Download as pdf or txt
You might also like
- Basic Environmental Technology Water Supply, Waste Management and Pollution ControlDocument459 pagesBasic Environmental Technology Water Supply, Waste Management and Pollution Controlyuerrosy100% (3)
- Stabilization of Soft Soil Using Industrial Waste Seminar ReportDocument21 pagesStabilization of Soft Soil Using Industrial Waste Seminar ReportVeeR CP100% (3)
- DewateringDocument123 pagesDewateringHoseaNo ratings yet
- Sewage Treatment Plant Technical Specifications and DrawingsDocument30 pagesSewage Treatment Plant Technical Specifications and Drawingspramods_8100% (4)
- Midterm Exam in Hairdressing NC II-Grade 12 (1st Sem)Document2 pagesMidterm Exam in Hairdressing NC II-Grade 12 (1st Sem)mary jane t. manglapus0% (1)
- Case Study of Brazing of Lacing Wire of Low Pressure Turbine of Unit 5Document15 pagesCase Study of Brazing of Lacing Wire of Low Pressure Turbine of Unit 5Narendra PatelNo ratings yet
- Paint & CoatingDocument43 pagesPaint & CoatingKelly Bates80% (5)
- Kuliah MBR ITB 14 Nov 2022 - For PrintDocument31 pagesKuliah MBR ITB 14 Nov 2022 - For PrintEni RohkayatiNo ratings yet
- Cs-Coluj OnlyDocument2 pagesCs-Coluj OnlyFrialynNo ratings yet
- Dladla Effect 2013Document231 pagesDladla Effect 2013TheDreamMNo ratings yet
- ActivateSludgeVS Membrane Reactor SLIDEDocument36 pagesActivateSludgeVS Membrane Reactor SLIDEsebascian100% (2)
- Field TrialDocument9 pagesField TrialAlida CuevasNo ratings yet
- Presentation - Water TreatmentDocument48 pagesPresentation - Water TreatmentSudhir Jadhav50% (2)
- Membrane Bioreactors: State of The Art and Technology ExchangeDocument54 pagesMembrane Bioreactors: State of The Art and Technology ExchangeNermeen ElmelegaeNo ratings yet
- Filmtec Site Information Desalination LDocument4 pagesFilmtec Site Information Desalination LNEFTALI VARGAS MANDUJANONo ratings yet
- TCS WW001 MICRODYN BIO CEL MCP MBR Tuna Wastewater Treatment PlantDocument4 pagesTCS WW001 MICRODYN BIO CEL MCP MBR Tuna Wastewater Treatment PlantgulfengsolutionsNo ratings yet
- Sewage Treatment and Reuse of Treated SewageDocument36 pagesSewage Treatment and Reuse of Treated SewageDhaval GadhiaNo ratings yet
- MBR Technologies: East Valley Water DistrictDocument17 pagesMBR Technologies: East Valley Water Districtkaran198524No ratings yet
- Waste Water Stabilisation PondsDocument24 pagesWaste Water Stabilisation PondsRyeanKRumanoNo ratings yet
- Application of Low Fouling RO Membrane Elements For Reclamation of Municipal WastewaterDocument17 pagesApplication of Low Fouling RO Membrane Elements For Reclamation of Municipal Wastewaterzerocool86No ratings yet
- A. Power Plant Overview (By Mr. Tomy Suryatama)Document34 pagesA. Power Plant Overview (By Mr. Tomy Suryatama)Dimas Febrian SaputraNo ratings yet
- For Water & Waste Water Treatment: Cleaner TechnologiesDocument33 pagesFor Water & Waste Water Treatment: Cleaner Technologieskrishan kumar AgarwalNo ratings yet
- Seminar Project On Membrane BioreactorsDocument21 pagesSeminar Project On Membrane BioreactorsnamamodNo ratings yet
- Brochure NANO-SWDocument2 pagesBrochure NANO-SWozoNo ratings yet
- Sewage Treatment Is The Process of Removing ContaminantsDocument52 pagesSewage Treatment Is The Process of Removing ContaminantsKedir omerNo ratings yet
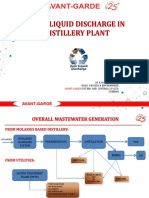
- Avant-Garde Mr. K Mohan KumarDocument46 pagesAvant-Garde Mr. K Mohan KumarSivakumar SelvarajNo ratings yet
- Metito - TSE RO Presentation KM DC WorkshopDocument24 pagesMetito - TSE RO Presentation KM DC WorkshopMohamed Tahoun100% (1)
- WT TRTMNT Plant Residuals MNGMNTDocument4 pagesWT TRTMNT Plant Residuals MNGMNTJaninaNo ratings yet
- Hydraulic Fracturing NewDocument24 pagesHydraulic Fracturing NewNurrahmisrNo ratings yet
- Wastewater Reclamation at Industrial Parks: Confederation of Indian Industry Conference On Water ManagementDocument17 pagesWastewater Reclamation at Industrial Parks: Confederation of Indian Industry Conference On Water ManagementMohammad Jailani A JamilNo ratings yet
- MTPCL WTP o M Manual PDFDocument62 pagesMTPCL WTP o M Manual PDFSarangNo ratings yet
- 4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationDocument9 pages4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationlixiaoluhjNo ratings yet
- WTP Brochure 020817Document12 pagesWTP Brochure 020817Ravindra VemuriNo ratings yet
- Membrane Bioreactor Technology For Leachate Treatment at Solid Waste LandfillsDocument23 pagesMembrane Bioreactor Technology For Leachate Treatment at Solid Waste LandfillsKary TéllezNo ratings yet
- Imp ZLD System Tamil NaduDocument4 pagesImp ZLD System Tamil Naduneeraj sharmaNo ratings yet
- Application of Membrane Technology To Waste Water Treatment and ReuseDocument4 pagesApplication of Membrane Technology To Waste Water Treatment and ReuseSchneeksNo ratings yet
- Desalination PresentationDocument39 pagesDesalination PresentationrakicbgNo ratings yet
- Executive: S UmmaryDocument2 pagesExecutive: S UmmaryIlinca PăduroiuNo ratings yet
- End of PipeDocument4 pagesEnd of PipeIndustria ProyectosNo ratings yet
- Wilf Book FlyerDocument4 pagesWilf Book FlyerEduardo Manuel Chávarry VelaNo ratings yet
- Next Generation of MBBR TechnologyDocument48 pagesNext Generation of MBBR TechnologyLouay Mansour100% (1)
- Next Generation of MBBR Technology PDFDocument48 pagesNext Generation of MBBR Technology PDFAbhisek BhattacharyaNo ratings yet
- Arvind BrochureDocument4 pagesArvind BrochureTea LinkNo ratings yet
- Phengg Mce-Nust (2020)Document170 pagesPhengg Mce-Nust (2020)Saad HafeezNo ratings yet
- Vacuum Evaporation and Reverse Osmosis Treatment of Process Wastewaters Containing Surfactant Material: COD Reduction and Water ReuseDocument10 pagesVacuum Evaporation and Reverse Osmosis Treatment of Process Wastewaters Containing Surfactant Material: COD Reduction and Water ReuseKIM ElsaNo ratings yet
- Surface Water TreatmentDocument16 pagesSurface Water TreatmentDerlis GonzalesNo ratings yet
- Suit Ee-Ii 2024Document95 pagesSuit Ee-Ii 2024haidarullah0060116No ratings yet
- Potential Application of Indirect Electrochemical Ammonia Oxidation Within The Operation of Freshwater and Salin-Water RAS, Lahav Et Al., 2015Document10 pagesPotential Application of Indirect Electrochemical Ammonia Oxidation Within The Operation of Freshwater and Salin-Water RAS, Lahav Et Al., 2015deryhermawanNo ratings yet
- Lenox Institute PressDocument80 pagesLenox Institute PressLenox InstituteNo ratings yet
- Membrane Filtration LimeDocument11 pagesMembrane Filtration Limenermeen ahmedNo ratings yet
- Nijhuis Water ConservationDocument2 pagesNijhuis Water ConservationDaniel PérezNo ratings yet
- NOH ReverseOsmosisDocument48 pagesNOH ReverseOsmosisAdnan Ali QambraniNo ratings yet
- Ft. Lauderdale 12-MGD Water Treatment Plant Double Hybrid RO and NF DesignDocument12 pagesFt. Lauderdale 12-MGD Water Treatment Plant Double Hybrid RO and NF Designzerocool86No ratings yet
- 34 - Presentation For IAPWS Workshop - Gabriel NicolaidesDocument21 pages34 - Presentation For IAPWS Workshop - Gabriel NicolaidesNoumanIhsanNo ratings yet
- Al Ansab MBR Sewage Treatment PlantDocument38 pagesAl Ansab MBR Sewage Treatment PlantDel MoralesNo ratings yet
- Urbanowska-Kabsch-Korbutowicz2014 Article InfluenceOfOperatingConditionsDocument7 pagesUrbanowska-Kabsch-Korbutowicz2014 Article InfluenceOfOperatingConditionsnermeen ahmedNo ratings yet
- UF Membranes For RO Desalination Pretreatment: Peter H. Wolf, Steve Siverns, Sandro MontiDocument8 pagesUF Membranes For RO Desalination Pretreatment: Peter H. Wolf, Steve Siverns, Sandro MontiDaniela Zapata AlarcónNo ratings yet
- DM Plant MFLDocument11 pagesDM Plant MFLharshitNo ratings yet
- Leopold Deniz Suyu ArıtmaDocument8 pagesLeopold Deniz Suyu ArıtmaAndrey GyrychNo ratings yet
- Removal of Organic Micropollutants From Domestic WastewaterDocument11 pagesRemoval of Organic Micropollutants From Domestic WastewaterM Abul Hassan AliNo ratings yet
- Audit Report-AHL Rev.01Document12 pagesAudit Report-AHL Rev.01Osama AhmedNo ratings yet
- MBR PresentaionDocument14 pagesMBR PresentaionnurmaNo ratings yet
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- Nanomaterials for Environmental Applications and their Fascinating AttributesFrom EverandNanomaterials for Environmental Applications and their Fascinating AttributesNo ratings yet
- Balancing Equations: Practice ProblemsDocument10 pagesBalancing Equations: Practice Problemskhalil rehmanNo ratings yet
- Medical Nitrous Oxide SystemsDocument4 pagesMedical Nitrous Oxide SystemsNur Aqilah IsmailNo ratings yet
- Hydrogen Peroxide Brochure EvonikDocument28 pagesHydrogen Peroxide Brochure EvonikAntonela PortaNo ratings yet
- S6900QLDocument4 pagesS6900QLmechkashanNo ratings yet
- Opc PPC Fly Ash Study Jan 06 by MR Anil Banchhor and MR S Krishnan 241Document15 pagesOpc PPC Fly Ash Study Jan 06 by MR Anil Banchhor and MR S Krishnan 241Abdul RashidNo ratings yet
- Analysis Desiccant Addition To The Quality of SF6 GasDocument5 pagesAnalysis Desiccant Addition To The Quality of SF6 GasmmshtNo ratings yet
- NanoGene Presentation 2011Document39 pagesNanoGene Presentation 2011Alin ApostolescuNo ratings yet
- Technical Guide Edition 1.1 - Gas Spring OverviewDocument12 pagesTechnical Guide Edition 1.1 - Gas Spring OverviewCamlocMotionNo ratings yet
- Margolis, Emil - J. - Formulation and Stoichiometry PDFDocument230 pagesMargolis, Emil - J. - Formulation and Stoichiometry PDFOscar Perez RosalesNo ratings yet
- P&ID Symbol Desk Reference - Assured AutomationDocument3 pagesP&ID Symbol Desk Reference - Assured AutomationJesus N Rodriguez100% (3)
- Quality Manual For Hydraulically Bound Mixtures PDFDocument18 pagesQuality Manual For Hydraulically Bound Mixtures PDFfizikerNo ratings yet
- De SizingDocument11 pagesDe SizingarafathosainNo ratings yet
- Dosage CalculationsDocument40 pagesDosage CalculationsKate FaustNo ratings yet
- 6 Ver 2 Alternating Current Field MeasurementDocument9 pages6 Ver 2 Alternating Current Field MeasurementMuhammad ZariqNo ratings yet
- WB Environment MonitorDocument35 pagesWB Environment MonitorRonnie EncarnacionNo ratings yet
- Curriculum Vitae: Kailash Prakash Pandey A-401 Sarthak Residency Near L P Sawani School-SURAT 15 February 2014Document4 pagesCurriculum Vitae: Kailash Prakash Pandey A-401 Sarthak Residency Near L P Sawani School-SURAT 15 February 2014kirandevi1981No ratings yet
- Certificate: Neltex Development Company IncorporatedDocument3 pagesCertificate: Neltex Development Company IncorporatedEva MarquezNo ratings yet
- T 53 G O 0001 00 A2 Sparing Standby PhilosophyDocument12 pagesT 53 G O 0001 00 A2 Sparing Standby PhilosophyThirukkumaranBalasubramanianNo ratings yet
- Fluconazole - Customer - Notification - Recall Communication - LetterDocument1 pageFluconazole - Customer - Notification - Recall Communication - Lettermohammed shaffi abdul rahmanNo ratings yet
- Topic SentenceDocument1 pageTopic Sentenceketian15No ratings yet
- Daftar Pustaka: Translation. Jakarta: Kementerian Energi Dan Sumber Daya Mineral (KESDM)Document7 pagesDaftar Pustaka: Translation. Jakarta: Kementerian Energi Dan Sumber Daya Mineral (KESDM)Wika Atro AuriyaniNo ratings yet
- Tabela Formulacoes FertilizantesDocument1 pageTabela Formulacoes FertilizantesGeraldo Aparecido SantosNo ratings yet
- Ar Upvc Works: Quotation For Supply & Installation of uPVC Windows & DoorsDocument1 pageAr Upvc Works: Quotation For Supply & Installation of uPVC Windows & DoorsvenkatNo ratings yet
- ACI CorbelDocument2 pagesACI Corbeljust meNo ratings yet
- Introduction To WWTPs DesignDocument55 pagesIntroduction To WWTPs Designalvaro.roldan1No ratings yet
- Lime StandardsDocument1 pageLime StandardsenriquecastNo ratings yet