
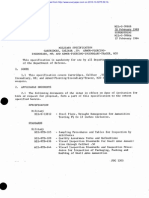
Mil P 46610e
Mil P 46610e
You might also like
- Api 579-2 - 4.2Document7 pagesApi 579-2 - 4.2MPhamNo ratings yet
- TP 9 Technical SpecsDocument21 pagesTP 9 Technical SpecsJohn Brimlow100% (1)
- 1968 Small Arms Ammunition Pamphlet Frankford ArsenalDocument140 pages1968 Small Arms Ammunition Pamphlet Frankford ArsenalWilliam Dittrich100% (1)
- ABNT NBR 13541-2 EnglishDocument10 pagesABNT NBR 13541-2 EnglishCinthia BazethNo ratings yet
- Kac Sr-25 Operator's ManualDocument109 pagesKac Sr-25 Operator's Manualraiderkilo100% (3)
- Nuts & Bolts CEB SpecDocument12 pagesNuts & Bolts CEB SpecHemantha BalasuriyaNo ratings yet
- Mil C 3066BDocument15 pagesMil C 3066Bhmmwv3243No ratings yet
- Mil-C-46934b1 Cartridge 7,62 MatchDocument12 pagesMil-C-46934b1 Cartridge 7,62 MatchDavid BasanteNo ratings yet
- Ammunition Dekimsa CatalogueDocument7 pagesAmmunition Dekimsa CatalogueEnrico959No ratings yet
- Drip Type Bunker Sampler FlangeDocument2 pagesDrip Type Bunker Sampler FlangeRobert CostacheNo ratings yet
- 1989 Specs For M14 M80 Ball Ammo MIL-C-46931FDocument31 pages1989 Specs For M14 M80 Ball Ammo MIL-C-46931Frick.mccort2766No ratings yet
- Military Catalogue 2013Document32 pagesMilitary Catalogue 2013ivan_dragana100% (1)
- Mil-C-3066c Cartridge Caliber 0.5 m8 - Api - m20 - Apit (Jan 1995)Document25 pagesMil-C-3066c Cartridge Caliber 0.5 m8 - Api - m20 - Apit (Jan 1995)YHonglee YhongleeNo ratings yet
- Crusher GuagesDocument37 pagesCrusher GuagesJawwad AkbarNo ratings yet
- CMC Zaw I Er Cie Product PortfolioDocument19 pagesCMC Zaw I Er Cie Product PortfolioAmro HassaninNo ratings yet
- MIL-L-45194G - LINK, CARTRIDGE, METALLIC BELT, 20MM, M14A2 (27 April 1989)Document28 pagesMIL-L-45194G - LINK, CARTRIDGE, METALLIC BELT, 20MM, M14A2 (27 April 1989)orpheus1972No ratings yet
- Acurazi 2 PDFDocument16 pagesAcurazi 2 PDFCinthya LeónNo ratings yet
- Moy Scmi 55 PrintDocument8 pagesMoy Scmi 55 PrintAntmavrNo ratings yet
- French Guns Technical Data 1940Document4 pagesFrench Guns Technical Data 1940enrico100% (1)
- UchwytyDocument42 pagesUchwytyharlyganNo ratings yet
- Mil C 71186Document58 pagesMil C 71186Bob BarkerNo ratings yet
- B 93 - B 93m - 00 - Qjkzl0i5m00tukveDocument5 pagesB 93 - B 93m - 00 - Qjkzl0i5m00tukvemalika_00No ratings yet
- USMC Technical Data Sheet For Less Than Lethal Munitions Demolition Associated Items USA 2007Document103 pagesUSMC Technical Data Sheet For Less Than Lethal Munitions Demolition Associated Items USA 2007jobseekeramatx100% (1)
- M739Document2 pagesM739helmi_surya2003No ratings yet
- CementDocument8 pagesCementjitendraNo ratings yet
- 25mm Ammunition: The Ammunition Choice For Ground, Sea and Air PlatformsDocument2 pages25mm Ammunition: The Ammunition Choice For Ground, Sea and Air PlatformsEnriquenf50% (2)
- Fz6Ry Fz6RycDocument79 pagesFz6Ry Fz6RycOscar FernandezNo ratings yet
- SmallCaliber AmmoBookDocument54 pagesSmallCaliber AmmoBookbondw23No ratings yet
- Mil C 70663BDocument37 pagesMil C 70663BliborboleslavNo ratings yet
- Cased Telescoped Small Arms SystemsDocument17 pagesCased Telescoped Small Arms Systemsthatguy96100% (1)
- Forc106 - Module 9Document13 pagesForc106 - Module 9kimberlyn odoñoNo ratings yet
- 5.56 NATO Duplication LoadsDocument4 pages5.56 NATO Duplication Loadswatch_sutNo ratings yet
- HTTPWWW Witu Mil Plwwwbiuletynzeszyty20060097p29 PDFDocument12 pagesHTTPWWW Witu Mil Plwwwbiuletynzeszyty20060097p29 PDFbicaniNo ratings yet
- L KDVLCK GDSK Glkopddfpijoho (TRRT RWRLWQKR KW:LRWDocument2 pagesL KDVLCK GDSK Glkopddfpijoho (TRRT RWRLWQKR KW:LRWninatenaNo ratings yet
- MIl-C-70508 Municion Cal. 9 MMDocument17 pagesMIl-C-70508 Municion Cal. 9 MMDavid BasanteNo ratings yet
- 9mm Luger 147GR FMJ Flat SubsonicDocument1 page9mm Luger 147GR FMJ Flat SubsonicPablo Dalia CuevasNo ratings yet
- The Truth About 308 Win and 762 NATODocument8 pagesThe Truth About 308 Win and 762 NATOjrsaw27No ratings yet
- Air Rifle AccessoriesDocument6 pagesAir Rifle AccessoriespreceptiveinquirerNo ratings yet
- Forc106 - Module 4 NewDocument21 pagesForc106 - Module 4 Newkimberlyn odoñoNo ratings yet
- Projectile, 155-Millimeter: Illuminating, M485 SeriesDocument3 pagesProjectile, 155-Millimeter: Illuminating, M485 SeriesHijk MarouNo ratings yet
- NTTF Press Tool Standards Ebook GeneralDocument231 pagesNTTF Press Tool Standards Ebook GeneralKvs PhaniNo ratings yet
- Ballistic LevelDocument4 pagesBallistic LevelJon KunbergerNo ratings yet
- Forc106 - Module 4 NewDocument8 pagesForc106 - Module 4 Newkimberlyn odoñoNo ratings yet
- Ammunition and BulletDocument17 pagesAmmunition and BulletAllyson DetruzNo ratings yet
- Saami FaqsDocument22 pagesSaami Faqsbo cephusNo ratings yet
- Polish 5.7x28 Vs 4.6x30mm ComparisonDocument9 pagesPolish 5.7x28 Vs 4.6x30mm Comparisonktoggunner100% (1)
- Jags Smallarms Tables: Damage For Firearms Is Calculated AsDocument5 pagesJags Smallarms Tables: Damage For Firearms Is Calculated Asdiogocarneiro75No ratings yet
- Mil DTL 32175Document38 pagesMil DTL 32175ashishlawaniaNo ratings yet
- Api 579 7 PDF FreeDocument16 pagesApi 579 7 PDF FreeJacson FonsecaNo ratings yet
- Zastava Arms MIL Catalog 2011Document48 pagesZastava Arms MIL Catalog 2011Mario Lopez100% (5)
- O Ring Stretch & Fill & SqueezeDocument9 pagesO Ring Stretch & Fill & SqueezeGaurav MahajanNo ratings yet
- Tactical Gun Digest: The World's Greatest Tactical Firearm and Gear BookFrom EverandTactical Gun Digest: The World's Greatest Tactical Firearm and Gear BookRating: 5 out of 5 stars5/5 (1)
- Counter Sniper Manual - The Official US Army ManualFrom EverandCounter Sniper Manual - The Official US Army ManualNo ratings yet
- Practical Guide to the Operational Use of the SVD Sniper RifleFrom EverandPractical Guide to the Operational Use of the SVD Sniper RifleRating: 2.5 out of 5 stars2.5/5 (2)
- Counter Sniper Handbook - Eliminate the Risk with the Official US Army Manual: Suitable Countersniping Equipment, Rifles, Ammunition, Noise and Muzzle Flash, Sights, Firing Positions, Typical Countersniper Situations and Decisive Reaction to the AttackFrom EverandCounter Sniper Handbook - Eliminate the Risk with the Official US Army Manual: Suitable Countersniping Equipment, Rifles, Ammunition, Noise and Muzzle Flash, Sights, Firing Positions, Typical Countersniper Situations and Decisive Reaction to the AttackRating: 3 out of 5 stars3/5 (1)
- Mil DTL 45010BDocument14 pagesMil DTL 45010BShofi MuktianaNo ratings yet
- Monitoring Vanadium Oxytricholoride ImpuritiesDocument1 pageMonitoring Vanadium Oxytricholoride ImpuritiesShofi MuktianaNo ratings yet
- Summary of Emerging Titanium Cost Reduction TechnologiesDocument59 pagesSummary of Emerging Titanium Cost Reduction TechnologiesShofi MuktianaNo ratings yet
- Eect of Reaction Temperature On Cvd-Made Tio Primary Particle DiameterDocument9 pagesEect of Reaction Temperature On Cvd-Made Tio Primary Particle DiameterShofi MuktianaNo ratings yet
- Modeling Ignition and Thermal Wave Progression in Binary Granular Pyrotechnic CompositionsDocument11 pagesModeling Ignition and Thermal Wave Progression in Binary Granular Pyrotechnic CompositionsShofi MuktianaNo ratings yet
- 661catalysis-Assisted Decomposition of Aqueous 2, 4, 6-TrinitrotolueneDocument4 pages661catalysis-Assisted Decomposition of Aqueous 2, 4, 6-TrinitrotolueneShofi MuktianaNo ratings yet
- Chapter 7: Precipitation ProcessesDocument25 pagesChapter 7: Precipitation ProcessesShofi MuktianaNo ratings yet
- Land Armaments in EuropeDocument18 pagesLand Armaments in EuropeShofi MuktianaNo ratings yet
- Ethics of Chemical Weapons Research: Poison Gas in World War OneDocument24 pagesEthics of Chemical Weapons Research: Poison Gas in World War OneShofi MuktianaNo ratings yet
- 2017 Book OneHundredYearsOfChemicalWarfa PDFDocument404 pages2017 Book OneHundredYearsOfChemicalWarfa PDFShofi MuktianaNo ratings yet
- Pelt HandlingDocument28 pagesPelt HandlingRalf Snell0% (1)
- Breach of ContractDocument27 pagesBreach of ContractTsholofelo50% (4)
- SWOT AnalysisDocument13 pagesSWOT AnalysisEdchel EspeñaNo ratings yet
- @ 34TH Batch Grad Prog.Document16 pages@ 34TH Batch Grad Prog.Bryle Sphencer Sarcauga MiñozaNo ratings yet
- Villaflor, Jesus Jr. O 2019-30506Document5 pagesVillaflor, Jesus Jr. O 2019-30506Jesus Villaflor Jr.No ratings yet
- Applications of Rational ExpressionsDocument3 pagesApplications of Rational ExpressionslzttimNo ratings yet
- A Sound of Thunder - Reading Response ADocument3 pagesA Sound of Thunder - Reading Response AAhsan HomarNo ratings yet
- HCH416A - Inorg. Syst. Metal Clusters 2Document19 pagesHCH416A - Inorg. Syst. Metal Clusters 2Rangwani NesbitNo ratings yet
- Ohio Department of Transportation: Highway Plan Reading ManualDocument68 pagesOhio Department of Transportation: Highway Plan Reading ManualMwesigwa Dani100% (1)
- Session 6 Dar5Document36 pagesSession 6 Dar5Jas CariñoNo ratings yet
- New Menu-Dine-In Updated VersionDocument2 pagesNew Menu-Dine-In Updated Versionapi-255158936No ratings yet
- GEMs of Heaven - GOD's Eternal Memory StonesDocument5 pagesGEMs of Heaven - GOD's Eternal Memory StonesswijcomNo ratings yet
- Enhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessDocument14 pagesEnhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessYunusov ZiyodulloNo ratings yet
- Bronchiectasis in nonCF in ChildrenDocument9 pagesBronchiectasis in nonCF in ChildrenathaNo ratings yet
- Felcom 15 Servi̇s ManualDocument236 pagesFelcom 15 Servi̇s ManualAnıl Kahya75% (8)
- Kami Export - SCOPE The Necklace PlayDocument4 pagesKami Export - SCOPE The Necklace Playava riciglianoNo ratings yet
- Zhengjue KAC User Manual - Toshiba Air ConditionerDocument10 pagesZhengjue KAC User Manual - Toshiba Air ConditionerAS Simple AutmationNo ratings yet
- ECGBiometricsMACS13 Sumair v5 ResearchGateDocument7 pagesECGBiometricsMACS13 Sumair v5 ResearchGatearlikaNo ratings yet
- Iran (Persian) Architecture & Folk Arts: Shan Jasper O. TorresDocument24 pagesIran (Persian) Architecture & Folk Arts: Shan Jasper O. TorresGlenda DenosoNo ratings yet
- SynopsisDocument2 pagesSynopsisSanketDhandeNo ratings yet
- Village Cleanliness Index & SLWM IndexDocument16 pagesVillage Cleanliness Index & SLWM Indexpunu904632No ratings yet
- (Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsDocument72 pages(Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsJohn Rey FerarenNo ratings yet
- W005F.... W10F: 1.5 A 50 V To 1000 VDocument4 pagesW005F.... W10F: 1.5 A 50 V To 1000 VBraulio Manuel Trejo PerezNo ratings yet
- Research Methodology Topic: Study of Advertising Agencies 1. ObjectiveDocument6 pagesResearch Methodology Topic: Study of Advertising Agencies 1. Objectivereena sharmaNo ratings yet
- Success All Adds Up To An Understanding of Maths: A Military Operation To Finish Off The NibblesDocument1 pageSuccess All Adds Up To An Understanding of Maths: A Military Operation To Finish Off The Nibblesapi-102020601No ratings yet
- AnnualReport - 2013 - BSPDocument88 pagesAnnualReport - 2013 - BSPlito77No ratings yet
- Adh DemolitionDocument10 pagesAdh Demolitionruel solteroNo ratings yet
- Design and Fabrication of A Blanking Tool: Gopi Krishnan. C (30408114309) (30408114092)Document44 pagesDesign and Fabrication of A Blanking Tool: Gopi Krishnan. C (30408114309) (30408114092)Daniel Saldaña ANo ratings yet
- WWW Echalone COM: Techalon EDocument26 pagesWWW Echalone COM: Techalon EVara Prasad VemulaNo ratings yet
- Mcdonald's - Group 5Document57 pagesMcdonald's - Group 5Thanh Trà100% (1)





























































































Download as pdf or txt
You might also like
- Api 579-2 - 4.2Document7 pagesApi 579-2 - 4.2MPhamNo ratings yet
- TP 9 Technical SpecsDocument21 pagesTP 9 Technical SpecsJohn Brimlow100% (1)
- 1968 Small Arms Ammunition Pamphlet Frankford ArsenalDocument140 pages1968 Small Arms Ammunition Pamphlet Frankford ArsenalWilliam Dittrich100% (1)
- ABNT NBR 13541-2 EnglishDocument10 pagesABNT NBR 13541-2 EnglishCinthia BazethNo ratings yet
- Kac Sr-25 Operator's ManualDocument109 pagesKac Sr-25 Operator's Manualraiderkilo100% (3)
- Nuts & Bolts CEB SpecDocument12 pagesNuts & Bolts CEB SpecHemantha BalasuriyaNo ratings yet
- Mil C 3066BDocument15 pagesMil C 3066Bhmmwv3243No ratings yet
- Mil-C-46934b1 Cartridge 7,62 MatchDocument12 pagesMil-C-46934b1 Cartridge 7,62 MatchDavid BasanteNo ratings yet
- Ammunition Dekimsa CatalogueDocument7 pagesAmmunition Dekimsa CatalogueEnrico959No ratings yet
- Drip Type Bunker Sampler FlangeDocument2 pagesDrip Type Bunker Sampler FlangeRobert CostacheNo ratings yet
- 1989 Specs For M14 M80 Ball Ammo MIL-C-46931FDocument31 pages1989 Specs For M14 M80 Ball Ammo MIL-C-46931Frick.mccort2766No ratings yet
- Military Catalogue 2013Document32 pagesMilitary Catalogue 2013ivan_dragana100% (1)
- Mil-C-3066c Cartridge Caliber 0.5 m8 - Api - m20 - Apit (Jan 1995)Document25 pagesMil-C-3066c Cartridge Caliber 0.5 m8 - Api - m20 - Apit (Jan 1995)YHonglee YhongleeNo ratings yet
- Crusher GuagesDocument37 pagesCrusher GuagesJawwad AkbarNo ratings yet
- CMC Zaw I Er Cie Product PortfolioDocument19 pagesCMC Zaw I Er Cie Product PortfolioAmro HassaninNo ratings yet
- MIL-L-45194G - LINK, CARTRIDGE, METALLIC BELT, 20MM, M14A2 (27 April 1989)Document28 pagesMIL-L-45194G - LINK, CARTRIDGE, METALLIC BELT, 20MM, M14A2 (27 April 1989)orpheus1972No ratings yet
- Acurazi 2 PDFDocument16 pagesAcurazi 2 PDFCinthya LeónNo ratings yet
- Moy Scmi 55 PrintDocument8 pagesMoy Scmi 55 PrintAntmavrNo ratings yet
- French Guns Technical Data 1940Document4 pagesFrench Guns Technical Data 1940enrico100% (1)
- UchwytyDocument42 pagesUchwytyharlyganNo ratings yet
- Mil C 71186Document58 pagesMil C 71186Bob BarkerNo ratings yet
- B 93 - B 93m - 00 - Qjkzl0i5m00tukveDocument5 pagesB 93 - B 93m - 00 - Qjkzl0i5m00tukvemalika_00No ratings yet
- USMC Technical Data Sheet For Less Than Lethal Munitions Demolition Associated Items USA 2007Document103 pagesUSMC Technical Data Sheet For Less Than Lethal Munitions Demolition Associated Items USA 2007jobseekeramatx100% (1)
- M739Document2 pagesM739helmi_surya2003No ratings yet
- CementDocument8 pagesCementjitendraNo ratings yet
- 25mm Ammunition: The Ammunition Choice For Ground, Sea and Air PlatformsDocument2 pages25mm Ammunition: The Ammunition Choice For Ground, Sea and Air PlatformsEnriquenf50% (2)
- Fz6Ry Fz6RycDocument79 pagesFz6Ry Fz6RycOscar FernandezNo ratings yet
- SmallCaliber AmmoBookDocument54 pagesSmallCaliber AmmoBookbondw23No ratings yet
- Mil C 70663BDocument37 pagesMil C 70663BliborboleslavNo ratings yet
- Cased Telescoped Small Arms SystemsDocument17 pagesCased Telescoped Small Arms Systemsthatguy96100% (1)
- Forc106 - Module 9Document13 pagesForc106 - Module 9kimberlyn odoñoNo ratings yet
- 5.56 NATO Duplication LoadsDocument4 pages5.56 NATO Duplication Loadswatch_sutNo ratings yet
- HTTPWWW Witu Mil Plwwwbiuletynzeszyty20060097p29 PDFDocument12 pagesHTTPWWW Witu Mil Plwwwbiuletynzeszyty20060097p29 PDFbicaniNo ratings yet
- L KDVLCK GDSK Glkopddfpijoho (TRRT RWRLWQKR KW:LRWDocument2 pagesL KDVLCK GDSK Glkopddfpijoho (TRRT RWRLWQKR KW:LRWninatenaNo ratings yet
- MIl-C-70508 Municion Cal. 9 MMDocument17 pagesMIl-C-70508 Municion Cal. 9 MMDavid BasanteNo ratings yet
- 9mm Luger 147GR FMJ Flat SubsonicDocument1 page9mm Luger 147GR FMJ Flat SubsonicPablo Dalia CuevasNo ratings yet
- The Truth About 308 Win and 762 NATODocument8 pagesThe Truth About 308 Win and 762 NATOjrsaw27No ratings yet
- Air Rifle AccessoriesDocument6 pagesAir Rifle AccessoriespreceptiveinquirerNo ratings yet
- Forc106 - Module 4 NewDocument21 pagesForc106 - Module 4 Newkimberlyn odoñoNo ratings yet
- Projectile, 155-Millimeter: Illuminating, M485 SeriesDocument3 pagesProjectile, 155-Millimeter: Illuminating, M485 SeriesHijk MarouNo ratings yet
- NTTF Press Tool Standards Ebook GeneralDocument231 pagesNTTF Press Tool Standards Ebook GeneralKvs PhaniNo ratings yet
- Ballistic LevelDocument4 pagesBallistic LevelJon KunbergerNo ratings yet
- Forc106 - Module 4 NewDocument8 pagesForc106 - Module 4 Newkimberlyn odoñoNo ratings yet
- Ammunition and BulletDocument17 pagesAmmunition and BulletAllyson DetruzNo ratings yet
- Saami FaqsDocument22 pagesSaami Faqsbo cephusNo ratings yet
- Polish 5.7x28 Vs 4.6x30mm ComparisonDocument9 pagesPolish 5.7x28 Vs 4.6x30mm Comparisonktoggunner100% (1)
- Jags Smallarms Tables: Damage For Firearms Is Calculated AsDocument5 pagesJags Smallarms Tables: Damage For Firearms Is Calculated Asdiogocarneiro75No ratings yet
- Mil DTL 32175Document38 pagesMil DTL 32175ashishlawaniaNo ratings yet
- Api 579 7 PDF FreeDocument16 pagesApi 579 7 PDF FreeJacson FonsecaNo ratings yet
- Zastava Arms MIL Catalog 2011Document48 pagesZastava Arms MIL Catalog 2011Mario Lopez100% (5)
- O Ring Stretch & Fill & SqueezeDocument9 pagesO Ring Stretch & Fill & SqueezeGaurav MahajanNo ratings yet
- Tactical Gun Digest: The World's Greatest Tactical Firearm and Gear BookFrom EverandTactical Gun Digest: The World's Greatest Tactical Firearm and Gear BookRating: 5 out of 5 stars5/5 (1)
- Counter Sniper Manual - The Official US Army ManualFrom EverandCounter Sniper Manual - The Official US Army ManualNo ratings yet
- Practical Guide to the Operational Use of the SVD Sniper RifleFrom EverandPractical Guide to the Operational Use of the SVD Sniper RifleRating: 2.5 out of 5 stars2.5/5 (2)
- Counter Sniper Handbook - Eliminate the Risk with the Official US Army Manual: Suitable Countersniping Equipment, Rifles, Ammunition, Noise and Muzzle Flash, Sights, Firing Positions, Typical Countersniper Situations and Decisive Reaction to the AttackFrom EverandCounter Sniper Handbook - Eliminate the Risk with the Official US Army Manual: Suitable Countersniping Equipment, Rifles, Ammunition, Noise and Muzzle Flash, Sights, Firing Positions, Typical Countersniper Situations and Decisive Reaction to the AttackRating: 3 out of 5 stars3/5 (1)
- Mil DTL 45010BDocument14 pagesMil DTL 45010BShofi MuktianaNo ratings yet
- Monitoring Vanadium Oxytricholoride ImpuritiesDocument1 pageMonitoring Vanadium Oxytricholoride ImpuritiesShofi MuktianaNo ratings yet
- Summary of Emerging Titanium Cost Reduction TechnologiesDocument59 pagesSummary of Emerging Titanium Cost Reduction TechnologiesShofi MuktianaNo ratings yet
- Eect of Reaction Temperature On Cvd-Made Tio Primary Particle DiameterDocument9 pagesEect of Reaction Temperature On Cvd-Made Tio Primary Particle DiameterShofi MuktianaNo ratings yet
- Modeling Ignition and Thermal Wave Progression in Binary Granular Pyrotechnic CompositionsDocument11 pagesModeling Ignition and Thermal Wave Progression in Binary Granular Pyrotechnic CompositionsShofi MuktianaNo ratings yet
- 661catalysis-Assisted Decomposition of Aqueous 2, 4, 6-TrinitrotolueneDocument4 pages661catalysis-Assisted Decomposition of Aqueous 2, 4, 6-TrinitrotolueneShofi MuktianaNo ratings yet
- Chapter 7: Precipitation ProcessesDocument25 pagesChapter 7: Precipitation ProcessesShofi MuktianaNo ratings yet
- Land Armaments in EuropeDocument18 pagesLand Armaments in EuropeShofi MuktianaNo ratings yet
- Ethics of Chemical Weapons Research: Poison Gas in World War OneDocument24 pagesEthics of Chemical Weapons Research: Poison Gas in World War OneShofi MuktianaNo ratings yet
- 2017 Book OneHundredYearsOfChemicalWarfa PDFDocument404 pages2017 Book OneHundredYearsOfChemicalWarfa PDFShofi MuktianaNo ratings yet
- Pelt HandlingDocument28 pagesPelt HandlingRalf Snell0% (1)
- Breach of ContractDocument27 pagesBreach of ContractTsholofelo50% (4)
- SWOT AnalysisDocument13 pagesSWOT AnalysisEdchel EspeñaNo ratings yet
- @ 34TH Batch Grad Prog.Document16 pages@ 34TH Batch Grad Prog.Bryle Sphencer Sarcauga MiñozaNo ratings yet
- Villaflor, Jesus Jr. O 2019-30506Document5 pagesVillaflor, Jesus Jr. O 2019-30506Jesus Villaflor Jr.No ratings yet
- Applications of Rational ExpressionsDocument3 pagesApplications of Rational ExpressionslzttimNo ratings yet
- A Sound of Thunder - Reading Response ADocument3 pagesA Sound of Thunder - Reading Response AAhsan HomarNo ratings yet
- HCH416A - Inorg. Syst. Metal Clusters 2Document19 pagesHCH416A - Inorg. Syst. Metal Clusters 2Rangwani NesbitNo ratings yet
- Ohio Department of Transportation: Highway Plan Reading ManualDocument68 pagesOhio Department of Transportation: Highway Plan Reading ManualMwesigwa Dani100% (1)
- Session 6 Dar5Document36 pagesSession 6 Dar5Jas CariñoNo ratings yet
- New Menu-Dine-In Updated VersionDocument2 pagesNew Menu-Dine-In Updated Versionapi-255158936No ratings yet
- GEMs of Heaven - GOD's Eternal Memory StonesDocument5 pagesGEMs of Heaven - GOD's Eternal Memory StonesswijcomNo ratings yet
- Enhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessDocument14 pagesEnhancing Efficiency and Reliability: Automation of Oil Desalination and Dehydration ProcessYunusov ZiyodulloNo ratings yet
- Bronchiectasis in nonCF in ChildrenDocument9 pagesBronchiectasis in nonCF in ChildrenathaNo ratings yet
- Felcom 15 Servi̇s ManualDocument236 pagesFelcom 15 Servi̇s ManualAnıl Kahya75% (8)
- Kami Export - SCOPE The Necklace PlayDocument4 pagesKami Export - SCOPE The Necklace Playava riciglianoNo ratings yet
- Zhengjue KAC User Manual - Toshiba Air ConditionerDocument10 pagesZhengjue KAC User Manual - Toshiba Air ConditionerAS Simple AutmationNo ratings yet
- ECGBiometricsMACS13 Sumair v5 ResearchGateDocument7 pagesECGBiometricsMACS13 Sumair v5 ResearchGatearlikaNo ratings yet
- Iran (Persian) Architecture & Folk Arts: Shan Jasper O. TorresDocument24 pagesIran (Persian) Architecture & Folk Arts: Shan Jasper O. TorresGlenda DenosoNo ratings yet
- SynopsisDocument2 pagesSynopsisSanketDhandeNo ratings yet
- Village Cleanliness Index & SLWM IndexDocument16 pagesVillage Cleanliness Index & SLWM Indexpunu904632No ratings yet
- (Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsDocument72 pages(Number) (Case Title) Docket No. - Date - Topic - Ponente - Digest Maker Petitioner: Respondents: Case Doctrine: FactsJohn Rey FerarenNo ratings yet
- W005F.... W10F: 1.5 A 50 V To 1000 VDocument4 pagesW005F.... W10F: 1.5 A 50 V To 1000 VBraulio Manuel Trejo PerezNo ratings yet
- Research Methodology Topic: Study of Advertising Agencies 1. ObjectiveDocument6 pagesResearch Methodology Topic: Study of Advertising Agencies 1. Objectivereena sharmaNo ratings yet
- Success All Adds Up To An Understanding of Maths: A Military Operation To Finish Off The NibblesDocument1 pageSuccess All Adds Up To An Understanding of Maths: A Military Operation To Finish Off The Nibblesapi-102020601No ratings yet
- AnnualReport - 2013 - BSPDocument88 pagesAnnualReport - 2013 - BSPlito77No ratings yet
- Adh DemolitionDocument10 pagesAdh Demolitionruel solteroNo ratings yet
- Design and Fabrication of A Blanking Tool: Gopi Krishnan. C (30408114309) (30408114092)Document44 pagesDesign and Fabrication of A Blanking Tool: Gopi Krishnan. C (30408114309) (30408114092)Daniel Saldaña ANo ratings yet
- WWW Echalone COM: Techalon EDocument26 pagesWWW Echalone COM: Techalon EVara Prasad VemulaNo ratings yet
- Mcdonald's - Group 5Document57 pagesMcdonald's - Group 5Thanh Trà100% (1)