Download as pdf or txt
You might also like
- Trenchless Technology Planning Equipment and MethodsDocument15 pagesTrenchless Technology Planning Equipment and MethodsSen Hu50% (2)
- Tableros MDF - FIBRASDocument8 pagesTableros MDF - FIBRASSamir VazquezNo ratings yet
- An Epoxy Mixture For Gap Filling in Wooden ObjectsDocument12 pagesAn Epoxy Mixture For Gap Filling in Wooden ObjectsMaja SMNo ratings yet
- Endogenous - Not Generally Used For Engineering Applications (Eg. Palm Exogenous - Produces Softwood and Hardwood (Deciduous and Conifers)Document10 pagesEndogenous - Not Generally Used For Engineering Applications (Eg. Palm Exogenous - Produces Softwood and Hardwood (Deciduous and Conifers)Camille Andrea SequitinNo ratings yet
- Rrs SynthesisDocument8 pagesRrs SynthesisDonna DalanginNo ratings yet
- Transparent WoodDocument21 pagesTransparent WoodAvinash NoubadeNo ratings yet
- BioRes 13 1 1042 Bandin CLIB Property Improvement Thin HDF Panels Door Skins 12906Document13 pagesBioRes 13 1 1042 Bandin CLIB Property Improvement Thin HDF Panels Door Skins 12906deepamjal2020No ratings yet
- Injection Molding of Postconsumer Wood-P PDFDocument19 pagesInjection Molding of Postconsumer Wood-P PDFAwad M. El ArabyNo ratings yet
- 24 - Artigo LdpeDocument20 pages24 - Artigo LdpeCamila Dias OliveiraNo ratings yet
- 057 5) ProceedingDocument4 pages057 5) ProceedingdraganugNo ratings yet
- PS-68 LaterDocument7 pagesPS-68 LaterSneha DasNo ratings yet
- Ward-Perron 2012Document4 pagesWard-Perron 2012Adan Smith Arribasplata SeguinNo ratings yet
- Preparation and Characterization of Foam Glass Based WasteDocument3 pagesPreparation and Characterization of Foam Glass Based WasteAlejandro Vargas CalderonNo ratings yet
- Advances and Challenges of Wood Polymer CompositeDocument11 pagesAdvances and Challenges of Wood Polymer CompositeCarlosNo ratings yet
- Review Paper 3 PPDocument42 pagesReview Paper 3 PPKRISHNA VAMSINo ratings yet
- Kaddami-1623 0 Merged 1496264554Document22 pagesKaddami-1623 0 Merged 1496264554aouat tassaditNo ratings yet
- Kualitas Papan Komposit Dari Sabut Kelapa Dan LimbahDocument9 pagesKualitas Papan Komposit Dari Sabut Kelapa Dan LimbahAulia NafarinNo ratings yet
- 1 s2.0 S0266353898001699 Main PDFDocument7 pages1 s2.0 S0266353898001699 Main PDFsudhirNo ratings yet
- OK0 Electrical Tree Propagation in Epoxy Resin Under Different CharacteristicsDocument4 pagesOK0 Electrical Tree Propagation in Epoxy Resin Under Different CharacteristicsFerry OpilOpNo ratings yet
- Composites Part B: SciencedirectDocument7 pagesComposites Part B: SciencedirectYonny Martinez LopezNo ratings yet
- ArticleDocument8 pagesArticleklasiko bente tresNo ratings yet
- Characteristics of Micro-Glass bead/PLA Porous Composite Prepared by ElectrospinningDocument12 pagesCharacteristics of Micro-Glass bead/PLA Porous Composite Prepared by ElectrospinningNounaNo ratings yet
- High-Tenacity Man-Made Cellulose Fibre Reinforced Thermoplastics - Injection Moulding Compounds With Polypropylene and Alternative MatricesDocument9 pagesHigh-Tenacity Man-Made Cellulose Fibre Reinforced Thermoplastics - Injection Moulding Compounds With Polypropylene and Alternative MatricesSiddharthBhasneyNo ratings yet
- The Influence of Particleboard ResiDocument8 pagesThe Influence of Particleboard Resiyazmin.quispeNo ratings yet
- Autoclaved Bamboo Pulp Fibre Reinforced Cement: R. S. P. CouttsDocument8 pagesAutoclaved Bamboo Pulp Fibre Reinforced Cement: R. S. P. Couttsakash kumarNo ratings yet
- Performance of Concrete Incorporating Industrial and Agricultural WastesDocument11 pagesPerformance of Concrete Incorporating Industrial and Agricultural WastesIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Assaedi2015 Article CharacterisationOfMechanicalAnDocument10 pagesAssaedi2015 Article CharacterisationOfMechanicalAnSofiene InNo ratings yet
- Physical and Mechanical Properties of Particleboard Utilizing Pili Nut (Canarium Ovatum) ShellsDocument4 pagesPhysical and Mechanical Properties of Particleboard Utilizing Pili Nut (Canarium Ovatum) ShellsMary AnnNo ratings yet
- Guntekin and SahinDocument9 pagesGuntekin and SahinYuri KomissarovNo ratings yet
- Jute Compositesas Wood SubstituteDocument11 pagesJute Compositesas Wood SubstituteDeepanshu GuptaNo ratings yet
- Wood Research Effect of Board Density, Resin Percentage and Pressing Temprature On Particleboard Properties Made From Mixing of Poplar Wood Slab, Citrus Branches and Twigs of BeechDocument14 pagesWood Research Effect of Board Density, Resin Percentage and Pressing Temprature On Particleboard Properties Made From Mixing of Poplar Wood Slab, Citrus Branches and Twigs of BeechvyNo ratings yet
- Engineered Lumber LVL and Solid Wood Reinforced WiDocument7 pagesEngineered Lumber LVL and Solid Wood Reinforced WiAlronavee MambajeNo ratings yet
- High Oxygen Barrier Polyethylene Films: ArticleDocument13 pagesHigh Oxygen Barrier Polyethylene Films: ArticleAngga PrasetyoNo ratings yet
- Pesquisa SamantaDocument6 pagesPesquisa SamantaMatheus GalochaNo ratings yet
- 1467-Research Results-4169-1-10-20220414Document7 pages1467-Research Results-4169-1-10-202204141D03 KusnadiNo ratings yet
- 1 s2.0 S0042207X1630728X MainDocument6 pages1 s2.0 S0042207X1630728X MainHaris NadeemNo ratings yet
- Polyether Based Thermoplastic Polyurethane Melt Blown NonwovensDocument11 pagesPolyether Based Thermoplastic Polyurethane Melt Blown NonwovensvivekrajgNo ratings yet
- Dimensional Stability and Mechanical Behaviour of Wood-Plastic Composites Based On Recycled and Virgin High-Density Polyethylene (HDPE)Document13 pagesDimensional Stability and Mechanical Behaviour of Wood-Plastic Composites Based On Recycled and Virgin High-Density Polyethylene (HDPE)Hamzah A. LaftaNo ratings yet
- Mechanical Performance of Coir Fiber-Polyester CompositesDocument5 pagesMechanical Performance of Coir Fiber-Polyester CompositesDias DiasNo ratings yet
- Biowood 10Document8 pagesBiowood 10Irina BesliuNo ratings yet
- Ijser: Impact and Flexural Properties of Chemically Treatment DateDocument10 pagesIjser: Impact and Flexural Properties of Chemically Treatment DateAnirbanNo ratings yet
- Influences of Particle Sizes and Contents of Chemical Blowing Agents On Foaming Wood Plastic Composite Prepared From PVCDocument7 pagesInfluences of Particle Sizes and Contents of Chemical Blowing Agents On Foaming Wood Plastic Composite Prepared From PVCProton HutabaratNo ratings yet
- Fabrication and Analysis of Thermocol Sandwiched Between Bamboo Fiber-Reinforced Phenol Formaldehyde Composite LaminatesDocument6 pagesFabrication and Analysis of Thermocol Sandwiched Between Bamboo Fiber-Reinforced Phenol Formaldehyde Composite LaminatesShiva ChandrasekharanNo ratings yet
- Kajaks 2016 IOP Conf. Ser.: Mater. Sci. Eng. 111 012003Document6 pagesKajaks 2016 IOP Conf. Ser.: Mater. Sci. Eng. 111 012003MatNoorNo ratings yet
- BambooDocument12 pagesBambooAmatari EbiNo ratings yet
- Effects of The Chemical Foaming Agents I PDFDocument7 pagesEffects of The Chemical Foaming Agents I PDFDiegoTierradentroNo ratings yet
- Campana - JCOMA - 2018 - Post PrintDocument26 pagesCampana - JCOMA - 2018 - Post PrintTaufiq SatrioNo ratings yet
- Effect of CaCO3 Size On The Mechanical PropertiesDocument7 pagesEffect of CaCO3 Size On The Mechanical PropertiesLiam PhanNo ratings yet
- Acs Biomac 6b00145Document7 pagesAcs Biomac 6b00145Sebastian MartinezNo ratings yet
- Density and PBDocument4 pagesDensity and PBMarcus WongNo ratings yet
- Research Article: Mechanical Properties of Palm Fibre Reinforced Recycled HDPEDocument8 pagesResearch Article: Mechanical Properties of Palm Fibre Reinforced Recycled HDPEananthakumarNo ratings yet
- CompósitoDocument6 pagesCompósitoHélder PascoalNo ratings yet
- Applications of Natural Fibers Reinforced False Ceiling CompositesDocument8 pagesApplications of Natural Fibers Reinforced False Ceiling CompositesAbdulbar kelilNo ratings yet
- The Influence of Moisture of FiberDocument4 pagesThe Influence of Moisture of Fiberravi kumarNo ratings yet
- MM 206 Project Group 1Document27 pagesMM 206 Project Group 1Ugam Alias Vasudev Pradeep KamatNo ratings yet
- Formation and Characterization of Poly (Vinyl Alcohol-Co-Vinyl Acetate-Co-Itaconic Acid) /plaster Composites Part 2. Composite Formation and CharacteristicsDocument6 pagesFormation and Characterization of Poly (Vinyl Alcohol-Co-Vinyl Acetate-Co-Itaconic Acid) /plaster Composites Part 2. Composite Formation and CharacteristicsRajNo ratings yet
- Bamboo Based Composites For Wind Turbine Blades: Previous PaperDocument2 pagesBamboo Based Composites For Wind Turbine Blades: Previous PapersreeramNo ratings yet
- Influence of Cement/Wood Ratio and Cement Type On Bending Strength and Dimensional Stability of Wood-Cement Composite Panels'Document11 pagesInfluence of Cement/Wood Ratio and Cement Type On Bending Strength and Dimensional Stability of Wood-Cement Composite Panels'Viết Vĩ PhạmNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Handbook of Composites from Renewable Materials, Design and ManufacturingFrom EverandHandbook of Composites from Renewable Materials, Design and ManufacturingNo ratings yet
- Tan 2011Document10 pagesTan 2011Adan Smith Arribasplata SeguinNo ratings yet
- Igarashi 1987Document9 pagesIgarashi 1987Adan Smith Arribasplata SeguinNo ratings yet
- Thermal Ceramics - Ceraboard 100Document3 pagesThermal Ceramics - Ceraboard 100Adan Smith Arribasplata SeguinNo ratings yet
- Ward-Perron 2012Document4 pagesWard-Perron 2012Adan Smith Arribasplata SeguinNo ratings yet
- 05 - Tran Thien Le - Deputy DirectorDocument9 pages05 - Tran Thien Le - Deputy Directorlayvante191989No ratings yet
- Armoured Joints Guide English June 2019Document2 pagesArmoured Joints Guide English June 2019MCCIN L&WNo ratings yet
- Financial Analysis of BUXLY PAINTSDocument36 pagesFinancial Analysis of BUXLY PAINTSAmberpmNo ratings yet
- Design of Intermediate Beam: S E: 200000 MPO B T F D: 554.50 MM T H: D 2t H 0.502 M R W M CB PLL: 4800 Pa H IDocument3 pagesDesign of Intermediate Beam: S E: 200000 MPO B T F D: 554.50 MM T H: D 2t H 0.502 M R W M CB PLL: 4800 Pa H IMike GocotanoNo ratings yet
- M60es44 P449y Man 001Document23 pagesM60es44 P449y Man 001Riski Kurniawan100% (1)
- Management Principles and ApplicationDocument14 pagesManagement Principles and ApplicationImran AsgharNo ratings yet
- Questions and AnswersDocument5 pagesQuestions and AnswersCheyzeeNo ratings yet
- Closure To CPT-Based Probabilistic Soil Charct. Cetin 2009Document8 pagesClosure To CPT-Based Probabilistic Soil Charct. Cetin 2009ManuelNo ratings yet
- Project: Proposed Bleacher Area & Firing Range Owner: Philippine Airforce Location: Fernando Airbase, Lipa CityDocument4 pagesProject: Proposed Bleacher Area & Firing Range Owner: Philippine Airforce Location: Fernando Airbase, Lipa CityRobert Paredes DimapilisNo ratings yet
- PultusionDocument5 pagesPultusionvinaykumaryadavNo ratings yet
- Maschen Knitted Wire Mesh FactoryDocument6 pagesMaschen Knitted Wire Mesh FactoryMaschen Knitted Wire Mesh FactoryNo ratings yet
- Assignment 1 and SolutionDocument5 pagesAssignment 1 and Solutionamin alzuraikiNo ratings yet
- Seccionviii UltDocument12 pagesSeccionviii UltFa ChNo ratings yet
- Pid of A Piping SystemDocument4 pagesPid of A Piping SystemBandaluppi VenkateshNo ratings yet
- Flexural Strength of Fiber Reinforced CompositeDocument4 pagesFlexural Strength of Fiber Reinforced CompositemusebladeNo ratings yet
- Universal Beams To BS4 Part 1 - 1993Document3 pagesUniversal Beams To BS4 Part 1 - 1993Aristotle MedinaNo ratings yet
- LPG Piping Systems EngDocument2 pagesLPG Piping Systems EngAbdelfattah ben RagabNo ratings yet
- Eps12 PDFDocument3 pagesEps12 PDFFuadChiwaNo ratings yet
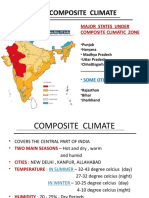
- Composite Climate: Major States Under Composite Climatic ZoneDocument25 pagesComposite Climate: Major States Under Composite Climatic ZoneSporty Game100% (1)
- Bradford AcousticsDocument80 pagesBradford AcousticsGreg WilbyNo ratings yet
- J-SF24 Sand FilterDocument8 pagesJ-SF24 Sand Filterelle diemNo ratings yet
- Compiled Cost Plan TemplateDocument5 pagesCompiled Cost Plan Templatedavid anthonyNo ratings yet
- T101 Drilling Machine BrochureDocument4 pagesT101 Drilling Machine BrochureRicardo OrtegaNo ratings yet
- Scope of WorkDocument6 pagesScope of WorkArockia Rohan Vincent100% (2)
- The Use of Geomembranes in DamsDocument9 pagesThe Use of Geomembranes in DamsEngr. Muhammad Jamil Alam SandhuNo ratings yet
- CVBC-SC-Weekly Report No. 43Document10 pagesCVBC-SC-Weekly Report No. 43Eleazar SacloloNo ratings yet
- CED2 Cement Concrete Codes 140Document5 pagesCED2 Cement Concrete Codes 140Sujay SantraNo ratings yet
- D1D2-MAR-A-0348 Rev.00Document54 pagesD1D2-MAR-A-0348 Rev.00francisbautistaNo ratings yet
- Historic Building Materials and Factors Causing DamageDocument64 pagesHistoric Building Materials and Factors Causing DamageMert AvlarNo ratings yet