Download as pdf or txt
You might also like
- Arcoplate ALLSTEINT FayreDocument4 pagesArcoplate ALLSTEINT Fayrevampiry1972No ratings yet
- Heiden RotatorsGR104DBDocument3 pagesHeiden RotatorsGR104DBsssydorenko100% (1)
- E SN752Document3 pagesE SN752hasan_676489616No ratings yet
- Casting DefectDocument25 pagesCasting Defectravikataria02No ratings yet
- BC 1700 XC Brush Cutter Exploded Parts ListDocument4 pagesBC 1700 XC Brush Cutter Exploded Parts ListΚΩΣΤΑΣ ΜΠΙΡΙΝΤΖΗΣNo ratings yet
- Uk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Document13 pagesUk / India ISO en Ac-France Germany Italy Uni USA USA Japan Aa / Astm SAE LM0 LM2Emba MadrasNo ratings yet
- Thread SpecificationDocument8 pagesThread Specificationsaravana perumal100% (1)
- Basic Metric Thread Chart (M1 - M100) - Fuller Fasteners - Fuller FastenersDocument2 pagesBasic Metric Thread Chart (M1 - M100) - Fuller Fasteners - Fuller FastenersSOURABH KNo ratings yet
- BrassDocument1 pageBrassFred Duarte CaldeiraNo ratings yet
- Bi-Metal BearingsDocument20 pagesBi-Metal BearingsRitz AmbyyNo ratings yet
- Chapter 11-Casting IIDocument80 pagesChapter 11-Casting IIAli Iqbal100% (1)
- Ferrous Metals: General Grade Cast IronsDocument8 pagesFerrous Metals: General Grade Cast IronskkamalakannaNo ratings yet
- Seyi SpecificationDocument8 pagesSeyi SpecificationBharat ChakravartinNo ratings yet
- Micro Crack AdvantagesDocument2 pagesMicro Crack AdvantageshycromeNo ratings yet
- Welding Guide PDFDocument24 pagesWelding Guide PDFJán KožičkaNo ratings yet
- R2T Hose Data Sheet PDFDocument1 pageR2T Hose Data Sheet PDFNagarjunSHNo ratings yet
- Caldie 150216Document12 pagesCaldie 150216Joao100% (2)
- Gear FailureDocument27 pagesGear FailureSheri KhosoNo ratings yet
- Custom Three Post Progressive Stamping Die Design With Feeder CoilerDocument3 pagesCustom Three Post Progressive Stamping Die Design With Feeder CoilerSIMONENo ratings yet
- Non Metallic MaterialsDocument16 pagesNon Metallic Materialsthisisjinesh100% (1)
- Slitting BasicsDocument6 pagesSlitting BasicsHoang LeNo ratings yet
- Reducing of Line StopaggesDocument39 pagesReducing of Line StopaggesSuvro ChakrabortyNo ratings yet
- Convert Your Bearing Dimensions To Bearing Numbers HereDocument8 pagesConvert Your Bearing Dimensions To Bearing Numbers HereNeviemakyNo ratings yet
- Injection MouldingDocument144 pagesInjection MouldingMohamed YahiyahNo ratings yet
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- TopyDocument64 pagesTopyChristiano Calijorne de BarrosNo ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- 9 Information Series Casting of Stainless SteelDocument6 pages9 Information Series Casting of Stainless SteelDgk RajuNo ratings yet
- Moog Pumps RKP Catalog enDocument84 pagesMoog Pumps RKP Catalog enJoaquin rockoNo ratings yet
- Heat Treatment of GearsDocument11 pagesHeat Treatment of GearsManik SinghNo ratings yet
- ISCAR. Turning and Threading ToolsDocument466 pagesISCAR. Turning and Threading ToolsJuan Carlos Encalada100% (2)
- 410Document15 pages410Kaushik Sengupta100% (1)
- 02 Training Program Gear 2013Document56 pages02 Training Program Gear 2013amrit002No ratings yet
- Introduction To Surface EngineeringDocument31 pagesIntroduction To Surface Engineeringlogeshboy007No ratings yet
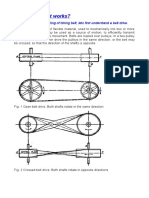
- How Timing Belt WorksDocument7 pagesHow Timing Belt WorksParas ThakurNo ratings yet
- Lec 6 Extrusion Metal WorkingDocument29 pagesLec 6 Extrusion Metal WorkingSidra SaeedNo ratings yet
- Comparison Between Traditional and Innovative SteelsDocument10 pagesComparison Between Traditional and Innovative SteelsIonut AdrianNo ratings yet
- GE Transportation: 3.may.2012 General Tolerance Specification Rev. DDocument6 pagesGE Transportation: 3.may.2012 General Tolerance Specification Rev. DMy Dad My WorldNo ratings yet
- Wire RoadDocument16 pagesWire Road02081987No ratings yet
- Gravity Die CastingsDocument11 pagesGravity Die CastingsSanyam BugateNo ratings yet
- E SN883Document2 pagesE SN883hasan_676489616100% (1)
- Design ParametersDocument25 pagesDesign ParametersNagaraj RaviNo ratings yet
- Plastic Injection Moulding MachinesDocument2 pagesPlastic Injection Moulding MachinesFelipe Doria RibeiroNo ratings yet
- Fittings - ManuliDocument128 pagesFittings - ManuliImmorthalNo ratings yet
- Crane Ball ValveDocument20 pagesCrane Ball ValveRicardo de Jesus Rondon GamboaNo ratings yet
- Hydraulic Cylinder DatasheetDocument25 pagesHydraulic Cylinder DatasheetAlican DevecioğluNo ratings yet
- 1 Polymer Flow Behavior in Injection Molds - . - . - . - . - . - . - . - . - . - . - . - . 1Document10 pages1 Polymer Flow Behavior in Injection Molds - . - . - . - . - . - . - . - . - . - . - . - . 1kannanNo ratings yet
- Permaglide Glijlagers LRDocument76 pagesPermaglide Glijlagers LRVitor GodoyNo ratings yet
- Microsoft PowerPoint - LECTURE3Document36 pagesMicrosoft PowerPoint - LECTURE3Bassel AlshamiNo ratings yet
- Caparo Price ListDocument20 pagesCaparo Price ListkutbiahtNo ratings yet
- Sheet Metal WorkDocument29 pagesSheet Metal WorkSolcastic SoulNo ratings yet
- Wolfgang BleckDocument28 pagesWolfgang Bleckchandan139No ratings yet
- Manual Operacion Torno CNCDocument19 pagesManual Operacion Torno CNCjavier medinaNo ratings yet
- 17 PinsDocument16 pages17 PinsRolffoTello100% (1)
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- CK45 (1.1191)Document3 pagesCK45 (1.1191)alextentwentyNo ratings yet
- DU Sliding Material SpecificationsDocument55 pagesDU Sliding Material SpecificationsMichał AmborNo ratings yet
- Vacuum CastingDocument5 pagesVacuum CastingHarpreetSinghNo ratings yet
- Technical Seminar Intro NEWDocument8 pagesTechnical Seminar Intro NEWPj RaviNo ratings yet
- Steel Strips Wheels Limited - Industrial Training ReportDocument79 pagesSteel Strips Wheels Limited - Industrial Training ReportNktKumarNo ratings yet
- 7.4 - IBCE-6373-C00-FQC-PRC-000-0003 - R5 Painting SpecificationDocument42 pages7.4 - IBCE-6373-C00-FQC-PRC-000-0003 - R5 Painting Specificationveera Satya saiNo ratings yet
- Chapter-3.1 Cementing Materials (Lime)Document19 pagesChapter-3.1 Cementing Materials (Lime)trfuawlachewNo ratings yet
- Resumed An I Al MusaDocument10 pagesResumed An I Al Musaaccmic.accNo ratings yet
- DE 8500 DEF TEC Specification Sheet 1Document2 pagesDE 8500 DEF TEC Specification Sheet 1salustiano chaleNo ratings yet
- Adhesive and SealantDocument36 pagesAdhesive and Sealantlaylayden kaNo ratings yet
- Data List Mesin MHB Rev.01Document4 pagesData List Mesin MHB Rev.01jimivritNo ratings yet
- Introduction To Casting For 3D Printed Jewelry PatternsDocument11 pagesIntroduction To Casting For 3D Printed Jewelry Patternsluis fernando salazar sanchezNo ratings yet
- Guide-Specification-Silikal R61 CQ MDocument9 pagesGuide-Specification-Silikal R61 CQ MVuong Nguyen TatNo ratings yet
- ch4 ModernDocument40 pagesch4 Modernrediet belachewNo ratings yet
- Enviroline 125LV Easy To Apply Epoxy Lining System BrochureDocument2 pagesEnviroline 125LV Easy To Apply Epoxy Lining System BrochureAhmed IbrahimNo ratings yet
- Machining Operations & Parameters: TurningDocument58 pagesMachining Operations & Parameters: Turningomar salahNo ratings yet
- IS 15477 Product ManualDocument4 pagesIS 15477 Product ManualN GANESAMOORTHYNo ratings yet
- F&S - Harvery 270deg LollipopDocument2 pagesF&S - Harvery 270deg LollipopRobotNo ratings yet
- N95 Material List 0609Document2 pagesN95 Material List 0609Christian Marcelo VallejosNo ratings yet
- TVL - SM 11 - w8Document4 pagesTVL - SM 11 - w8CrisTopher L CablaidaNo ratings yet
- Pds Stopaq Paste CZH v5 enDocument2 pagesPds Stopaq Paste CZH v5 enAndyNo ratings yet
- En 10218-1Document14 pagesEn 10218-1Yotam ShalemNo ratings yet
- AA4C Automotive Price List-Infrared Heater Full ListDocument4 pagesAA4C Automotive Price List-Infrared Heater Full Listcarlos burgosNo ratings yet
- Rubber Hose Assemblies For Oil Suction ADocument8 pagesRubber Hose Assemblies For Oil Suction Ajeremytoh89100% (1)
- Section 12 - Welding Consumables - Carbon SteelsDocument78 pagesSection 12 - Welding Consumables - Carbon SteelsFriedrich SchwimNo ratings yet
- Iso 9692-2 AnglaisDocument13 pagesIso 9692-2 AnglaisbdelpierreNo ratings yet
- Epoxy Resin and Walnut LED Night LampDocument20 pagesEpoxy Resin and Walnut LED Night LampGabriel Antonio NájeraNo ratings yet
- Gradations - Size and Grading Chart For Coarse AggregatesDocument1 pageGradations - Size and Grading Chart For Coarse AggregatesAsrun Faiz SaadNo ratings yet
- Brochure - LABTECH Laboratory Exhaust System 2023-CompressedDocument23 pagesBrochure - LABTECH Laboratory Exhaust System 2023-Compressedpradita.labtechNo ratings yet
- High-Temperature Alloys For Industrial EngineeringDocument67 pagesHigh-Temperature Alloys For Industrial EngineeringScott LongmireNo ratings yet
- R03RRDocument1 pageR03RRPiyush A JoshiNo ratings yet
- AMT 2203 Finals Learning Module 01Document16 pagesAMT 2203 Finals Learning Module 01jose santiagoNo ratings yet
- Easy-Entry Vinyl Insulated Female Disconnectors DatasheetDocument2 pagesEasy-Entry Vinyl Insulated Female Disconnectors DatasheetKaty Ramos CuzcanoNo ratings yet