Download as pdf or txt
You might also like
- RADAR BRIDGE MASTER ''E'' Series Radar Ship's ManualDocument161 pagesRADAR BRIDGE MASTER ''E'' Series Radar Ship's Manualtoumassis_p100% (11)
- Instrumentation TutorialDocument13 pagesInstrumentation TutorialAsif HamidNo ratings yet
- Hsio Chapter11 BookDocument21 pagesHsio Chapter11 BookAkshay PNo ratings yet
- s7300 SM 331 Teil2 Getting Started en-USDocument13 pagess7300 SM 331 Teil2 Getting Started en-USPhung TuminhNo ratings yet
- NI TutorialDocument13 pagesNI TutorialguillemudryNo ratings yet
- Field Wiring and Noise Considerations For Analog SignalsDocument20 pagesField Wiring and Noise Considerations For Analog SignalsrajpecNo ratings yet
- PCM TutorialDocument9 pagesPCM TutorialBen Babu PallikkunnelNo ratings yet
- ELEC 382 Notes 13 Wired Digital CommunicationDocument9 pagesELEC 382 Notes 13 Wired Digital CommunicationKenan BaltaciNo ratings yet
- AP PTC 2012 19 Teratam EnuDocument7 pagesAP PTC 2012 19 Teratam EnubcqbaoNo ratings yet
- Double Differential Space-Time Block Coding For Time-Selective Fading ChannelsDocument10 pagesDouble Differential Space-Time Block Coding For Time-Selective Fading ChannelsbianousNo ratings yet
- Digital ModulationDocument48 pagesDigital ModulationMohamed EssamNo ratings yet
- Evaluating The Low-Frequency Power-Line Communications Channel in Rural North AmericaDocument9 pagesEvaluating The Low-Frequency Power-Line Communications Channel in Rural North AmericamahijakmohitNo ratings yet
- Implementation Using Power Line Communications in Telephone SystemDocument5 pagesImplementation Using Power Line Communications in Telephone SystemGopinath KudaravalliNo ratings yet
- Preboard EST 2ndbatch April2015 SetBDocument15 pagesPreboard EST 2ndbatch April2015 SetBGeorge Ezar N. Quiriado100% (1)
- Digital Communication (EC51)Document75 pagesDigital Communication (EC51)Manikandan PalaniNo ratings yet
- Some Additional Topics (Sensor & Instrumentation)Document6 pagesSome Additional Topics (Sensor & Instrumentation)Ansh AroraNo ratings yet
- BlakeDocument29 pagesBlakeJERUEL100% (1)
- A Wavelet-Based Algorithm For Disturbances Detection Using Oscillographic DataDocument6 pagesA Wavelet-Based Algorithm For Disturbances Detection Using Oscillographic DataVijay KrishnaNo ratings yet
- Glossary: (N K) Called A Codeword, Using AnDocument6 pagesGlossary: (N K) Called A Codeword, Using AnAliNo ratings yet
- L P 16-C D S F B - M A: OW Ower Hannel ATA Elector OR IO Edical PplicationsDocument8 pagesL P 16-C D S F B - M A: OW Ower Hannel ATA Elector OR IO Edical PplicationsAnonymous e4UpOQEPNo ratings yet
- 2 Marks Question BankDocument7 pages2 Marks Question BankThiru DaaNo ratings yet
- Introduction To PLCCDocument12 pagesIntroduction To PLCCNaved KhanNo ratings yet
- Preboard EST 2ndbatch April2015 SetBDocument15 pagesPreboard EST 2ndbatch April2015 SetBLopez Shian ErvinNo ratings yet
- 13.IJAEST Vol No 7 Issue No 1 Capacity Enhancement of MIMO System Using Water Filling Model 092 097Document6 pages13.IJAEST Vol No 7 Issue No 1 Capacity Enhancement of MIMO System Using Water Filling Model 092 097helpdesk9532No ratings yet
- Line Using Power Line CommunicationDocument9 pagesLine Using Power Line Communicationrahul123patil@gmail.com100% (1)
- The LabVIEW Simulation of Space-Time Coding Technique in The MIMO-OfDM SystemDocument6 pagesThe LabVIEW Simulation of Space-Time Coding Technique in The MIMO-OfDM Systemivy_publisherNo ratings yet
- 4department 5electronics: Communication System For Controlling Smart Appliances Using Power Line CommunicationDocument6 pages4department 5electronics: Communication System For Controlling Smart Appliances Using Power Line CommunicationNeel SomudroNo ratings yet
- Telecommunication Switching SystemsDocument11 pagesTelecommunication Switching SystemsBantenetNo ratings yet
- Adc Lab Manual STUDENTDocument59 pagesAdc Lab Manual STUDENTramNo ratings yet
- Traveling Wave Fault Location in Protective RelaysDocument14 pagesTraveling Wave Fault Location in Protective RelaysFJRVNo ratings yet
- Practical Issues of Power Line Communication For Automatic Meter Reading SystemsDocument7 pagesPractical Issues of Power Line Communication For Automatic Meter Reading SystemsUday MujumdarNo ratings yet
- SPC Telephone ExchangeDocument22 pagesSPC Telephone ExchangeRajurajiNo ratings yet
- Department of E.C.E.: Digital Communications Lab ManualDocument29 pagesDepartment of E.C.E.: Digital Communications Lab Manualమొక్కపాటి మాధవిNo ratings yet
- Digital CommunicationsDocument86 pagesDigital CommunicationspravalikaNo ratings yet
- Standard - Notes - TSN Unit III 2Document19 pagesStandard - Notes - TSN Unit III 2Priyabrata GhoraiNo ratings yet
- An Analog-Encoder Employing Resistance: D (E (E e N (E 2)Document7 pagesAn Analog-Encoder Employing Resistance: D (E (E e N (E 2)Vivek RoyNo ratings yet
- Without Header FooterDocument32 pagesWithout Header FooterHimanshu BatishNo ratings yet
- Handbook - Compressed 201 300Document100 pagesHandbook - Compressed 201 300Gerardo SalgadoNo ratings yet
- Far Problem. There Are Two Main Concerns Regarding Power Control: Distance From TheDocument5 pagesFar Problem. There Are Two Main Concerns Regarding Power Control: Distance From TheQuỳnh Lê CôngNo ratings yet
- Power Line Carrier Communication PLCCDocument6 pagesPower Line Carrier Communication PLCCJesse Vincent100% (1)
- EthernetDocument16 pagesEthernetpascaruflorinNo ratings yet
- Shams Touhid: 1 Electronics & Communication DepartmentDocument18 pagesShams Touhid: 1 Electronics & Communication DepartmentshamstouhidNo ratings yet
- Transmit Power Management Technique For Wireless Communication NetworksDocument6 pagesTransmit Power Management Technique For Wireless Communication Networksarnab_brightNo ratings yet
- ASSIGNMENT#1PDocument11 pagesASSIGNMENT#1PReyster De VeraNo ratings yet
- Ata Transmission and TelemetryDocument18 pagesAta Transmission and TelemetrySudhakar MishraNo ratings yet
- Space Switching & Time SwitchingDocument21 pagesSpace Switching & Time SwitchingHassaan KhanNo ratings yet
- Model-Dpcm100: Differential Pulse Code Modulation/Demodulation TrainerDocument15 pagesModel-Dpcm100: Differential Pulse Code Modulation/Demodulation TrainerVăn Tấn ĐìnhNo ratings yet
- Sylabus TssDocument30 pagesSylabus TssMavra ShahidNo ratings yet
- Ocb 283Document34 pagesOcb 283Karthik VarmaNo ratings yet
- FB JournalDocument43 pagesFB JournalKehindeOdeyemiNo ratings yet
- 10EC82 Unit 2 Notes PDFDocument25 pages10EC82 Unit 2 Notes PDFDeepa Shree100% (1)
- Matecconf Etic2017 01037Document8 pagesMatecconf Etic2017 01037Cristo CrossNo ratings yet
- 5 Digital Communications Lecture NotesDocument75 pages5 Digital Communications Lecture NotessangeetaNo ratings yet
- Ec8561 Communication SystemDocument77 pagesEc8561 Communication SystemMariyaNo ratings yet
- PLCCDocument9 pagesPLCCkpr_02161371No ratings yet
- CS6304 QBDocument15 pagesCS6304 QBUpendra KumarNo ratings yet
- Performance Analysis of Multicarrier DS-CDMA System Using BPSK ModulationDocument7 pagesPerformance Analysis of Multicarrier DS-CDMA System Using BPSK ModulationiaetsdiaetsdNo ratings yet
- Analysis and Design of Multicell DC/DC Converters Using Vectorized ModelsFrom EverandAnalysis and Design of Multicell DC/DC Converters Using Vectorized ModelsNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Research For Korea ManifestingDocument1 pageResearch For Korea ManifestingLeanne Mae PaduaNo ratings yet
- ADVANCED PNEUMATICS ReviewerDocument4 pagesADVANCED PNEUMATICS ReviewerLeanne Mae PaduaNo ratings yet
- COMPRESSORDocument3 pagesCOMPRESSORLeanne Mae PaduaNo ratings yet
- Expansion Devices FormulasDocument1 pageExpansion Devices FormulasLeanne Mae PaduaNo ratings yet
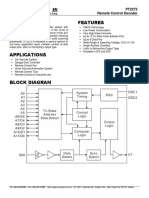
- PT2272 PDFDocument18 pagesPT2272 PDFalperdaNo ratings yet
- Using Different Techniques in Data Transferring by Optisystem ProgramDocument8 pagesUsing Different Techniques in Data Transferring by Optisystem ProgramAliOucharNo ratings yet
- Communication Theory Overall Question BankDocument7 pagesCommunication Theory Overall Question BankECEOCETNo ratings yet
- Modul 5 Siskom2 MPSK ALYDocument50 pagesModul 5 Siskom2 MPSK ALYFirmansyah KobongsatuNo ratings yet
- 10 Frequencies QAM Headend SolutionDocument6 pages10 Frequencies QAM Headend SolutionSyed Adnan AzamNo ratings yet
- GPS SignalsDocument23 pagesGPS SignalsDheerajKaushal100% (1)
- Analog Communications Question BankDocument10 pagesAnalog Communications Question BankmouliNo ratings yet
- Course Outline: International Islamic University MalaysiaDocument3 pagesCourse Outline: International Islamic University MalaysiaEng-Ahmed ShabellNo ratings yet
- SL N o Un It Quest Ion No Answer Rem ArkDocument21 pagesSL N o Un It Quest Ion No Answer Rem ArkTra HuaNo ratings yet
- EXPT 04 - 4-PSK Modulation & DemodulationDocument6 pagesEXPT 04 - 4-PSK Modulation & Demodulationanika tabassumNo ratings yet
- Interop TestingDocument17 pagesInterop Testingmade_pmjNo ratings yet
- Rohde Schwarz SMIQ6GHZ R Service Manual 6 GHZ Extension PDFDocument56 pagesRohde Schwarz SMIQ6GHZ R Service Manual 6 GHZ Extension PDFgonnos28106No ratings yet
- 2 - Analog Communication Technique - AM ModulatorsDocument5 pages2 - Analog Communication Technique - AM ModulatorsasdqwNo ratings yet
- 632 ManualDocument85 pages632 ManualVăn MinhNo ratings yet
- RTN 905Document189 pagesRTN 905mabvieira100% (3)
- Agilent 33120A Function/Arbitrary Waveform Generator: Data SheetDocument4 pagesAgilent 33120A Function/Arbitrary Waveform Generator: Data SheetArmando GarciaNo ratings yet
- Jeem Shift2Document33 pagesJeem Shift2Yash TandonNo ratings yet
- CT LMDocument44 pagesCT LMNikhil KolheNo ratings yet
- DECSR20Document64 pagesDECSR20sai creativesNo ratings yet
- ZXG10 S8001 (V1.1) In-Door Pico Cell Base Transceiver Station User ManualDocument57 pagesZXG10 S8001 (V1.1) In-Door Pico Cell Base Transceiver Station User Manualaryanpoor73710% (1)
- Mobile Computing by DR - RajkamalDocument3,612 pagesMobile Computing by DR - RajkamalManpreet Singh100% (2)
- Yamaha FS1R Fact and SpeculationsDocument60 pagesYamaha FS1R Fact and Speculationskkik100% (1)
- Scientech 2801: PAM, PPM, PWM and Line Coding TechniquesDocument2 pagesScientech 2801: PAM, PPM, PWM and Line Coding Techniquesعلاء حسينNo ratings yet
- Product Description of RTN 620 PDFDocument74 pagesProduct Description of RTN 620 PDFDeep ThapaNo ratings yet
- Lab ViewDocument48 pagesLab Viewsuresh270No ratings yet
- pcshw5 Soln PDFDocument3 pagespcshw5 Soln PDFwarlordNo ratings yet
- Service Manual Cobra 200GTL DX ENGDocument31 pagesService Manual Cobra 200GTL DX ENGBuzarin DanielNo ratings yet
- Comms 9 - Digital & Datacom AnswersDocument5 pagesComms 9 - Digital & Datacom AnswersCedric Jayme JordanNo ratings yet
- BTS3002 Mini Indoor BTSDocument54 pagesBTS3002 Mini Indoor BTSRashid Mahmood SajidNo ratings yet