Download as pdf or txt
You might also like
- Level One Genie Warlock Character SheetDocument4 pagesLevel One Genie Warlock Character SheetjeremyskeeleNo ratings yet
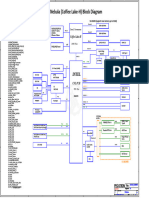
- NBL N15 MBDocument96 pagesNBL N15 MBaka.virtuozNo ratings yet
- Werecrab - Monsters - Homebrew - D&D BeyondDocument1 pageWerecrab - Monsters - Homebrew - D&D BeyondKris MNo ratings yet
- Lotro Mines of Moria ManualDocument42 pagesLotro Mines of Moria ManualPsicoterapia Para TodosNo ratings yet
- (Guide Event) The Magician For Dummies PDFDocument8 pages(Guide Event) The Magician For Dummies PDFKeyshin Hattori No MinamotoNo ratings yet
- Cheat Sheet MatrixDocument8 pagesCheat Sheet MatrixstevebullNo ratings yet
- MT-X Guide PDFDocument2 pagesMT-X Guide PDFnokdiegoNo ratings yet
- User Manual - CR-2020 - ENDocument16 pagesUser Manual - CR-2020 - ENEnache DanielNo ratings yet
- Dragonflame RulesDocument5 pagesDragonflame RulesJuani RománNo ratings yet
- "World's Greatest Card Game": WizardDocument1 page"World's Greatest Card Game": WizardΝικόλας ΙωάννουNo ratings yet
- User Manual - Ender-5 - EN V.2.0Document20 pagesUser Manual - Ender-5 - EN V.2.0David MasferrerNo ratings yet
- The Dragon Citadel Tarokka Deck Card GameDocument4 pagesThe Dragon Citadel Tarokka Deck Card GameАлексей Журавлев0% (1)
- Stratego: The Object of The Game Is To Capture Your Opponent's FlagDocument4 pagesStratego: The Object of The Game Is To Capture Your Opponent's FlagSean GaynorNo ratings yet
- Computer Science 3d PrinterDocument13 pagesComputer Science 3d PrinterCharmaine TehNo ratings yet
- Moria RulesDocument22 pagesMoria RulesVeit Von FürstNo ratings yet
- ROBO R1 Plus User Manual PDFDocument202 pagesROBO R1 Plus User Manual PDFGerardo SanchezNo ratings yet
- ElvesDocument3 pagesElvesCesar ManNo ratings yet
- 7b Shards of Infinity RulebookDocument16 pages7b Shards of Infinity RulebookFerenc SchvanbergerNo ratings yet
- MakerBot Replicator2 User ManualDocument60 pagesMakerBot Replicator2 User ManualElvis SeowNo ratings yet
- 7 - 7 Rules SheetDocument4 pages7 - 7 Rules SheetBruno SilvanoNo ratings yet
- MegaMan TCG - Current Rules DocumentDocument1 pageMegaMan TCG - Current Rules DocumentmrtibblesNo ratings yet
- mUVe 3D DLP Printer Raspberry Pi 2 and nanoDLPDocument40 pagesmUVe 3D DLP Printer Raspberry Pi 2 and nanoDLPconcursos_2010No ratings yet
- 3dpg - Do It YourselfDocument36 pages3dpg - Do It YourselfErmenegildo Morcillo CifuentesNo ratings yet
- Rule Amendments, in GeneralDocument9 pagesRule Amendments, in GeneralEdmund T. DeanNo ratings yet
- Mephisto The Card GameDocument10 pagesMephisto The Card GameFacuCabaNo ratings yet
- MT v1.0 PDFDocument2 pagesMT v1.0 PDFAamir JaffryNo ratings yet
- BBP AA v5Document4 pagesBBP AA v5Brett ChamberlinNo ratings yet
- Designing 3d Printers 9-25Document17 pagesDesigning 3d Printers 9-25tanzeem ansariNo ratings yet
- ScuttleDocument10 pagesScuttleZinzNo ratings yet
- What You Need To Know What You Need To Do: Ranged Combat Cheat SheetDocument1 pageWhat You Need To Know What You Need To Do: Ranged Combat Cheat SheetAnonymous 2UAIvU04FNo ratings yet
- The Colossal Compendium 2Document25 pagesThe Colossal Compendium 2Mark IomNo ratings yet
- CCC-BMG MOON 3-2 - Within Dwarvenholm v2.0Document30 pagesCCC-BMG MOON 3-2 - Within Dwarvenholm v2.0MarianoNo ratings yet
- Strahd - SpellsDocument2 pagesStrahd - SpellsYousaf DilshadNo ratings yet
- Manual 3dDocument81 pagesManual 3denglopes100% (1)
- Current TrendsDocument13 pagesCurrent TrendsENRIQUEZ, JETHRO C.No ratings yet
- Anime d20 SRD v1.0 - Chap01Document3 pagesAnime d20 SRD v1.0 - Chap01Rémy TrepanierNo ratings yet
- Faqs - Dremel Digilab 3D Printers: What Is 3D Printing?Document15 pagesFaqs - Dremel Digilab 3D Printers: What Is 3D Printing?Noé VargasNo ratings yet
- D20 Modern - Dragonstar - Starfarer's Handbook PDFDocument177 pagesD20 Modern - Dragonstar - Starfarer's Handbook PDFkurage57No ratings yet
- FAQ v9.0Document16 pagesFAQ v9.0Michael PoNo ratings yet
- Dungeon Master's Guide: Credits D&D Staff-Head Dungeon Master: D&D Adventurers League AdministratorsDocument4 pagesDungeon Master's Guide: Credits D&D Staff-Head Dungeon Master: D&D Adventurers League AdministratorsCristian JimenezNo ratings yet
- 6E Conversion FinalDocument95 pages6E Conversion FinalDonald KeebaughNo ratings yet
- Narrative Initiative: BasicsDocument1 pageNarrative Initiative: Basicsenginbey playsNo ratings yet
- Archetype Tinkerer v1.2Document3 pagesArchetype Tinkerer v1.2Nathan ShorttNo ratings yet
- The Homebrewery - NaturalCritDocument18 pagesThe Homebrewery - NaturalCritShaadJackNo ratings yet
- Planescape: Torment ManualDocument48 pagesPlanescape: Torment ManualplanescraftNo ratings yet
- New Characters: Aftermath - Rule Set Ver. 2.5Document10 pagesNew Characters: Aftermath - Rule Set Ver. 2.5Ellen RipleyNo ratings yet
- Might and Magic - Book I (Manual)Document41 pagesMight and Magic - Book I (Manual)qazzartNo ratings yet
- FOR Players Ages: StrategoDocument6 pagesFOR Players Ages: Strategonew2trackNo ratings yet
- All TalentsDocument22 pagesAll TalentsAlexNo ratings yet
- Newcomer Friendly RulesDocument5 pagesNewcomer Friendly RulesHechmi KilaniNo ratings yet
- Limitless SamplerDocument11 pagesLimitless Samplerjaxon dartNo ratings yet
- The Knaak HackDocument50 pagesThe Knaak HackfeltroNo ratings yet
- Character ConstructionDocument7 pagesCharacter ConstructionNfikfNo ratings yet
- Adventure TemplateDocument3 pagesAdventure TemplateJ aasNo ratings yet
- Anycubic Kobra Neo 20230109 V0.1.0 EnglishDocument34 pagesAnycubic Kobra Neo 20230109 V0.1.0 EnglishcarlosNo ratings yet
- CR 10Document16 pagesCR 10PETER LOCKNo ratings yet
- Pro2-Series: Quick Start GuideDocument31 pagesPro2-Series: Quick Start Guidejair perezNo ratings yet
- Orbeat d100 Manual PDFDocument24 pagesOrbeat d100 Manual PDFJorge CarrieriNo ratings yet
- Ender 3 Max Neo SM 001 - Use ManuaDocument24 pagesEnder 3 Max Neo SM 001 - Use ManuaDARKMITNo ratings yet
- User Manual - Common Printer - Touch - ENDocument16 pagesUser Manual - Common Printer - Touch - ENEnache DanielNo ratings yet
- CL 60 SM 005 User Manual En)Document24 pagesCL 60 SM 005 User Manual En)NoahNo ratings yet
- Customer Churn Prediction Using Machine Learning: D. Deepika, Nihal ChandraDocument14 pagesCustomer Churn Prediction Using Machine Learning: D. Deepika, Nihal ChandraKarthik 1100% (1)
- Vissim Training - 12. Dynamic RoutesDocument18 pagesVissim Training - 12. Dynamic Routesachmad andhikaNo ratings yet
- Digital LiteracyDocument17 pagesDigital LiteracyKayla Marie Cago100% (1)
- Vizio - E422va - Service ManualDocument192 pagesVizio - E422va - Service Manualmaster -DvNo ratings yet
- SC4860-48120 (-MPV) User Manual EN 202107Document23 pagesSC4860-48120 (-MPV) User Manual EN 202107Nattachai BoonchooNo ratings yet
- BANA 2 ReviewerDocument6 pagesBANA 2 ReviewerDELOS REYES, PATRICK JEROME B.No ratings yet
- 09 Office Ergonomics Rev 0 KIPIC-HSESF-SYSOH-18-1603Document37 pages09 Office Ergonomics Rev 0 KIPIC-HSESF-SYSOH-18-1603rajeshwarNo ratings yet
- Statistics Report To DistributeDocument5 pagesStatistics Report To DistributeNaye TomawisNo ratings yet
- Keyless Entry (Diagnostics)Document28 pagesKeyless Entry (Diagnostics)rwNo ratings yet
- How To Update Your Belkin Router Firmware. Step by Step GuideDocument4 pagesHow To Update Your Belkin Router Firmware. Step by Step Guidejackherry1990No ratings yet
- Spice Money Terms and ConditionsDocument7 pagesSpice Money Terms and Conditionssatya durga prasad kalagantiNo ratings yet
- Apple Macbook Pro A1425 - 051 9216Document80 pagesApple Macbook Pro A1425 - 051 9216gnorma100% (1)
- 8251 UsartDocument21 pages8251 UsartVanmathi MNo ratings yet
- Ultra-Portable Protection Test Set and CalibratorDocument16 pagesUltra-Portable Protection Test Set and CalibratorAsdera CodigoNo ratings yet
- Itfm Assignment Group 5Document14 pagesItfm Assignment Group 5Rohith NNo ratings yet
- Release Notes: IT Guru Systems PlannerDocument13 pagesRelease Notes: IT Guru Systems Plannerعبدالعزيز مسعودNo ratings yet
- Case Study Reinventing Singapore Libraries PDFDocument2 pagesCase Study Reinventing Singapore Libraries PDFNicole SilayaNo ratings yet
- Entity-Relationship DiagramDocument7 pagesEntity-Relationship DiagramPratik KakaniNo ratings yet
- C-More Complete ManualDocument277 pagesC-More Complete ManualNatan HernandezNo ratings yet
- Wireless Data Encryption and Decryption Using RFDocument4 pagesWireless Data Encryption and Decryption Using RFsanthosh100% (1)
- Class Xii Webapplication Unit1Document7 pagesClass Xii Webapplication Unit1Riya DuttNo ratings yet
- Soma Arm Major AssignmentDocument13 pagesSoma Arm Major AssignmentIslamic Video'sNo ratings yet
- WindchillCustomizationGuide 12 0 2 0 PDFDocument2,477 pagesWindchillCustomizationGuide 12 0 2 0 PDFsumanth athreyaNo ratings yet
- 6.G Performance Qualification (PQ)Document2 pages6.G Performance Qualification (PQ)محمد گراوندNo ratings yet
- ASHRAE Student Membership GuidelinesDocument3 pagesASHRAE Student Membership GuidelinesSaung KuringNo ratings yet
- ADV EXCEL ANS - Corporate Finance InstituteDocument17 pagesADV EXCEL ANS - Corporate Finance Instituteolaomotito hossana100% (1)
- HCI - QB Unit4Document15 pagesHCI - QB Unit4Shruthi SNo ratings yet
- DemonSteele v0.9 CreditsDocument5 pagesDemonSteele v0.9 CreditsАнтон ГорбуновNo ratings yet
- RonokDocument2 pagesRonokRupa KhanNo ratings yet