Download as pdf or txt
You might also like
- What Is Colloidal SilicaDocument5 pagesWhat Is Colloidal SilicaJmt IndiaNo ratings yet
- Net - Oryx Vision The Future of Mobility PDFDocument10 pagesNet - Oryx Vision The Future of Mobility PDFkthuang1No ratings yet
- 1st - T - Lect No.7,8 - CAM - Manual CRCDocument22 pages1st - T - Lect No.7,8 - CAM - Manual CRCHazem AhmedNo ratings yet
- Programming 1Document44 pagesProgramming 1shubhanshu kumarNo ratings yet
- Experiment No.-1: Page 1 of 25Document25 pagesExperiment No.-1: Page 1 of 25PavaniNo ratings yet
- Important Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)Document23 pagesImportant Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)CharyNo ratings yet
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- CNC ExercisesDocument51 pagesCNC ExercisesMinh Lam100% (10)
- NC Part ProgrammingDocument36 pagesNC Part Programmingabyzen0% (1)
- CNC Programming (Manual Part Programming) Preparatory FunctionsDocument8 pagesCNC Programming (Manual Part Programming) Preparatory Functionskirthi83No ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- Chapter Two 2. Manual NC Part ProgrammingDocument33 pagesChapter Two 2. Manual NC Part ProgrammingMulugeta WoldeNo ratings yet
- Text (Basic)Document52 pagesText (Basic)MaisaGamePlays Wolff100% (1)
- Canned Cycles Programming ExampleDocument9 pagesCanned Cycles Programming ExampleLeonardo Eladio Vergara GuillenNo ratings yet
- ME 473 Unit 5Document21 pagesME 473 Unit 5Ama Serwaa YeboahNo ratings yet
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (2)
- Cadcam Lab (Ime 751)Document25 pagesCadcam Lab (Ime 751)Nawaz KhanNo ratings yet
- NC ProgrammingDocument54 pagesNC ProgrammingVed Vrat NuclearNo ratings yet
- Gear CalcDocument8 pagesGear CalcChetan PrajapatiNo ratings yet
- EXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CycleDocument9 pagesEXP: 2 Date: Manual Part Program For Radial Grooving, Threading and Axial Drilling Operation Using Canned CyclegowthamakNo ratings yet
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- CNC Part ProgrammingDocument61 pagesCNC Part ProgrammingrajaNo ratings yet
- TEMP2022111023583827Document4 pagesTEMP2022111023583827JetjonNo ratings yet
- IM316 - Sheet 2 - Linear Profiles - Model Answer Q1Document2 pagesIM316 - Sheet 2 - Linear Profiles - Model Answer Q1يحيى الأثلهNo ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- The Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyDocument30 pagesThe Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyShalom HaileNo ratings yet
- EOC Workshop TechnologyDocument5 pagesEOC Workshop TechnologyNagulan VegneswaranNo ratings yet
- Handout For Practical 2Document2 pagesHandout For Practical 2Kazun KzNo ratings yet
- CNC LatheDocument6 pagesCNC LatheChanderprabh JainNo ratings yet
- Basic Machine Codes For CNC MillingDocument46 pagesBasic Machine Codes For CNC MillingMohd Zaieri100% (5)
- Debre Tabor University: Faculty of Technology Department of Electromechanical EngineeringDocument25 pagesDebre Tabor University: Faculty of Technology Department of Electromechanical EngineeringBIRSHNo ratings yet
- G-Code InstructionsDocument55 pagesG-Code InstructionsSantiago LopezNo ratings yet
- Batc Rally 97 Sunday April 27Th Sports Connexion CoventryDocument11 pagesBatc Rally 97 Sunday April 27Th Sports Connexion CoventryRahulChampNo ratings yet
- Drawing Process of Wire and BarDocument5 pagesDrawing Process of Wire and BarRajesh Bapu100% (1)
- 00 C47G 30 313 - NC - FIXTURE.Report Post - SetupDocument3 pages00 C47G 30 313 - NC - FIXTURE.Report Post - SetupАлександр ШеинNo ratings yet
- MANU2518 - Assignment 1Document14 pagesMANU2518 - Assignment 1huyle972000No ratings yet
- Turning Part ProgramDocument21 pagesTurning Part Programtayalpunit196524No ratings yet
- Subject: Computer Aided Manufacturing Topic: CNC ProgrammingDocument12 pagesSubject: Computer Aided Manufacturing Topic: CNC ProgrammingAman RizviNo ratings yet
- CPT Mill Thread Tool Twin InsertDocument4 pagesCPT Mill Thread Tool Twin InsertÁdám RáczNo ratings yet
- Assigment Computer Numerical ControlDocument5 pagesAssigment Computer Numerical Controlfazo fmakaNo ratings yet
- Machine Operation Calculations: TurningDocument10 pagesMachine Operation Calculations: TurningRahulChampNo ratings yet
- Haasmill g02 g03Document6 pagesHaasmill g02 g03anwar anwaryNo ratings yet
- CNC ProgramDocument37 pagesCNC ProgramBas RamuNo ratings yet
- G CodeDocument55 pagesG CodeJusuf Kunic100% (1)
- Part Programming On MillingDocument32 pagesPart Programming On MillingVidhanNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- UNIT 7 - CNC - Lecture 3 - ProgrammingDocument33 pagesUNIT 7 - CNC - Lecture 3 - ProgrammingRakshithNo ratings yet
- Cnccodes Msnc500 enDocument14 pagesCnccodes Msnc500 enigorNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodeTan TeongShengNo ratings yet
- Basic CNC ProgrammingDocument68 pagesBasic CNC ProgrammingAkash Kumar SinghNo ratings yet
- FANUC G-Code Education TrainingDocument31 pagesFANUC G-Code Education TrainingFrancisco MorenoNo ratings yet
- Basic Machine Codes PDFDocument31 pagesBasic Machine Codes PDFsabiha12No ratings yet
- 3 G Codes Part 1 CNC PDFDocument23 pages3 G Codes Part 1 CNC PDFMichael CampbellNo ratings yet
- TEMP2022111023590074Document3 pagesTEMP2022111023590074JetjonNo ratings yet
- 1 - Presentasi Template Materi Sesi1 - LIVEDocument40 pages1 - Presentasi Template Materi Sesi1 - LIVEDidikIswantoNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- Basic CNC Programming V2Document76 pagesBasic CNC Programming V2nuzul hamdaniNo ratings yet
- 2 CNCPDocument104 pages2 CNCPAnvit TiwariNo ratings yet
- Unit 3 G-CodeDocument44 pagesUnit 3 G-CodeMohammed Fakhruddin Hasan NizamiNo ratings yet
- Heritage Institute of Technology: Department of Mechanical EngineeringDocument8 pagesHeritage Institute of Technology: Department of Mechanical EngineeringSwapnil DeyNo ratings yet
- 2020 2021Document13 pages2020 2021Hazem AhmedNo ratings yet
- Assignment No.1 SolutionDocument4 pagesAssignment No.1 SolutionHazem AhmedNo ratings yet
- Final SP'23Document8 pagesFinal SP'23Hazem AhmedNo ratings yet
- 01 MENG325 - Sp2022Document1 page01 MENG325 - Sp2022Hazem AhmedNo ratings yet
- 1st - T - Lect No.9 - CAM - Drilling Canned CyclesDocument26 pages1st - T - Lect No.9 - CAM - Drilling Canned CyclesHazem AhmedNo ratings yet
- 1st - T - Lect No.7,8 - CAM - Manual CRCDocument22 pages1st - T - Lect No.7,8 - CAM - Manual CRCHazem AhmedNo ratings yet
- 1st - T - Lect No.11 - CAM - Multiple Machining - SubprogramDocument24 pages1st - T - Lect No.11 - CAM - Multiple Machining - SubprogramHazem AhmedNo ratings yet
- Modular Standard Winding EquipmentDocument2 pagesModular Standard Winding EquipmentM.Sreeram SanjayNo ratings yet
- 42wkn 1pdDocument16 pages42wkn 1pdClaudiaFerrioliNo ratings yet
- Complaints Processing (SAP Library - MySAP Customer Relationship Management)Document3 pagesComplaints Processing (SAP Library - MySAP Customer Relationship Management)Sathwik ReddyNo ratings yet
- 5 Khata BOQDocument7 pages5 Khata BOQKazi Shahazada Shahanewaz HossainNo ratings yet
- Seminar: Composite Fes and Caes For Regulation of Grid ParametersDocument20 pagesSeminar: Composite Fes and Caes For Regulation of Grid ParametersVishnuNo ratings yet
- Process Industry Practices PipingDocument4 pagesProcess Industry Practices PipingjojonNo ratings yet
- Syed Shams Haider 203 Lab Report 06Document7 pagesSyed Shams Haider 203 Lab Report 06Syed ShamsNo ratings yet
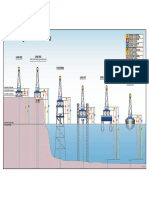
- Schlumberger Elevation Model: Land Rig Land RigDocument1 pageSchlumberger Elevation Model: Land Rig Land RigAnonymous VNu3ODGavNo ratings yet
- Manualsolutionsformachinedesignbykhurmiandgupta 121124075743 Phpapp01 PDFDocument50 pagesManualsolutionsformachinedesignbykhurmiandgupta 121124075743 Phpapp01 PDFMOHANNo ratings yet
- Wood Work Check ListDocument11 pagesWood Work Check ListbkgboqdraftsmanNo ratings yet
- Electrical Geopolis 400cc AbsDocument1 pageElectrical Geopolis 400cc AbsGeorge BaltzNo ratings yet
- Process Control Assignment 2Document1 pageProcess Control Assignment 2Tanvir AhmedNo ratings yet
- Ground Floor Plan: Simpl ExcellenceDocument1 pageGround Floor Plan: Simpl ExcellenceSyamsul IrmaNo ratings yet
- DBreeze Documentation ActualDocument133 pagesDBreeze Documentation ActualJackson HayesNo ratings yet
- Manual 915 IsotechDocument26 pagesManual 915 IsotechErik ValterNo ratings yet
- Liturgi GTMDocument36 pagesLiturgi GTMgaqw27091No ratings yet
- Facts of MaintenanceDocument9 pagesFacts of Maintenancegeorge youssefNo ratings yet
- Guide For Installing RTR Pipe Courtesy Bondstrand For InfoDocument4 pagesGuide For Installing RTR Pipe Courtesy Bondstrand For InfoHafiz Ali Alvi100% (1)
- PDA Forensic Tools:: An Overview and AnalysisDocument67 pagesPDA Forensic Tools:: An Overview and AnalysisanirudhasNo ratings yet
- TKE Meta200 Brochure AP 2021 v6 WebDocument27 pagesTKE Meta200 Brochure AP 2021 v6 Webwika mepNo ratings yet
- IndesitwidlDocument34 pagesIndesitwidlJames T-rexNo ratings yet
- FAPN102Document2 pagesFAPN102tienlamNo ratings yet
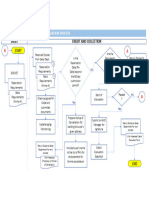
- Credit Evaluation Process FlowDocument1 pageCredit Evaluation Process FlowAbby CifraNo ratings yet
- Palika Bazaar PDFDocument24 pagesPalika Bazaar PDFAuwad AhmedNo ratings yet
- Komposisi z350Document9 pagesKomposisi z350muchlis fauziNo ratings yet
- BVI FlexiTube 7-2012Document8 pagesBVI FlexiTube 7-2012nguyenvanhai19031981No ratings yet
- Tab Cower NTDocument15 pagesTab Cower NTtonoNo ratings yet