Download as pdf or txt
You might also like
- Facility Layout and Workplace DesignDocument9 pagesFacility Layout and Workplace DesignJohn Rey Cabardo100% (1)
- Plant Layout To Start A New Bank BranchDocument15 pagesPlant Layout To Start A New Bank Branchshraddha mehtaNo ratings yet
- Layout PlanningDocument4 pagesLayout PlanningManaf Basheer100% (1)
- The Shard - London Case Study: "Working To A Deadline": Online Distance: Design ManagementDocument31 pagesThe Shard - London Case Study: "Working To A Deadline": Online Distance: Design ManagementkitstonNo ratings yet
- Chapter 3 .PDF Industrial ManegementDocument29 pagesChapter 3 .PDF Industrial Manegementisaaczeleke82No ratings yet
- Kombolcha Institute of Technology Department of Industrial EngineeringDocument41 pagesKombolcha Institute of Technology Department of Industrial EngineeringFakihat MohammedNo ratings yet
- Facility Layout Planning: Objectives of Plant Layout. Factors Affecting Plant Layout. Types of Plant LayoutDocument52 pagesFacility Layout Planning: Objectives of Plant Layout. Factors Affecting Plant Layout. Types of Plant LayoutJamil VoraNo ratings yet
- P&LLayoutDocument68 pagesP&LLayoutEr Suhail ManjardekarNo ratings yet
- Layout PlanningDocument68 pagesLayout PlanningSneha SinghNo ratings yet
- Plant LayoutDocument68 pagesPlant LayoutMadhu VigneshNo ratings yet
- Plant LayoutDocument66 pagesPlant LayoutSanjay KumarNo ratings yet
- POM Unit 2 FDocument19 pagesPOM Unit 2 FRitikshankar YadavNo ratings yet
- What Is Operations Management?Document11 pagesWhat Is Operations Management?Anjali AngelNo ratings yet
- Plant LayoutDocument4 pagesPlant LayoutSaul VillarrealNo ratings yet
- Plant LayoutDocument10 pagesPlant Layoutessy1911No ratings yet
- BY: Akanksha Arora Sumit Rohiwal Shashank Arora Manish ChauhanDocument20 pagesBY: Akanksha Arora Sumit Rohiwal Shashank Arora Manish ChauhanmoneyshhNo ratings yet
- Plant Layout Proposal 2Document10 pagesPlant Layout Proposal 2ProStar ManuelNo ratings yet
- Facility Layout NotesDocument6 pagesFacility Layout NotesOckouri BarnesNo ratings yet
- 20201019-Plant Layout and Material HandlingDocument78 pages20201019-Plant Layout and Material HandlingRavi KumarNo ratings yet
- Lesson 5 in Introduction To I.E PDFDocument5 pagesLesson 5 in Introduction To I.E PDFRanah Pauolynne LintanNo ratings yet
- Lecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Document78 pagesLecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Austin Edwin100% (1)
- Unit 3 Facility Layout PlanningDocument31 pagesUnit 3 Facility Layout Planningnagpal0384No ratings yet
- Layout 3Document16 pagesLayout 3lemaitinhNo ratings yet
- Chapter ThreeDocument60 pagesChapter ThreeEndashaw YohannesNo ratings yet
- PLMH Notes PDFDocument78 pagesPLMH Notes PDFRossi AghdaNo ratings yet
- MS (Unit-2 Material)Document8 pagesMS (Unit-2 Material)Deepthi RamineniNo ratings yet
- Facility Layout: Objectives of A Good LayoutDocument31 pagesFacility Layout: Objectives of A Good LayoutpandalocalNo ratings yet
- PLMH NotesDocument78 pagesPLMH NotesbagumaNo ratings yet
- BardDocument8 pagesBardŚŰBHÁM řájNo ratings yet
- 3 LayoutDocument5 pages3 LayoutcontactdevilhereNo ratings yet
- Mid-Term Assignmen, Group 2WF., Alaa AboualiDocument5 pagesMid-Term Assignmen, Group 2WF., Alaa AboualiAlaa AboaliNo ratings yet
- Factors Influencing Facility LayoutDocument4 pagesFactors Influencing Facility LayoutAbbie Ellaine GarciaNo ratings yet
- Facility Location and LayoutDocument26 pagesFacility Location and LayoutSameer KhanNo ratings yet
- Plant Location: Unit 2 Operations ManagementDocument17 pagesPlant Location: Unit 2 Operations ManagementNaresh Babu NBNo ratings yet
- Types of Layout-PPCDocument14 pagesTypes of Layout-PPCPrajwal RahangdaleNo ratings yet
- Plant LayoutDocument51 pagesPlant Layoutعبدالله عمرNo ratings yet
- Operations Management: Layout and Flow Designs INDocument24 pagesOperations Management: Layout and Flow Designs INIsaac OwusuNo ratings yet
- Unit:3 Plant Layout and Material HandlingDocument14 pagesUnit:3 Plant Layout and Material HandlingKhushboo JariwalaNo ratings yet
- Topic3 PPT Djj42022 Plant Layout Line BalancingDocument70 pagesTopic3 PPT Djj42022 Plant Layout Line Balancinghani adliNo ratings yet
- Plant Layout (Ch-3)Document57 pagesPlant Layout (Ch-3)ajit88akNo ratings yet
- Plant-Layout NotesDocument17 pagesPlant-Layout NotesRahul DesaiNo ratings yet
- 5facility Layout PlanningDocument14 pages5facility Layout PlanningAman SinghNo ratings yet
- Mcdonald K Juma Section 4Document45 pagesMcdonald K Juma Section 4mcdonald jumaNo ratings yet
- Factors Influencing Facility LayoutDocument3 pagesFactors Influencing Facility LayoutAbbie Ellaine GarciaNo ratings yet
- Week - 5 LAQ - Operations ManagementDocument5 pagesWeek - 5 LAQ - Operations Managementbabitha76260No ratings yet
- Factors Influencing Plant Layout PDFDocument4 pagesFactors Influencing Plant Layout PDFadiNo ratings yet
- Plant Layout PPT M046 (PMT)Document17 pagesPlant Layout PPT M046 (PMT)prathamchawla1301No ratings yet
- MP Safety & LayoutDocument11 pagesMP Safety & LayoutM IRFANNo ratings yet
- Chapter Four Layout Planning 4-1-IntroductionDocument21 pagesChapter Four Layout Planning 4-1-IntroductionChandra JayaNo ratings yet
- Plant Location and Facilities Layout Final PPTDocument33 pagesPlant Location and Facilities Layout Final PPTharini yaraganiNo ratings yet
- Plant Layout Operation ManagementDocument7 pagesPlant Layout Operation ManagementKAPIL VARSHNEYNo ratings yet
- PPC-Lec-4-Plant LayoutDocument6 pagesPPC-Lec-4-Plant LayoutRakib100% (1)
- Unit 4 IeDocument75 pagesUnit 4 Ienilesh nagureNo ratings yet
- Facility LayoutDocument30 pagesFacility LayoutamitNo ratings yet
- LayoutDocument53 pagesLayoutSnehal Kothari0% (1)
- Layout: The Configuration of Departments, Work Centers, and EquipmentDocument54 pagesLayout: The Configuration of Departments, Work Centers, and Equipmentmohammed mohammedNo ratings yet
- Chapter 3. Facilities LayoutDocument18 pagesChapter 3. Facilities Layoutmunawer abdusamedNo ratings yet
- Factors Influencing Plant LayoutDocument10 pagesFactors Influencing Plant LayoutKaushal PatelNo ratings yet
- Operations Management Lecture - 4Document6 pagesOperations Management Lecture - 4tusharNo ratings yet
- Plant LocationDocument18 pagesPlant LocationAshish KesarwaniNo ratings yet
- Manufacturing Engineering I Chapter 1Document29 pagesManufacturing Engineering I Chapter 1Abiyot egataNo ratings yet
- Meth Do LogyDocument7 pagesMeth Do LogyAbiyot egataNo ratings yet
- Unit 2Document29 pagesUnit 2Abiyot egataNo ratings yet
- Chapter 2Document32 pagesChapter 2Abiyot egataNo ratings yet
- Chapter 1Document51 pagesChapter 1Abiyot egataNo ratings yet
- Chapter 1fundamental of Software SecurityDocument53 pagesChapter 1fundamental of Software SecurityAbiyot egataNo ratings yet
- UPS Charges Per Shipment Northwest Southwest Upper Midwest Seattle Denver St. Louis Atlanta PhiladelphiaDocument5 pagesUPS Charges Per Shipment Northwest Southwest Upper Midwest Seattle Denver St. Louis Atlanta Philadelphiasahil atramNo ratings yet
- UBIS Capstone Case StudyDocument4 pagesUBIS Capstone Case Studyİlkin İbrahimliNo ratings yet
- Module Chapter 5 CSR 2021Document14 pagesModule Chapter 5 CSR 2021Rhod Jasper EspañolaNo ratings yet
- Jaidayal Dalmia: Dalmia Bharat Group, (DBG)Document2 pagesJaidayal Dalmia: Dalmia Bharat Group, (DBG)iyshwaryaNo ratings yet
- Sutainable Supply ChainDocument10 pagesSutainable Supply ChainGia LinhNo ratings yet
- VinEco - RmitDocument23 pagesVinEco - RmitNguyễn Thành LongNo ratings yet
- 08 Laboratory Exercise 1Document5 pages08 Laboratory Exercise 1Reggie ArañoNo ratings yet
- Word FormDocument4 pagesWord FormTo NgaNo ratings yet
- Pengaruh Corporate Social Responsibility (CSR) Terhadap Citra Perusahaan Pt. Bank Danamon Indonesia TBKDocument9 pagesPengaruh Corporate Social Responsibility (CSR) Terhadap Citra Perusahaan Pt. Bank Danamon Indonesia TBKAnthon AqNo ratings yet
- Kansai Nerolac PaintsDocument366 pagesKansai Nerolac PaintsReTHINK INDIANo ratings yet
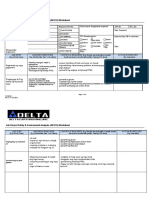
- Job Hazard Safety & Environment Analysis (JHSEA) WorksheetDocument2 pagesJob Hazard Safety & Environment Analysis (JHSEA) WorksheetJb TiscubNo ratings yet
- Topic 6.2 VideosDocument3 pagesTopic 6.2 VideosPedro de Lima NetoNo ratings yet
- Week 4 Physical Evidence and ServicescapeDocument27 pagesWeek 4 Physical Evidence and Servicescape金刚No ratings yet
- Nike: The Legendary Brand: Activiy Bsbaom301ADocument3 pagesNike: The Legendary Brand: Activiy Bsbaom301AJessa Mae LabinghisaNo ratings yet
- (Download PDF) International Marketing Uk Higher Education Business Marketing Pervez N Ghauri and Philip Cateora Online Ebook All Chapter PDFDocument42 pages(Download PDF) International Marketing Uk Higher Education Business Marketing Pervez N Ghauri and Philip Cateora Online Ebook All Chapter PDFlonnie.kridler911100% (7)
- Chapter-Ii Review of LiteratureDocument6 pagesChapter-Ii Review of Literaturesreekutty A SNo ratings yet
- CSAT 2024 - Test 7 - Level 2Document11 pagesCSAT 2024 - Test 7 - Level 22may1984No ratings yet
- Introduction To Sales Management in The Twenty-First CenturyDocument43 pagesIntroduction To Sales Management in The Twenty-First CenturyUmme Laila JatoiNo ratings yet
- Canon Sus 2019 eDocument136 pagesCanon Sus 2019 eSameer AdnanNo ratings yet
- A.E-Green Supply Chain Management Practices and Impact On FirmDocument11 pagesA.E-Green Supply Chain Management Practices and Impact On FirmHakima EL AmmariNo ratings yet
- Glossary of Definitions - Regenerating Places - Edexcel Geography A-LevelDocument4 pagesGlossary of Definitions - Regenerating Places - Edexcel Geography A-LevelSashiNo ratings yet
- JC NCS Carbon Markets Roadmap 1.0 VFDocument42 pagesJC NCS Carbon Markets Roadmap 1.0 VFEric SchwabNo ratings yet
- Assignment Individual MGTDocument14 pagesAssignment Individual MGTZureen SofeaNo ratings yet
- Week 9a Bussiness Strategy - Strategic Change ManagementDocument23 pagesWeek 9a Bussiness Strategy - Strategic Change ManagementAlejandro CardonaNo ratings yet
- Guest House, Court Rental & Donation Collection From 2016 To 2020 - With BDU RemarksDocument62 pagesGuest House, Court Rental & Donation Collection From 2016 To 2020 - With BDU RemarksJenalyn BihagNo ratings yet
- Sorsogon City Options For Developing A New Landfill - 2020-02-28Document6 pagesSorsogon City Options For Developing A New Landfill - 2020-02-28jfmdNo ratings yet
- Kesetaraan Gender Dalam Tujuan Pembangunan Berkelanjutan (SDGS) : Suatu Reviuw Literatur SistematisDocument16 pagesKesetaraan Gender Dalam Tujuan Pembangunan Berkelanjutan (SDGS) : Suatu Reviuw Literatur SistematisUnyang IbanNo ratings yet
- AttractionsDocument46 pagesAttractionsTrisha AndreaNo ratings yet
- Dubai Scrap Companies ListDocument7 pagesDubai Scrap Companies Listsafna Engineering CompanyNo ratings yet