Download as pdf or txt
You might also like
- Questions AnswersDocument84 pagesQuestions Answerswalid100% (1)
- June 2018 API RP 577 Practice QuestionsDocument4 pagesJune 2018 API RP 577 Practice QuestionsMahmoud Alwasif100% (3)
- Stacker Cum Reclaimer - Operation & MaintenanceDocument7 pagesStacker Cum Reclaimer - Operation & MaintenanceDurjoy Chakraborty80% (5)
- Cissp: Question & AnswersDocument27 pagesCissp: Question & AnswersMaher JalladNo ratings yet
- Multiple Choice QuestionsDocument8 pagesMultiple Choice QuestionsMuzzamil57% (7)
- API-580 Exam Tutorial PDFDocument27 pagesAPI-580 Exam Tutorial PDFShubhodeep SarkarNo ratings yet
- CWI Module 2Document3 pagesCWI Module 2abdullaziz.albazNo ratings yet
- Urdaneta City University College of Engineering and Architecture 2nd Semester, A.Y. 2019 - 2020Document5 pagesUrdaneta City University College of Engineering and Architecture 2nd Semester, A.Y. 2019 - 2020John Patrick GarciaNo ratings yet
- Test 4Document9 pagesTest 4Ahmed HamadNo ratings yet
- Table of ContentDocument2 pagesTable of ContentNirmala DeshaNo ratings yet
- Health and Safety Manual: Government of KeralaDocument48 pagesHealth and Safety Manual: Government of KeralaPraful E. PawarNo ratings yet
- CSCS Sample ExamDocument13 pagesCSCS Sample ExamKrish DoodnauthNo ratings yet
- Qustion Bank API 580Document21 pagesQustion Bank API 580Zia Ul BasithNo ratings yet
- DISA Module 5Document13 pagesDISA Module 5Jai Prakash AgarwalNo ratings yet
- Draft Internal Audit Report of Ked For The Period April 12 July12Document23 pagesDraft Internal Audit Report of Ked For The Period April 12 July12subrat royNo ratings yet
- Module B AnswersDocument25 pagesModule B AnswersferrirachidNo ratings yet
- Completion Operations - IWCFDocument64 pagesCompletion Operations - IWCFWH Baloch67% (3)
- Risk Assessment ManualDocument45 pagesRisk Assessment ManualGamalMahran100% (1)
- Souk Badr Tenant Manual APR2020Document45 pagesSouk Badr Tenant Manual APR2020archidiotNo ratings yet
- SACPCMP Exam For Safety Officers-1Document18 pagesSACPCMP Exam For Safety Officers-1rudolphmakwale30No ratings yet
- COSH Set 2 - Estrada Questions APR 2023Document5 pagesCOSH Set 2 - Estrada Questions APR 2023King Thiodore AsiloNo ratings yet
- Greg AlvaradoDocument36 pagesGreg AlvaradoYuber Rodriguez HNo ratings yet
- Welding Inspection Technology Module 2Document5 pagesWelding Inspection Technology Module 2Shaheed MohammedNo ratings yet
- L1 HSCE Exam Paper 472Document8 pagesL1 HSCE Exam Paper 472lifewithdan46No ratings yet
- JH143 Risk Assessment Surveys - B. DochertyDocument30 pagesJH143 Risk Assessment Surveys - B. DochertyNihat Özdemir100% (1)
- CALCULO DE CARGA TERMICA PARA AIRE ACONDICIONADO - PoligonoDocument8 pagesCALCULO DE CARGA TERMICA PARA AIRE ACONDICIONADO - PoligonoCarlos EduardoNo ratings yet
- Assignment 02 POMDocument3 pagesAssignment 02 POMSajal KhanNo ratings yet
- 9.performance Standards ExternalDocument8 pages9.performance Standards ExternalLuis Miguel ChópiteNo ratings yet
- 040 - Human Performance Limitations - QuestionsDocument47 pages040 - Human Performance Limitations - QuestionsEASA ATPL Question Bank75% (4)
- Business Continuity PlanningDocument3 pagesBusiness Continuity PlanningnaamnoiNo ratings yet
- Top Lihgt Up 15 2 10Document7 pagesTop Lihgt Up 15 2 10prasant.dakuaNo ratings yet
- 7000 Process Safety System T2Document150 pages7000 Process Safety System T2Gee Fung100% (2)
- Hse Plan - Kaia Project - SBGDocument164 pagesHse Plan - Kaia Project - SBGMehmet Alper Sahin75% (4)
- Hibernia Study (Flare)Document178 pagesHibernia Study (Flare)bmgarisNo ratings yet
- Exam QuestionsDocument22 pagesExam Questionsreynelyngillado20No ratings yet
- Imb SH Hse 0009 03Document63 pagesImb SH Hse 0009 0301095902062ahmedNo ratings yet
- Fcu-Rf-01 Heat Load CalculationDocument11 pagesFcu-Rf-01 Heat Load CalculationKhalifa RiswanNo ratings yet
- Anexo 10 - Calculo Termico - Modulo Nº12 AdministracionDocument21 pagesAnexo 10 - Calculo Termico - Modulo Nº12 AdministracionVictoria AlamaNo ratings yet
- Auditing Theory - MockDocument10 pagesAuditing Theory - MockCarlo CristobalNo ratings yet
- 9.anexo 1.5. Calculo Hvac Decorativos y PresicionDocument58 pages9.anexo 1.5. Calculo Hvac Decorativos y PresicionAxel BernabeNo ratings yet
- LessonDomain7 QuizDocument4 pagesLessonDomain7 QuizGeorgeNo ratings yet
- Process Safety Management, Q & ADocument84 pagesProcess Safety Management, Q & AAhmed Hamad100% (1)
- Api 580Document5 pagesApi 580salah busharaNo ratings yet
- Employability Skills - Productivity Model QuestionsDocument1 pageEmployability Skills - Productivity Model QuestionsSAVITA MAURYANo ratings yet
- Risk Analysis and ManagementDocument7 pagesRisk Analysis and ManagementhymerchmidtNo ratings yet
- Hse Manual LintechDocument2 pagesHse Manual LintechRizal NasutionNo ratings yet
- EPRI Field Guide For Boiler Tube Failures PDFDocument2 pagesEPRI Field Guide For Boiler Tube Failures PDFandi suntoroNo ratings yet
- JJPG - TPM Training - Part IIDocument18 pagesJJPG - TPM Training - Part IISetyo AremaNo ratings yet
- Hse Ver 3Document164 pagesHse Ver 3Wajdi Merghani100% (1)
- BP Angelin Project: Jacket Loadout Analysis ReportDocument48 pagesBP Angelin Project: Jacket Loadout Analysis ReportDhanu PadhuNo ratings yet
- AAH-P001-QC-CV-DOC-00003-00 Comments Response Sheet For MST (Shoring)Document2 pagesAAH-P001-QC-CV-DOC-00003-00 Comments Response Sheet For MST (Shoring)mahmoodNo ratings yet
- 5.anexo 1.1. Calculo Hvac 1er PisoDocument262 pages5.anexo 1.1. Calculo Hvac 1er PisoAxel BernabeNo ratings yet
- Manual Calculation of Skid Base EnclosureDocument1 pageManual Calculation of Skid Base EnclosureLukman ChairkiandraNo ratings yet
- CC5291 Design For Manufacture Assembly and Environments MCQDocument8 pagesCC5291 Design For Manufacture Assembly and Environments MCQVasanth KumarNo ratings yet
- BlvkulDocument11 pagesBlvkulBALACHANDAR SNo ratings yet
- JOSON - Joshua C. - 5AR-1 - Assignment No. 8 - BU 5 - Compre 2Document9 pagesJOSON - Joshua C. - 5AR-1 - Assignment No. 8 - BU 5 - Compre 2Joshua C. JosonNo ratings yet
- AudProb Test BankDocument18 pagesAudProb Test BankKarina Barretto AgnesNo ratings yet
- VV3160-001-C-119 (MS & Jsa For CCR Elevator Cladding)Document16 pagesVV3160-001-C-119 (MS & Jsa For CCR Elevator Cladding)CONG NGUYEN THANHNo ratings yet
- Triple Bottom Line Risk Management: Enhancing Profit, Environmental Performance, and Community BenefitsFrom EverandTriple Bottom Line Risk Management: Enhancing Profit, Environmental Performance, and Community BenefitsNo ratings yet
- FM &HM Old PapersDocument4 pagesFM &HM Old Paperssai leenaNo ratings yet
- Mechanical Questions & AnswersDocument161 pagesMechanical Questions & AnswersTobaNo ratings yet
- PTI Company ProfileDocument28 pagesPTI Company ProfileAhmad ImranNo ratings yet
- FN 4b Oral QsDocument8 pagesFN 4b Oral QsAnoop VijayakumarNo ratings yet
- Engineers & Doctors Inn: Physics Xii (Formulae - 1)Document2 pagesEngineers & Doctors Inn: Physics Xii (Formulae - 1)Meer UmarNo ratings yet
- Insulation - EIL STD PDFDocument4 pagesInsulation - EIL STD PDFchaiya sonwongNo ratings yet
- KTM 950 Adventure - Super Enduro - Supermoto, 990 Adventure - Super DukeDocument9 pagesKTM 950 Adventure - Super Enduro - Supermoto, 990 Adventure - Super DukeCamilo VillamizarNo ratings yet
- Agreement: Addendum 99: Regulation No. 100Document41 pagesAgreement: Addendum 99: Regulation No. 100László KovácsNo ratings yet
- ThermodynamicsDocument28 pagesThermodynamicsJack Lupino100% (2)
- Chemistry 9647/02: Hwa Chong Institution C1 Block Test Higher 2Document10 pagesChemistry 9647/02: Hwa Chong Institution C1 Block Test Higher 220Y3G HONG JIN KAINo ratings yet
- Schneiderman Letter To NRCDocument16 pagesSchneiderman Letter To NRCTim KnaussNo ratings yet
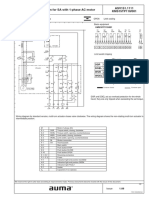
- Proposed Wiring Diagram For SA With 1-Phase AC Motor ASV151.1111 KMS15TP110/001Document2 pagesProposed Wiring Diagram For SA With 1-Phase AC Motor ASV151.1111 KMS15TP110/001cosmin1975No ratings yet
- Kinetics of The Iodination of Acetone: PurposeDocument8 pagesKinetics of The Iodination of Acetone: PurposeMisael AlejandroNo ratings yet
- 2 Generating Station Substation ComponentsDocument30 pages2 Generating Station Substation ComponentsFrancheskah DuqueNo ratings yet
- Jm-Sheet For 2023-2024Document62 pagesJm-Sheet For 2023-2024johnNo ratings yet
- MFL70370101 - English 2 PDFDocument20 pagesMFL70370101 - English 2 PDFKatabalwa EricNo ratings yet
- Thermal Relief Valve Data SheetDocument1 pageThermal Relief Valve Data Sheetmihailspiridon100% (1)
- Installation and Operation of Densitometers 2205Document4 pagesInstallation and Operation of Densitometers 2205CRT ServicesNo ratings yet
- Folder Tbls v5Document4 pagesFolder Tbls v5Sadhish Kannan100% (1)
- JGS 420 GS-S.L: Low Methane - Coal Mine MethaneDocument34 pagesJGS 420 GS-S.L: Low Methane - Coal Mine MethaneDexterous EngineeringNo ratings yet
- GIMC: Semi-Finalists - RespondentsDocument45 pagesGIMC: Semi-Finalists - RespondentsAmol Mehta75% (4)
- Aeroterma Galeti - S80-ManualDocument24 pagesAeroterma Galeti - S80-Manualclaudiadaniela016880No ratings yet
- Hyundai HY10000LEK 2 DatasheetDocument28 pagesHyundai HY10000LEK 2 Datasheetcharlesbenwari100% (1)
- MilionDocument129 pagesMilionRo Ha-ha100% (2)
- 1.0.arteor - IntroductionDocument17 pages1.0.arteor - IntroductionSabir NaseerNo ratings yet
- Cladding Using High Density Infrared Fusion Cladding Process PDFDocument5 pagesCladding Using High Density Infrared Fusion Cladding Process PDFangga fajarNo ratings yet
- G2 Practice Exam Answers 020314003 (2963)Document47 pagesG2 Practice Exam Answers 020314003 (2963)austindasilvaNo ratings yet
- Actuation of Electro-Pneumatic System Using MATLAB Simulink and Arduino Controller-A Case of A Mechatronics Systems LabDocument6 pagesActuation of Electro-Pneumatic System Using MATLAB Simulink and Arduino Controller-A Case of A Mechatronics Systems LabHêny CarlênicNo ratings yet
- Regulation (EU) 2022 - 195 - Amending and Correcting Implementing Regulation (EU) 2020 - 683Document19 pagesRegulation (EU) 2022 - 195 - Amending and Correcting Implementing Regulation (EU) 2020 - 683Su BinbinNo ratings yet