp Mem CardDocument1 pageJinny Choe Temp Mem CardginauineNo ratings yet
- Electric EquipmentDocument111 pagesElectric EquipmentatertemizNo ratings yet
- SPLCDocument89 pagesSPLCutkarsha raneNo ratings yet
- Review of Related Literature and Studies This Presents The Summary of The Relevant Readings With The Present Study. This ProvidedDocument7 pagesReview of Related Literature and Studies This Presents The Summary of The Relevant Readings With The Present Study. This Providedmizzi100% (1)
- Children Who Are Anxious in Silent - A Review of Selective MutismDocument19 pagesChildren Who Are Anxious in Silent - A Review of Selective MutismNicole WilliamsNo ratings yet
- PDFDocument69 pagesPDFRuel Gonzales79% (14)
- Study On Aging of Solar Reflectance of The Self-Cleaning High Reflectance CoatingDocument9 pagesStudy On Aging of Solar Reflectance of The Self-Cleaning High Reflectance CoatingJaya SinghNo ratings yet
- Proc - Installation For Solar HeaterDocument7 pagesProc - Installation For Solar HeaterMagesh ShankarNo ratings yet
- TLEDocument2 pagesTLEayesha teroNo ratings yet
- Turkish Airlines Inc. A320 / B737 First Officer Minimum RequirementsDocument5 pagesTurkish Airlines Inc. A320 / B737 First Officer Minimum RequirementsLin CYNo ratings yet
- Operating Low-Voltage Switchgear 2Document20 pagesOperating Low-Voltage Switchgear 2AlexNo ratings yet