Download as pdf or txt
You might also like
- Civil Engineering Materials by Nagaratnam SivakuganDocument446 pagesCivil Engineering Materials by Nagaratnam SivakuganMario Trotea100% (1)
- Blast Resistant Buildingppt - CompressDocument35 pagesBlast Resistant Buildingppt - CompressAmal RobeenNo ratings yet
- Vol.2. Introduction To Hydraulic CylinderDocument54 pagesVol.2. Introduction To Hydraulic CylinderQ.S.Khan100% (6)
- Lesson Plan Format - AETDDocument3 pagesLesson Plan Format - AETDParama GuruNo ratings yet
- Hydrodynamic Bearings: A General Guide To The Principles, Operation and Troubleshooting ofDocument28 pagesHydrodynamic Bearings: A General Guide To The Principles, Operation and Troubleshooting ofعبد الرحمنNo ratings yet
- Thrust Bearing Manual PDFDocument28 pagesThrust Bearing Manual PDFAkarshan SoodNo ratings yet
- Bearings PDFDocument28 pagesBearings PDFKapil PudasainiNo ratings yet
- The Principles, Operation and Troubleshooting-DikonversiDocument37 pagesThe Principles, Operation and Troubleshooting-DikonversiHendra wahyudiNo ratings yet
- D-2 Governor (SD-01-503)Document4 pagesD-2 Governor (SD-01-503)emmanuelNo ratings yet
- G Head DimensionalDocument1 pageG Head DimensionalSergio Andres Ramos CarmonaNo ratings yet
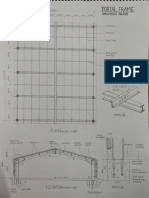
- Detail: Column PurlinDocument2 pagesDetail: Column PurlinAshutosh SinghNo ratings yet
- PortalDocument2 pagesPortalAshutosh SinghNo ratings yet
- Orifice Service ManualDocument8 pagesOrifice Service ManualsaiNo ratings yet
- Admin/RegDocument1 pageAdmin/Reg22g4colgNo ratings yet
- COO Dan Brosur Trafo SchneiderDocument6 pagesCOO Dan Brosur Trafo SchneiderMasa Sinar MuliaNo ratings yet
- Technical Service Information: Line Pressure TestDocument20 pagesTechnical Service Information: Line Pressure TestEdgarditoNo ratings yet
- Scan 17 Jan 2022Document1 pageScan 17 Jan 2022rohit narayanNo ratings yet
- QP10-Q-614 Rev0 Typical Drainage DetailsDocument1 pageQP10-Q-614 Rev0 Typical Drainage DetailsnawajhaNo ratings yet
- 固定式42主机Document2 pages固定式42主机lly521002No ratings yet
- Seal Cassette ChestertonDocument6 pagesSeal Cassette ChestertonManrry LozadaNo ratings yet
- Governor D-2 Service ManualDocument4 pagesGovernor D-2 Service ManualLuis Eduardo Albarracin Rugeles100% (1)
- 110005261-40 145KV 630dia 2T With CK BaseDocument5 pages110005261-40 145KV 630dia 2T With CK BasekaasroNo ratings yet
- Denison T6 Vane Pump PDFDocument19 pagesDenison T6 Vane Pump PDFZoran JankovNo ratings yet
- Adobe Scan 02-Jun-2021Document2 pagesAdobe Scan 02-Jun-2021Ashutosh SinghNo ratings yet
- AR 4550 Lever Installation InstructionDocument2 pagesAR 4550 Lever Installation InstructionciroNo ratings yet
- ROC-MSE-SPC-00157 - 01-Standard Pipe Support PDFDocument136 pagesROC-MSE-SPC-00157 - 01-Standard Pipe Support PDFAob AprilNo ratings yet
- Dome AbcsDocument1 pageDome AbcsRiddhi BhutadaNo ratings yet
- Engine V 8Document14 pagesEngine V 8mohamed sidkyNo ratings yet
- FS 02 (1) ModelDocument1 pageFS 02 (1) ModelEngr.Muhammad ObaidullahNo ratings yet
- 20103-A-B-Shree Fibre Glass Plc50x32x160ctDocument1 page20103-A-B-Shree Fibre Glass Plc50x32x160ctAshutosh JareNo ratings yet
- MD0017 (Ue6 MK2)Document1 pageMD0017 (Ue6 MK2)ANDRES CASTRONo ratings yet
- RMS Blancking PlugDocument3 pagesRMS Blancking PlugAzat100% (2)
- Adams Rite 4590, 4591 Paddles Installation InstructionsDocument2 pagesAdams Rite 4590, 4591 Paddles Installation Instructionsgi-locksmithNo ratings yet
- 7-12-0006 Rev6 (Angle Leg Support)Document2 pages7-12-0006 Rev6 (Angle Leg Support)sumit kumarNo ratings yet
- VIS Standard and Wheel Motors 45 Series: Parts and Repair InformationDocument14 pagesVIS Standard and Wheel Motors 45 Series: Parts and Repair Informationeaglego00100% (1)
- Typical Cross Section: 7.50 MT Carriageway 0.45 MT 0.90 0.10 MT GAPDocument1 pageTypical Cross Section: 7.50 MT Carriageway 0.45 MT 0.90 0.10 MT GAPashish solankiNo ratings yet
- Air Governor TrucksDocument4 pagesAir Governor TrucksMaldwin MenorcaNo ratings yet
- 0602 - 2 - 222 Conexiones de Escaleras de Mano A Las Plataformas 450mmDocument3 pages0602 - 2 - 222 Conexiones de Escaleras de Mano A Las Plataformas 450mmJavier BastardoNo ratings yet
- Tgdiuw Ypis Abs: OooohoooopooDocument2 pagesTgdiuw Ypis Abs: OooohoooopooRiddhi ShrivastwaNo ratings yet
- Qa 7 Wa380-3 Demand - ValveDocument1 pageQa 7 Wa380-3 Demand - ValveEndraNo ratings yet
- Approval Drawing 630kVA 20kV 400V Dyn5 OutdoorDocument5 pagesApproval Drawing 630kVA 20kV 400V Dyn5 OutdoorMassNovNo ratings yet
- 300028004-A Gas Only Burner MachineDocument1 page300028004-A Gas Only Burner Machinetom7132414No ratings yet
- Thrustor ST-520-18Document1 pageThrustor ST-520-18So VonNo ratings yet
- Ges-18 Mkii DC - Ga - Ges-18 Mkii DC - 23-08-2019Document1 pageGes-18 Mkii DC - Ga - Ges-18 Mkii DC - 23-08-2019mustafasenbagci3693No ratings yet
- Flush Door - Rupali GoyelDocument7 pagesFlush Door - Rupali GoyelREVIEW 360No ratings yet
- TECO AEEB AEVB-Pump (Dimension)Document6 pagesTECO AEEB AEVB-Pump (Dimension)Naqib FuadNo ratings yet
- Twin DiscDocument12 pagesTwin Discppd brcgNo ratings yet
- Shop Lay-OutDocument1 pageShop Lay-OutRobinson ConcordiaNo ratings yet
- GA800 BB NPT SW GA Specs SW-f55Document1 pageGA800 BB NPT SW GA Specs SW-f55Priyanka rajpurohitNo ratings yet
- Graphics Ex 3Document1 pageGraphics Ex 3Keedan JosephNo ratings yet
- Check ValvesDocument1 pageCheck ValvesZohaib MaqboolNo ratings yet
- Sno M BBB FD 80 189 Rev CDocument1 pageSno M BBB FD 80 189 Rev CAnonymous p0iwBoNo ratings yet
- Esquemas, Manuales, Especificaciones y Diagramas para Volante y Columna Case CE - Tienda MyCNHi de EE. UU.Document3 pagesEsquemas, Manuales, Especificaciones y Diagramas para Volante y Columna Case CE - Tienda MyCNHi de EE. UU.EdwinNo ratings yet
- SPANISH LAMBRETTA Li125 & Li150 Series 3 & JET 200 With 6 Pole Stator Plate Without BatteryDocument1 pageSPANISH LAMBRETTA Li125 & Li150 Series 3 & JET 200 With 6 Pole Stator Plate Without BatteryItacimar BrasilNo ratings yet
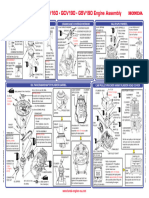
- Engine Assembly gcv135 190 enDocument1 pageEngine Assembly gcv135 190 enCindy SymonsNo ratings yet
- Scan 17 Jan 2022Document1 pageScan 17 Jan 2022rohit narayanNo ratings yet
- Maddy5 4Document1 pageMaddy5 4madhuvanthis21No ratings yet
- 55F-SSS-A198R4 CascadeDocument6 pages55F-SSS-A198R4 CascadePako UribeNo ratings yet
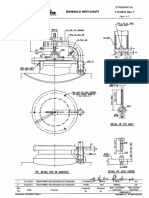
- Ormo Engneers: India Limited A Manhole With DavitDocument2 pagesOrmo Engneers: India Limited A Manhole With DavitsahilNo ratings yet
- Description Rev. CHKD Date BYDocument2 pagesDescription Rev. CHKD Date BYsime58No ratings yet
- Cascade 100F-SSS-B084R1 (4.6 Ton)Document6 pagesCascade 100F-SSS-B084R1 (4.6 Ton)Adriana TamashiroNo ratings yet
- DWG CP18 20755 01 REV01 Ga Drawing PDFDocument1 pageDWG CP18 20755 01 REV01 Ga Drawing PDFEnriquinoNo ratings yet
- The Vanishing Present: Wisconsin's Changing Lands, Waters, and WildlifeFrom EverandThe Vanishing Present: Wisconsin's Changing Lands, Waters, and WildlifeDonald M. WallerRating: 4 out of 5 stars4/5 (1)
- Load Sharing, Leveling and Centring of Hydro MachineDocument4 pagesLoad Sharing, Leveling and Centring of Hydro MachineHrshiya SharmaNo ratings yet
- InterstateDocument11 pagesInterstateHrshiya SharmaNo ratings yet
- Date of Next Increment in The Revised Pay Structure Under Rule 10 of Haryana Civil Service Revised Pay Rules, 2008Document3 pagesDate of Next Increment in The Revised Pay Structure Under Rule 10 of Haryana Civil Service Revised Pay Rules, 2008Hrshiya SharmaNo ratings yet
- Spherical Valves WEBDocument2 pagesSpherical Valves WEBHrshiya SharmaNo ratings yet
- Bihar Electricity Regulatory CommissionDocument16 pagesBihar Electricity Regulatory CommissionHrshiya SharmaNo ratings yet
- Spherical Valve Technical DescriptionDocument12 pagesSpherical Valve Technical DescriptionHrshiya SharmaNo ratings yet
- Spherical ValveDocument4 pagesSpherical ValveHrshiya SharmaNo ratings yet
- The Procedures Followed in The Decision Making Process, Including Channels of Supervision and Accountability Public Works MinisterDocument6 pagesThe Procedures Followed in The Decision Making Process, Including Channels of Supervision and Accountability Public Works MinisterHrshiya SharmaNo ratings yet
- International Standard: Norme InternationaleDocument17 pagesInternational Standard: Norme InternationaleHrshiya Sharma0% (1)
- Adobe Scan Jun 16, 2022Document1 pageAdobe Scan Jun 16, 2022Hrshiya SharmaNo ratings yet
- Sor Sop 25sepDocument23 pagesSor Sop 25sepHrshiya SharmaNo ratings yet
- EQAG: Protection Section: Page 1 of 2Document2 pagesEQAG: Protection Section: Page 1 of 2Hrshiya SharmaNo ratings yet
- FC 15 2009 1Document10 pagesFC 15 2009 1Hrshiya SharmaNo ratings yet
- ACSR ConductorDocument13 pagesACSR ConductorHrshiya SharmaNo ratings yet
- Motilal Oswal MSCI EAFE Top 100 Select Index Fund - FAQDocument2 pagesMotilal Oswal MSCI EAFE Top 100 Select Index Fund - FAQHrshiya SharmaNo ratings yet
- EQAG: Protection Section: Page 1 of 2Document2 pagesEQAG: Protection Section: Page 1 of 2Hrshiya SharmaNo ratings yet
- Panjab University Chandigarh List of Graduates - 2020 District: KurukshetraDocument47 pagesPanjab University Chandigarh List of Graduates - 2020 District: KurukshetraHrshiya SharmaNo ratings yet
- NIT Dehar-5, 11.11.2017Document82 pagesNIT Dehar-5, 11.11.2017Hrshiya SharmaNo ratings yet
- Telephone Numbers of Operation Circle KurukshetraDocument2 pagesTelephone Numbers of Operation Circle KurukshetraHrshiya Sharma100% (1)
- MCThanesarDocument1 pageMCThanesarHrshiya SharmaNo ratings yet
- Unit Iii: List The Basic Arrangements in Hydrostatic Drives. May/June2013Document20 pagesUnit Iii: List The Basic Arrangements in Hydrostatic Drives. May/June2013Hrshiya SharmaNo ratings yet
- Our Lady of Guadalupe Minor Seminary Area A Table of Specification 1 Quarter Mathematics 11 School Year: 2020-2021Document2 pagesOur Lady of Guadalupe Minor Seminary Area A Table of Specification 1 Quarter Mathematics 11 School Year: 2020-2021Bernadette Remigio - JovellanosNo ratings yet
- Test 5Document17 pagesTest 5Robert ChiraNo ratings yet
- Assignment 2 EquilibriumDocument5 pagesAssignment 2 EquilibriumNirmit PatilNo ratings yet
- Drilled Cast-In-Place Pile Design Based On ACI 318-08Document17 pagesDrilled Cast-In-Place Pile Design Based On ACI 318-08Habibur RahmanNo ratings yet
- Local Buckling Analysis of Multi-Sided Steel Tube SectionsDocument18 pagesLocal Buckling Analysis of Multi-Sided Steel Tube Sectionsjackcan501No ratings yet
- Higher Mathematics 1 (Eng)Document5 pagesHigher Mathematics 1 (Eng)joseph.kabaso96No ratings yet
- Chapter 3 Microsopy and Preparation of SpecimenDocument63 pagesChapter 3 Microsopy and Preparation of SpecimenMARIAM AFIFAH NUBAHARINo ratings yet
- Regression Practice Questions 2024Document3 pagesRegression Practice Questions 2024Brian SamendeNo ratings yet
- 1st Summative Test in Mathematics VIDocument3 pages1st Summative Test in Mathematics VIMarilynPajonillanTagnepisNo ratings yet
- Sevenoaks MATHS-Y9-Entrance-2021Document8 pagesSevenoaks MATHS-Y9-Entrance-2021edlaibankNo ratings yet
- ACSEE Physics F5 T3 FluidDynamicsDocument4 pagesACSEE Physics F5 T3 FluidDynamicsKennedy Oswald AikaruwaNo ratings yet
- Sample Problems in BouyancyDocument2 pagesSample Problems in BouyancyJuan HeroNo ratings yet
- Handbook of Single-Molecule Biophysics (HANDBOOK of SINGLE-MOLECULE BIOPHYSICS) by Hinterdorfer, Pe (PDFDrive)Document633 pagesHandbook of Single-Molecule Biophysics (HANDBOOK of SINGLE-MOLECULE BIOPHYSICS) by Hinterdorfer, Pe (PDFDrive)CG CorreaNo ratings yet
- University of Santo TomasDocument5 pagesUniversity of Santo TomasChester GertesNo ratings yet
- MODULE 1. Introduction To DynamicsDocument12 pagesMODULE 1. Introduction To DynamicsAron H Ocampo100% (1)
- Micellar/Polymer Flooding - An Overview: SPE-AIME, Marathon Oil CoDocument13 pagesMicellar/Polymer Flooding - An Overview: SPE-AIME, Marathon Oil Coorenji nimong crossNo ratings yet
- The Handbook of Computer-Aided Geometric Design: January 2002Document17 pagesThe Handbook of Computer-Aided Geometric Design: January 2002MPD19I001 VITHISHA MNo ratings yet
- Zubair Ahmed MazariDocument3 pagesZubair Ahmed Mazarizee khan100% (1)
- Assignment of Unit V (BAS103, Engineering Maths-I)Document3 pagesAssignment of Unit V (BAS103, Engineering Maths-I)aksmasss8757No ratings yet
- PV Tali Danes H Solution ManualDocument197 pagesPV Tali Danes H Solution ManualSarhad AhmedNo ratings yet
- (3742) Sheet Mathematical Tools e PDFDocument63 pages(3742) Sheet Mathematical Tools e PDFprashant gargNo ratings yet
- Cable L3Document2 pagesCable L3Riccardo AdamiNo ratings yet
- Chap 03 Current Electricity (Revision Notes)Document18 pagesChap 03 Current Electricity (Revision Notes)Ayush ShawNo ratings yet
- Quantum InformationDocument6 pagesQuantum Informationyout ubeNo ratings yet
- AnnalsDocument540 pagesAnnalselderufsjNo ratings yet
- Heat ExchangersDocument16 pagesHeat ExchangersAmarilys RiveraNo ratings yet
- ECN115 Mathematical Methods For Economics and Finance Autumn 2019/20Document2 pagesECN115 Mathematical Methods For Economics and Finance Autumn 2019/20Harry SinghNo ratings yet