Professional Documents
Culture Documents
Pheonwj W Spe 0014 - 0
Pheonwj W Spe 0014 - 0
Uploaded by
jerry yahyaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pheonwj W Spe 0014 - 0
Pheonwj W Spe 0014 - 0
Uploaded by
jerry yahyaCopyright:
Available Formats
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
Revision Log Register
Document Number : PHEONWJ -W-SPE-001 4
Document Title : Specification for Pipeline Flanges and Fittings
Revision :0
PHE ONWJ
Page Date Revision
Reviewer
PHEONWJ -W-SPE-001 4 Rev. 0 Page 2 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
Table of Content
Revision Log Register ................................................................................................................2
Table of Content.........................................................................................................................3
1. Scope ..................................................................................................................................4
2. References .........................................................................................................................4
2.1 Local Regulation and Standards ...............................................................................4
2.2 Company Specification.............................................................................................4
2.3 International Standards and Codes ..........................................................................4
3. Definition of Terms .............................................................................................................5
4. Abbreviations ......................................................................................................................6
5. General Requirement .........................................................................................................6
6. Design.................................................................................................................................6
6.1 Flanges .....................................................................................................................6
6.2 Fittings......................................................................................................................7
6.3 Welding end .............................................................................................................7
7. Manufacturing.....................................................................................................................8
7.1 Manufacturing procedure .........................................................................................8
7.2 Dimensions and tolerances ......................................................................................8
7.3 Workmanship and Visual Inspection ........................................................................8
8. Testing and inspection........................................................................................................8
8.1 Chemical composition ..............................................................................................8
8.2 Mechanical testing ...................................................................................................9
8.3 Non Destructive Testing (NDT) ..............................................................................1 0
8.4 Weldability Testing .................................................................................................1 1
9. Hydrostatic Testing...........................................................................................................1 1
1 0. Inspection Notification......................................................................................................1 1
1 1 . Coating..............................................................................................................................1 2
1 2. Marking.............................................................................................................................1 2
1 3. Preparation for shipment ..................................................................................................1 2
1 4. Documentation .................................................................................................................1 2
Figure 1 : Guide Bar Design for Barred Tees ...........................................................................1 3
PHEONWJ -W-SPE-001 4 Rev. 0 Page 3 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
1.
Scope
This specification covers the minimum requirements for design, manufacturing, testing and
documentation of pipeline flanges and fittings. Flanges and fittings furnished shall meet the
design and environmental conditions as stated in this specification and shall be new, sound,
and free from defects.
2.
References
Design, manufacture, performance and testing shall be in compliance with the following codes
and standard, except where otherwise specified. The following documents shall form an
integral part of this specification:
2.1
Local Regulation and Standards
Decree
Inspection Guidelines for Safety on Facilities,
84.K/38/DJ M/1 998
Equipment and Technology Used in Oil and Gas and
Geothermal Activity
Regulation
Safety Audit to Inspection, Equipment and Technique
06P/0746/M.PE/1 991
used In Oil and Gas Mining and geothermal Activities.
Regulation
Safety for Oil and Gas Pipelines
300.K/38/M.PE/1 997
SNI 3474 Sistem Penyaluran dan Distribusi Pipa Gas
SNI 1 3-3473 Sistem Transportasi Cairan untuk Hidrokarbon, Gas
Petroleum Cair, Amoniak Anhidrous dan Alkohol
SNI 1 3-621 3 Spesifikasi Pipa Alir
The above are listed only as a guide to the applicable Indonesian Acts. CONTRACTOR
shall be responsible for determining all statutory requirements applicable to the scope
of work included in this specification.
2.2
Company Specification
PHEONWJ -W-SPE-0004 Offshore Pipeline Design Basis
PHEONWJ -F-PRC-0007 Standard Practice for Painting on Metal Surface
2.3
International Standards and Codes
ASME B1 6.5 Pipe Flanges and Flanged Fittings NPS ½ through NPS 24
ASME B1 6.9 Factory-Made Wrought Steel Buttwelding Fittings
ASME B1 6.20 Metallic Gaskets for Pipe Flanges - Ring-J oint, Spiral-Wound,
and J acketed
ASME B1 6.25 Buttwelding Ends
ASME B31 .4 Pipeline Transportation Systems for Liquid Hydrocarbons
and Other Liquids
ASME B31 .8 Gas Transmission and Distribution Piping Systems
PHEONWJ -W-SPE-001 4 Rev. 0 Page 4 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
ASME VIII Rules for Construction of Pressure Vessels
ASME IX Welding and Brazing Qualifications
ASNT SNT-TC-1 A Recommended Practice for Qualification and Certification of
Non destructive Testing Personnel
ASTM A275 Standard Test Method for Magnetic Particle Examination of
Steel Forgings
ASTM A370 Standard Test Methods and Definitions for Mechanical
Testing of Steel Products
ASTM A388 Standard Practice for Ultrasonic Examination of Heavy Steel
Forgings
ASTM A694 Carbon and Alloy Steel Forgings for Pipe Flanges, Fittings,
Valves, and Parts for High-Pressure Transmission Service
ASTM A707 Standard Specification for Forged Carbon and Alloy Steel
Flanges for Low-Temperature Service
ASTM A860 Wrought High-Strength Low-Alloy Steel Butt-Welding
Fittings
ASTM E1 1 2 Test Methods for Determining Average Grain Size
ASTM E1 290 Test Method for Crack-Tip Opening Displacement (CTOD)
Fracture Toughness Measurement
ISO 1 5590-2 Induction bends, fittings and flanges for pipeline
transportation systems, Part 2: fittings
ISO 1 5590-3 Induction bends, fittings and flanges for pipeline
transportation systems, Part 3: flanges
ISO 31 83/API 5L Specification for Line Pipe
ISO 1 51 56-2 Materials for use in H2S-containing environments in oil and
gas production—Part 2: Cracking-resistant carbon and low
alloy steels, and the use of cast irons
MSS SP 25 Standard Marking System for Valves, Fittings, Flanges and
Unions
MSS SP 44 Steel Pipeline Flanges
MSS SP 75 Specification for High Test Wrought Butt Welding Fittings
The CONTRACTOR shall have readily available for use, at the request of the COMPANY
latest editions of all the Codes, Specifications and Standards necessary for the
execution of the work at the work site.
3.
Definition of Terms
COMPANY PT.Pertamina Hulu Energi ONWJ .
CONTRACTOR The party that carries out all or part of the design, engineering,
procurement, construction, commissioning or management of a
project. The COMPANY may undertake all or part of the duties of
the CONTRACTOR.
VENDOR The party that manufacturers or supplies equipment and/or
services to perform the duties specified by the CONTRACTOR.
PHEONWJ -W-SPE-001 4 Rev. 0 Page 5 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
4.
Abbreviations
CEIIW Carbon equivalent-International Institute of Welding
CTOD Crack tip opening displacement
HIC Hydrogen-induced cracking
MT Magnetic particle testing
NDT Non-destructive testing
PWHT Post weld heat treatment
SSC Sulfide stress-cracking
UT Ultrasonic testing
5.
General Requirement
The purchase order will indicate:
•
Size, pressure rating, and steel grade
•
minimum wall thickness and bore size for the matching pipe
•
other identification (e.g non-sour service or sour-service conditions, flange facing for
flanges)
If applicable, the purchase order will specify the following additional information:
•
minimum and maximum design temperatures
•
special dimensional requirements
•
requirements for supplementary inspection and testing
•
pipeline-design standard or design factors (e.g. for anchor and swivel flanges)
•
pipeline operating conditions
•
mechanical property requirements at the maximum design temperature
•
requirements for gauging and measurements of dimensions (required for fittings)
•
requirements for proof, burst, or hydrostatic testing
•
coating or painting requirements
•
hold-points for witness and approval
•
marking requirements if different from this specification
•
packaging and shipping instructions
•
third-party inspection
•
requirements for format and additional content of the inspection document
•
whether testing of welding procedures, welders, or welding operators specific to the
order is required
•
whether approval of the MPS is to be by review of previous production data or by testing
•
Surface hardness testing (see Section 8.2.4)
•
HIC testing (for sour-service)
•
SSC testing (for sour-service)
•
CTOD testing for fittings (for sour-service)
•
UT for fittings body (see Section 8.3.3.3)
6.
Design
6.1
Flanges
Flanges shall be forged, weldneck and either raised face or ring joint type as indicated in
purchase requirement. Flange face dimensions shall as per ASME B1 6.5 for sizes up to
and including DN 600 (NPS 24), except DN 550 (NPS 22) as per MSS-SP-44, and as per
ASME B1 6.47 Series A for DN 650 (NPS 26) and larger sizes. Flange face finish shall be
serrated or smooth as indicated in the purchase requirement. Smooth finish when
specified shall be in a roughness Ra 3.2 - 6.3 micrometers (1 25 - 250 microinch) AARH.
The surface finish of RTJ groove shall not exceed 1 .6 micrometers (63 microinch)
PHEONWJ -W-SPE-001 4 Rev. 0 Page 6 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
roughness. Imperfections in the flange facing finish shall not exceed the dimensions
shown in the Table 3 of ANSI B1 6.5 (Table II-3 of Mandatory Appendix II). A distance of
at least four times the maximum radial projection shall separate adjacent imperfections.
Swivel-ring flanges shall be designed and calculations shall be made in accordance with
ASME Section VIII Division 1 . A fully dimensioned drawing shall be submitted to
COMPANY for approval prior to manufacturing. Swivel-ring flanges should have RTJ -
groove-sealing faces.
The R or RX series ring gaskets shall fully comply with ASME B1 6.20. Gasket material
shall be as a minimum of AISI 31 6 stainless steel, octagonal type and the hardness shall
be less than the mating flange faces.
Blind flanges shall be designed to match the dimensions of the intended flanges.
Anchor flanges shall be designed in accordance with ASME B31 .3 or equivalent.
Stud bolts and nuts shall be in accordance applicable standards. All bolting and nuts
exposed to the sea water environment shall be coated with PTFE or shall be plated with
zinc as per ASTM B633 Type II SC3. If required, bolts length shall be sufficient to allow
use of hydraulic tensioners (Hydratight or equivalent), nuts shall be drilled on each face
for the use of a “tommy bar” for tightening with the hydraulic tensioners.
6.2
Fittings
Fittings mean elbow (if applicable), cap, tee, extruded header, reducer, transition
section.
Dimensions of fittings shall be in accordance with MSS SP-75 and, for nominal sizes
less than DN 400 (NPS 1 6), ASME B1 6.9.
Fittings body shall be forged, seamless and designed to comply with ASME B31 .8.
The capability of the fitting to withstand internal pressure shall equal or exceed that of
the matching pipe. The verification of the capability shall be made by calculation and/or
proof testing and shall be available for review and approval by COMPANY. If the SMYS
of the fitting material is less than that of the matching pipe, the minimum thickness of
the fitting end shall be increased such that the product of its thickness times its SMYS
shall at least equal the product of the specified wall thickness and the SMYS of the
matching pipe, in accordance with MSS SP-75.
The internal diameter of fittings body shall be no smaller than that of the matching pipe
to assure that the fittings do not interfere with the passage cleaning pigs.
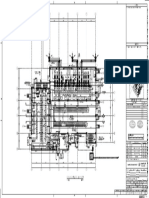
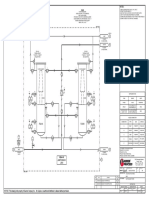
The design and welding for the attachment of guide bars of barred tees shall be in
accordance with Figure 1 . VENDOR shall submit fabrication drawings of barred tees for
COMPANY approval.
6.3
Welding end
Welding end shall conform to either ASME B31 .4 Figure 434.8.6(a) or ASME B31 .8
Figures I-4/I-5. In the case of a heavy-wall thickness, the outside profile may be tapered
at 30° and then to 45° as illustrated in ASME B1 6.25 Figure 1 . The purchase order will
specify the outside diameter, wall thickness, and whether cladding has been applied.
PHEONWJ -W-SPE-001 4 Rev. 0 Page 7 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
7.
Manufacturing
7.1
Manufacturing procedure
Steel shall be fully killed and made to fine grain practice. All forming operations shall be
performed in accordance with the MPS (manufacturing procedure specification).
Materials shall be heat treated by normalizing, quenching, and tempering or stress
relieving. Heat treatment shall be performed in accordance with ASTM A860 for fittings
and ASTM A694 for flanges. If quench and tempering is used as a heat treatment, the
minimum tempering temperature shall be 650°C. A record shall be maintained of each
heat treatment and shall be included in the inspection document.
Flanges shall not be machined from bars.
Fittings ends shall be made from fusion-welded with filler metal or seamless tubular
products. High-frequency welded (HFW) and helical-seam submerged-arc welding
(SAWH) pipes shall not be used. All welds shall have complete penetration. Fittings
body shall be made from seamless tubular products and shall not contain girth welds.
Welding and repair welding of fittings shall be performed in accordance with
procedures qualified in accordance with ASME IX or equivalent. Welders and welding
operators shall be qualified in accordance with ASME IX or equivalent.
7.2
Dimensions and tolerances
Dimensions and tolerances shall be in accordance with the applicable standard.
7.3
Workmanship and Visual Inspection
Product shall be free from dents with sharp bottom gouges or dents exceeding 3 mm in
depth. The depth of a gouge or dent shall be measured as the maximum distance
between the contour of the gouge or dent and the normal contour.
Surfaces shall be finished so that surface imperfections can be detected by visual
inspection. Hard spots, laps, flats, tears, pulls and similar defects are not permitted.
Weld repairs to the body of product are not permitted.
All dressable surface defects shall be dressed out by grinding. Grinding shall be carried
out in such a way that the dressed area blends in smoothly with the contour of the
pipe. Complete removal of defects shall be verified by local visual inspection, aided if
necessary by suitable NDT methods.
8.
Testing and inspection
8.1
Chemical composition
The chemical composition of the steel used in the manufacture shall comply with the
applicable material standards. The carbon equivalent of carbon steel welding ends shall
not exceed 0.42% as calculated by the CEIIW with mass fraction of carbon not exceed
0.1 8% and sulphur not exceed 0.01 0% for non-sour service or not exceed 0,003% for
sour service. Weld ends shall be field weld able to the intended matching pipe to which
it is welded as far as possible without the need of PWHT.
PHEONWJ -W-SPE-001 4 Rev. 0 Page 8 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
A product analysis shall be made for each heat of steel and shall comply with the
applicable material standards. Rare earth metal additions are not permitted unless
approved by COMPANY in writing based on technical data presented on their
performance effect.
8.2
Mechanical testing
In general, all testing shall be carried out fully in accordance with this specification.
Manufacturer standard test protocol shall be acceptable provided it is no less stringent
than specified in this specification.
8.2.1
Tensile testing
Tensile testing and acceptance criteria shall be in accordance with ASTM A370
or equivalent.
8.2.2
Charpy V-notch impact testing
Charpy V-notch impact testing and acceptance criteria shall be in accordance
with ASTM A860 or equivalent.
In no case shall the test temperature exceed 0 °C. For pipeline with a minimum
design temperature lower than 0 °C, test temperature shall be below 1 0 °C of
design temperature for wall thickness up to and including 20mm, and below
20 °C of design temperature for wall thickness greater than 20mm.
COMPANY shall have the right to order retest if there is reason to believe that:
• The failure of a specimen to show the minimum impact value required is due
to some fault in its preparation or testing.
• The test has not provided a true indication of the notch ductility of the
material.
8.2.3
Through-thickness hardness testing
Through-thickness hardness testing shall in accordance with ASTM A370 or
equivalent. No hardness reading shall exceed 300 HV 1 0 for non-sour service and
250 HV1 0 for sour service condition.
8.2.4
Surface hardness testing
If surface hardness testing is specified by the purchase requirement in addition
to the through-thickness hardness testing, test procedures and acceptance
criteria shall be in accordance with ASTM A370 or equivalent.
Ten hardness tests shall be performed. Location of hardness tests shall be
approved by COMPANY prior to testing. Hardness testing equipment shall be
approved in advance by COMPANY. Material shall be tested while lying flat or
supported on stands. No hardness reading shall exceed 300 HV 1 0 for non-sour
service and 250 HV1 0 for sour service condition.
8.2.5
Metallographic examination
Grain-size of the specimens for through-thickness hardness testing shall be
examined, prior to hardness testing, in accordance with ASTM E1 1 2 or
equivalent. An average grain-size number shall be of 7 or finer.
8.2.6
HIC testing
If HIC testing is specified by the purchase requirement, test procedures and
acceptance criteria shall be in accordance with ISO 1 51 56-2 or equivalent.
8.2.7
SSC testing
If SSC testing is specified by the purchase requirement, test procedures and
acceptance criteria shall be in accordance with ISO 1 51 56-2 or equivalent.
PHEONWJ -W-SPE-001 4 Rev. 0 Page 9 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
8.2.8
CTOD testing
If CTOD testing is specified by the purchase requirement, test procedures and
acceptance criteria shall be in accordance with ASTM E1 290 or equivalent.
8.2.9
PWHT for fittings
If PWHT for fittings is required, additional testing may be requested to
demonstrate that the mechanical properties of the fitting are also achieved after
PWHT. Testing and inspection shall be carried out on the fitting after final heat
treatment.
8.2.1 0
Guided weld bend testing for fittings
Guided weld bend testing for fittings shall be in accordance with ASTM A370 or
equivalent.
8.3
Non Destructive Testing (NDT)
8.3.1
Procedures and personnel
All NDT shall be conducted in accordance with NDT procedures.
All personnel performing NDE shall be qualified and certified in accordance with
ASNT SNT-TC-1 A or equivalent to the appropriate level of competence. The
minimum level of competence for NDT shall be NDT level 2.
8.3.2
Radiographic testing
Weld seams shall be subjected to RT in accordance with ASTM E94 or
equivalent. Instead of radiographic examination, ultrasonic examination may be
substituted with COMPANY approval.
8.3.3
Ultrasonic testing
8.3.3.1 Base pipe for fittings
Pipe for fittings shall be volumetrically examined over the complete surface
area by UT in accordance with ISO 31 83/API 5L.
8.3.3.2 Weld-ends of flanges and fittings
A 50 mm wide band at each end shall be inspected for laminar imperfections
by UT in accordance with ASTM A435 or equivalent. This 50 mm band shall
extend from the intersection of the weld bevel and the outside diameter
back along the body material. No indications will be permitted on bevelled
ends. All indications shall be removed by cutting back or grinding and subject
to re-examination.
8.3.3.3 Fittings body
If specified by the purchase requirement, in addition to Section 8.3.4.1 , UT
shall be carried out on the finished product in accordance with ASTM A388
utilizing a 3mm flat-bottom hole reference standard for the compression
wave examination and a 60º V-notch for the shear wave examination.
a) Compression wave examination
Any indication which has signal amplitude equal to or greater than the
signal received from a 3mm flat-bottom hole shall be cause for rejection.
Multiple indications with an amplitude exceeding 50% of that from the
calibration hole, accompanied by a loss of back reflection exceeding
PHEONWJ -W-SPE-001 4 Rev. 0 Page 1 0 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
50% shall also be cause for rejection. Any indication that results in a
complete loss of back wall echo shall be cause for rejection.
b) Shear wave examination
Any indication which has a signal amplitude equal to or exceeding the
signal amplitude obtained from a rectangular or 60º V-notch having a
depth not greater than 3% of the nominal wall thickness shall be cause
for rejection.
8.3.4
Magnetic particle testing
8.3.4.1 Flanges and fittings body
All accessible surfaces of the finished product after heat treatment and final
machining shall be MT-inspected in accordance with ASTM A275 or
equivalent. The wet AC yoke method shall be used. The acceptance criteria
are:
• no cracks, linear defects and laminations
• the size of individual pore not exceeds 1 .5mm
• the aggregate length of cluster porosity in any continuous 250 mm
length not exceeds 6 mm
• no indications will be permitted on bevelled ends. All indications shall be
removed by cutting back or grinding and subject to re-examination.
8.3.4.2 Guide bar attachment welds of fittings
Guide bar attachment welds shall be subjected to MT in accordance with
ASTM E709 or equivalent.
8.3.5
Residual magnetism of fittings
The residual magnetic flux density at the fitting ends shall not exceed 3 mT.
8.4
Weldability Testing
The steel used to manufacture weld-ends product shall suitable to weld to the intended
matching pipe which it is welded. COMPANY may require Manufacturer to
demonstrate the weldability by test using steel furnished. Weldability test is not
required as long as Manufacturer provide (to the satisfaction of COMPANY) a
comprehensive documentation to support the weldability of the steel furnished, such as
in-house laboratory tests, weldability test results from previous orders, welding
recommendations, etc.
9.
Hydrostatic Testing
Manufacturer shall demonstrate to the satisfaction of COMPANY that the product (except
flanges) is properly designed to withstand a field hydrostatic testing. Satisfactory design can
be demonstrated by either established mathematical analysis or a bursting strength proof test.
1 0. Inspection and Notification
Whether COMPANY will inspect the product and witness the required tests shall be indicated
on the purchase order and confirmed or waived at the time product is offered for final
inspection. Notification thereof shall reach COMPANY at least two working weeks before the
testing is scheduled.
Reasonable access shall be allowed to COMPANY’s representative as well as to
representative of authorized inspection/testing agency.
PHEONWJ -W-SPE-001 4 Rev. 0 Page 1 1 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
COMPANY shall have the right of unrestricted access to inspect all materials and the
manufacture and fabrication of all items concerned with the work. COMPANY shall also have
free access at all times to any part of the manufacturer facilities being used for manufacturing
and storage.
1 1 . Coating
Coating shall be in accordance with PHEONWJ -F-PRC-0007 (Site Technical Practices for
Painting on Metal Surfaces). In addition to the corrosion resistant paint, entire product surface
shall be provided with suitable antifouling coating to overcome rapid growth of fouling
organisms/marine growth during the operational life of the valve.
Machined faces shall be protected with a corrosion inhibitor, which may be easily removed on
site. Precaution shall be taken to prevent the ingress of moisture and dust.
1 2. Marking
Each product shall be identified with the marking requirements in accordance with applicable
standard (e.g. MSS-SP-25, MSS-SP-75).
For flanges, in addition to the markings, the heat reference shall be die-stamped on the
external surface, using low-stress 1 0 mm rounded or interrupted dot stamps. Smaller stamps
may be required on small sized flanges due to space limitations. Identification markings shall
not be stencilled or painted on the weld preparation or the raised face or RTJ groove.
For fittings, markings shall be made with indelible paint on the inside surface or, if it is not
possible to mark on the inside surface (i.e. for smaller diameter fittings), on the outside. For
fittings of DN 1 00 (NPS 4) and larger, markings shall be executed in block capitals of minimum
height of 1 9 mm. For smaller fittings, the character height shall be appropriate. Identification
markings shall not be applied on weld bevels. For fittings designed with a lower SMYS than
the matching pipe, both the fitting designation and the intended matching pipe grade shall be
marked.
1 3. Preparation for shipment
Flange and fitting ends shall be capped to protect ends during shipment and storage. The
protective covers shall be wood, wood fiber, plastic, or metal and shall be securely attached
to the flange and fitting ends by bolting, steel straps, steel clips, or suitable friction locking
devices. Covers shall be of such design that the flanges and fittings cannot be installed
without removal of the protective cover. All packages shall be numbered. Fittings shall be
palletized for protection during shipping. Shipping of product shall be as per applicable
instructions on Purchase Order. Manufacturer shall obtain an unconditional inspection release
from COMPANY as applicable, prior to any shipment.
1 4. Documentation
Manufacturer shall provide COMPANY a Manufacturing Data Record (MDR) compliance with
the requirements of the purchase order. The document shall be written in English.
International system of units (SI) shall be adopted. The MDR content shall be as a minimum
as follows:
• purchase order scope of supply and variation to purchase order
• all approved queries and concessions
• inspection documents (e.g. official certificates of mechanical test results, records of
heat treatments, dimensional inspection reports, NDT, masses, etc.)
• list of flanges or fittings produced, identification and heat numbers
• original steel maker’ s or forger’ s certificates
• manufacturing procedure specification and qualification
PHEONWJ -W-SPE-001 4 Rev. 0 Page 1 2 of 1 3
|DOCUMENTUM|8/25/2011|Paper Copies are Uncontrolled|
PT. PHE ONW J.
Specification for Pipeline Flanges and Fittings
Figure 1 : Guide Bar Design for Barred Tees
PHEONWJ -W-SPE-001 4 Rev. 0 Page 1 3 of 1 3
You might also like
- TDW Guide To Pigging, Parag. 3.0 Gas / Pig Speed CalculationsDocument4 pagesTDW Guide To Pigging, Parag. 3.0 Gas / Pig Speed Calculationsricardo75% (4)
- ASTM A960-Common Requirements For Wrought Steel Piping Fittings PDFDocument9 pagesASTM A960-Common Requirements For Wrought Steel Piping Fittings PDFvendry mofuNo ratings yet
- PDF MC NorskDocument56 pagesPDF MC NorskIsaac EliasNo ratings yet
- Pheonwj W Spe 0015 - 0Document13 pagesPheonwj W Spe 0015 - 0jerry yahyaNo ratings yet
- Pheonwj W Spe 0007 - 0Document14 pagesPheonwj W Spe 0007 - 0jerry yahyaNo ratings yet
- Pheonwj W Spe 0009 - 0Document11 pagesPheonwj W Spe 0009 - 0jerry yahyaNo ratings yet
- Quality Manual PHEDocument26 pagesQuality Manual PHEWidiyawati0% (1)
- L66-20486-000 BillsDocument1 pageL66-20486-000 BillskhdfudiuNo ratings yet
- TDS - D37D - Extension FR FDR RH LHDocument1 pageTDS - D37D - Extension FR FDR RH LHYuliantoNo ratings yet
- Inverter Air/Water Heat Pump Chillers With Axial Fans User'S and Installer'S Manuals Pre Series ModelsDocument56 pagesInverter Air/Water Heat Pump Chillers With Axial Fans User'S and Installer'S Manuals Pre Series ModelsDirt FilterNo ratings yet
- Citizen CL-S700 Parts ListDocument71 pagesCitizen CL-S700 Parts ListKlema HanisNo ratings yet
- Pop-44860-006 Rev2 0Document2 pagesPop-44860-006 Rev2 0edward blancoNo ratings yet
- Pop 44860 106 - Rev1Document2 pagesPop 44860 106 - Rev1Muhammad NURMANNo ratings yet
- Revisions: Research in MotionDocument2 pagesRevisions: Research in Motionzulkafli othmanNo ratings yet
- Ats Lay K5 01 Epowr 001 A1Document1 pageAts Lay K5 01 Epowr 001 A1Lee WenjianNo ratings yet
- Ca-1231366 0005 0002Document1 pageCa-1231366 0005 0002Erfan KhanNo ratings yet
- LUS HSE WG3 446 067.00 Monthly Environmental Reporting ProcessDocument12 pagesLUS HSE WG3 446 067.00 Monthly Environmental Reporting ProcessSaravanakumar AlagarsamyNo ratings yet
- Esq Nobreak Sen t98355-01 Uss 800-1200 STDocument1 pageEsq Nobreak Sen t98355-01 Uss 800-1200 STcarlosjosegf.rioverdeNo ratings yet
- DeLeon V Perry Order Denying Amicus - Texas Values - 01-06-2014Document2 pagesDeLeon V Perry Order Denying Amicus - Texas Values - 01-06-2014Daniel WilliamsNo ratings yet
- i$fl4T7tERK: District Court For The Western DistrictDocument2 pagesi$fl4T7tERK: District Court For The Western DistrictEquality Case FilesNo ratings yet
- Court Order For Candidate Filings Ending 12/19/11Document4 pagesCourt Order For Candidate Filings Ending 12/19/11The Dawn GroupNo ratings yet
- Data Sheet For Synchronous Generators: Company Job. Country RevisionDocument5 pagesData Sheet For Synchronous Generators: Company Job. Country Revisionbrome2014No ratings yet
- Megger TestDocument1 pageMegger Testecruz_yhwhNo ratings yet
- Lekm2005 Ai Guide 3600Document88 pagesLekm2005 Ai Guide 3600Jose MoralesNo ratings yet
- Cfca-034 Registro Inspeccion de Apriete PernosDocument17 pagesCfca-034 Registro Inspeccion de Apriete PernosespluisjavierNo ratings yet
- Diagrama Celular ChinoDocument19 pagesDiagrama Celular ChinoWilinton Pisso33% (3)
- Gyroscopic AntigravityDocument2 pagesGyroscopic AntigravityJyotishmoy BoruahNo ratings yet
- Manitou 120 AETJ COMPACT Operator's ManualDocument70 pagesManitou 120 AETJ COMPACT Operator's ManualDreyfus W van HeerdenNo ratings yet
- Collar Pivot 38 MMDocument1 pageCollar Pivot 38 MMPreetam KumarNo ratings yet
- SM A530FesquemDocument2 pagesSM A530FesquemRobert san martinNo ratings yet
- Wabco Products CatalogDocument114 pagesWabco Products CatalogCvita Cvitić100% (1)
- ISO - IPA 300 Lps - Pontianak - 28 - 08 - 2023Document17 pagesISO - IPA 300 Lps - Pontianak - 28 - 08 - 2023Asep MustapaNo ratings yet
- Refer To The Attached Comment's Sheet: UT17 UT17Document1 pageRefer To The Attached Comment's Sheet: UT17 UT17Syed Munawar AliNo ratings yet
- Path Planning & Feedback ControlDocument55 pagesPath Planning & Feedback ControlKavi YaNo ratings yet
- POP 46302 009 - Rev2Document2 pagesPOP 46302 009 - Rev2Hari AshdikaNo ratings yet
- Revisions: Research in MotionDocument2 pagesRevisions: Research in MotionAshardgsm kroyaNo ratings yet
- Revisions: Research in MotionDocument2 pagesRevisions: Research in MotionIntel_Pentium_INo ratings yet
- Order: THE District Court For The Western DistrictDocument2 pagesOrder: THE District Court For The Western DistrictEquality Case FilesNo ratings yet
- Almacenes Éxito: Logística de Clase Mundial: ArticleDocument7 pagesAlmacenes Éxito: Logística de Clase Mundial: ArticleDaniel MaturanaNo ratings yet
- Ca-1231366 0002 0002Document1 pageCa-1231366 0002 0002Erfan KhanNo ratings yet
- Plan and Lsection (KM 291.000 To KM 291.500) - Layout1Document1 pagePlan and Lsection (KM 291.000 To KM 291.500) - Layout1BabulalSahuNo ratings yet
- Kalamboli PlanDocument1 pageKalamboli PlanPankaj KumarNo ratings yet
- Mapa Estructual CuaternarioDocument1 pageMapa Estructual CuaternarioGabrielaNo ratings yet
- 2.00 PLANIMETRIA GGG-ModelDocument1 page2.00 PLANIMETRIA GGG-ModelROSAHNo ratings yet
- Interface Component Supplementary Record of Inspection and TestingDocument2 pagesInterface Component Supplementary Record of Inspection and TestingaamedNo ratings yet
- Data Sheet For Wind Energy Generation System: Internal NormalizationDocument13 pagesData Sheet For Wind Energy Generation System: Internal Normalizationbrome2014No ratings yet
- Chassis AE-1C KV-C2949D.desbloqueadoDocument4 pagesChassis AE-1C KV-C2949D.desbloqueadoRoy Muy GolfoNo ratings yet
- 19BL SMT FMIS BIM 0002 03 ReviewedDocument6 pages19BL SMT FMIS BIM 0002 03 ReviewedihsanrahimNo ratings yet
- Electrical Schematic Diagram 30 TonDocument5 pagesElectrical Schematic Diagram 30 Tondirma wansyahNo ratings yet
- CT-G2995 2d5 SERVICEDocument1 pageCT-G2995 2d5 SERVICERichards SuarezNo ratings yet
- The Standard Definition of Creativity: Creativity Research Journal January 2012Document7 pagesThe Standard Definition of Creativity: Creativity Research Journal January 2012Ria Paula PacuanNo ratings yet
- Process MappingDocument1 pageProcess MappingG Sathesh KumarNo ratings yet
- Updated (251100) Timetable Spring - 2024Document142 pagesUpdated (251100) Timetable Spring - 2024Jawad ahmed KhanNo ratings yet
- 785C - (5az1-263) PDFDocument2 pages785C - (5az1-263) PDFRuan NortjeNo ratings yet
- Hoja de InventarioDocument1 pageHoja de InventarioJeancarlo Fernandez BastidasNo ratings yet
- SM-N976B Common Tshoo 7Document56 pagesSM-N976B Common Tshoo 7J Carlos Menacho SNo ratings yet
- Second Floor Beam DetailingDocument1 pageSecond Floor Beam DetailingSri Rama ChandNo ratings yet
- Uvls.2 Uqair-A.12 PDFDocument1 pageUvls.2 Uqair-A.12 PDFAnonymous BZQOJwWIh6No ratings yet
- UntitledDocument1 pageUntitledAnubhav SinghNo ratings yet
- Ma643 s001Document1 pageMa643 s001Silomo-saka MambaNo ratings yet
- 818 MAS DTD PLN CANOPY 00-IndcDocument1 page818 MAS DTD PLN CANOPY 00-IndcYaseer BhattiNo ratings yet
- ASD Pipe SystemDocument54 pagesASD Pipe SystemHeloá Andrade (Arquitetura e Urbanismo)No ratings yet
- 43 FT Vertical AntennaDocument13 pages43 FT Vertical AntennapweissNo ratings yet
- API 5L Grade X52 Pipe SpecificationDocument4 pagesAPI 5L Grade X52 Pipe SpecificationEngr ÄiSeraj AlamNo ratings yet
- Trime C.A: Industrial and Mechanical WorksDocument70 pagesTrime C.A: Industrial and Mechanical WorksJose RomeroNo ratings yet
- Curtis CW Series 200 Through 260Document17 pagesCurtis CW Series 200 Through 260robertNo ratings yet
- Installation Manual: Heat Pump and Heat Recovery Outdoor VRF Condensing UnitsDocument204 pagesInstallation Manual: Heat Pump and Heat Recovery Outdoor VRF Condensing UnitsJohn SimitzisNo ratings yet
- Alfa Laval MRPX 614 HGV 14C Separator Operators ManualDocument62 pagesAlfa Laval MRPX 614 HGV 14C Separator Operators ManualAlexander MylonasNo ratings yet
- Outokumpu Duplex Stainless SteelsDocument13 pagesOutokumpu Duplex Stainless SteelsRhodocarNo ratings yet
- Boiler and Turbine For BOE ExamDocument71 pagesBoiler and Turbine For BOE Examkeerthi dayarathnaNo ratings yet
- Siphon Tubes: Selection ChartDocument2 pagesSiphon Tubes: Selection ChartJavier HierrosNo ratings yet
- Notes:: FV-01A FV-01BDocument1 pageNotes:: FV-01A FV-01BomarNo ratings yet
- Companies in Tanzania Member of CTIDocument65 pagesCompanies in Tanzania Member of CTINakul ChandakNo ratings yet
- Et 200 3Document129 pagesEt 200 3Douglas E Ana PereiraNo ratings yet
- KSB ITUR IN SeriesDocument24 pagesKSB ITUR IN SeriesAwliya TaqwaNo ratings yet
- UltraSol® 2 CatalogDocument44 pagesUltraSol® 2 CatalogMisterTeo100% (1)
- EH Single Cartridge Filter Vessel Data Sheet OXDocument2 pagesEH Single Cartridge Filter Vessel Data Sheet OXGiovanny MosqueraNo ratings yet
- Shaft SinkingDocument11 pagesShaft SinkingLavudiya RajkumarNo ratings yet
- Commercial Price SummaryDocument17 pagesCommercial Price SummaryRyanOiiOii GakeroNo ratings yet
- F894 PDFDocument9 pagesF894 PDFAnonymous wze4zUNo ratings yet
- Datasheet Safurex en v2019 09 09 09 - 44 - Version - 1Document8 pagesDatasheet Safurex en v2019 09 09 09 - 44 - Version - 1Wael MansourNo ratings yet
- CV Inspection Engineer PDFDocument9 pagesCV Inspection Engineer PDFVenkateswaran Ananthu KrishnamoorthyNo ratings yet
- Complete CatalogueDocument67 pagesComplete Cataloguejarrod lyonNo ratings yet
- ASME IX Interpretation-Part9Document36 pagesASME IX Interpretation-Part9kevin herry100% (1)
- KDE12000T(中英文)Document2 pagesKDE12000T(中英文)Duvan Garridt MillanNo ratings yet
- Universiti Teknologi Mara Faculty of Mechanical Engineering Introduction To Engineering (MEC 400)Document8 pagesUniversiti Teknologi Mara Faculty of Mechanical Engineering Introduction To Engineering (MEC 400)Ridzuan JazlanNo ratings yet
- Mini a-LOK BookletDocument162 pagesMini a-LOK BookletjcastelohNo ratings yet