Download as pdf or txt
You might also like
- DV 300 User's Manual: ForewordDocument121 pagesDV 300 User's Manual: ForewordARNULFO83% (18)
- Tech Tip USAGEN002 Troubleshooting No Start From The Controller of A QAS 38-58-78 and 138 Generator PDFDocument8 pagesTech Tip USAGEN002 Troubleshooting No Start From The Controller of A QAS 38-58-78 and 138 Generator PDFNuno PaivaNo ratings yet
- AccuSpin Micro R 120 VDocument49 pagesAccuSpin Micro R 120 VAndrew HolmesNo ratings yet
- Weldtron, Inc.: Instructions For The Installation of The Weldtron-57 R-57 Idler Control Upgrade KitDocument12 pagesWeldtron, Inc.: Instructions For The Installation of The Weldtron-57 R-57 Idler Control Upgrade KitMark trahanNo ratings yet
- SY3200 EmanualDocument102 pagesSY3200 Emanualapi-375021133% (6)
- Replacement of Technical Instruction: Medium Voltage DistributionDocument20 pagesReplacement of Technical Instruction: Medium Voltage DistributionkarakoukasNo ratings yet
- Model LM410 Manual PDFDocument31 pagesModel LM410 Manual PDFJahir GolbemNo ratings yet
- Hitachi Rac-14eh1 Ras-14eh1 (ET)Document93 pagesHitachi Rac-14eh1 Ras-14eh1 (ET)peterdodov100% (1)
- PT-AR100U PT-AH1000E PT-AR100EA PT-AR100EH: LCD ProjectorDocument59 pagesPT-AR100U PT-AH1000E PT-AR100EA PT-AR100EH: LCD ProjectorKelvin KunhNo ratings yet
- Intelligence in IoT-enabled Smart Cities PDFDocument266 pagesIntelligence in IoT-enabled Smart Cities PDFjotalopecincoNo ratings yet
- B501 Series User Manual: Sensorless Current Vector Frequency InverterDocument136 pagesB501 Series User Manual: Sensorless Current Vector Frequency InverterkalepohNo ratings yet
- Aq Logic SeriesDocument56 pagesAq Logic SeriesYahya AouraghNo ratings yet
- 3electrical & Information System - ENGLISG-G9165Document48 pages3electrical & Information System - ENGLISG-G9165George Jhonson100% (4)
- B501 Series User Manual: Sensorless Current Vector Frequency InverterDocument136 pagesB501 Series User Manual: Sensorless Current Vector Frequency Inverteromaet100% (3)
- Yokogawa RecorderuR1000 43xxx Im D101Document129 pagesYokogawa RecorderuR1000 43xxx Im D101TaufikNo ratings yet
- Maintenance Manual For BBS-V800 202109Document15 pagesMaintenance Manual For BBS-V800 202109thaungmtNo ratings yet
- Manual Wiring 936LDocument50 pagesManual Wiring 936Lheri setyonoNo ratings yet
- Ras-25 - 35FH5 Rac25-35yh5Document95 pagesRas-25 - 35FH5 Rac25-35yh5masinemaNo ratings yet
- Service Manual: Innova LV Tower 6K (S) / 10K (S)Document35 pagesService Manual: Innova LV Tower 6K (S) / 10K (S)Valentin HernandezNo ratings yet
- LG Dx325 DLP ProjectorDocument33 pagesLG Dx325 DLP ProjectortenisonNo ratings yet
- 1.before UseDocument20 pages1.before Usemollasifat100No ratings yet
- Hitachi Manual RAS - RAC-18-25YH6Document95 pagesHitachi Manual RAS - RAC-18-25YH6Yashika Arora100% (3)
- Sonachron Dwa-S Manual - DwasDocument28 pagesSonachron Dwa-S Manual - DwasexampleuserNo ratings yet
- VaraDocument8 pagesVaraCesar Alfonso Saldivar MontoyaNo ratings yet
- JRC Magnetrons Replacement ProcedureDocument4 pagesJRC Magnetrons Replacement ProceduremscsaryaNo ratings yet
- Teco A510 Manual EN v1Document311 pagesTeco A510 Manual EN v1Alberto S SousaNo ratings yet
- Disassembly & ReassemblyDocument16 pagesDisassembly & ReassemblyleolamiaNo ratings yet
- Manual Multimetru HT 112BDocument21 pagesManual Multimetru HT 112BAlin DanielNo ratings yet
- Instruction Manual: Models 4370 R1800 RecorderDocument129 pagesInstruction Manual: Models 4370 R1800 RecordermihaiisvoranuNo ratings yet
- I.C.T Upscale Inspection Conveyor V1.0 - HC1000 With LightDocument9 pagesI.C.T Upscale Inspection Conveyor V1.0 - HC1000 With LightLouis ChewNo ratings yet
- GE VAT20 Manual 200401Document49 pagesGE VAT20 Manual 200401ayoubamajjoud00No ratings yet
- Hyundai Sonata 2013 Body Electrical SystemDocument20 pagesHyundai Sonata 2013 Body Electrical Systemchandra100% (28)
- MAG2-4 Plastic BoxDocument15 pagesMAG2-4 Plastic BoxAlex AlexNo ratings yet
- Grant Cooled Water Baths R-Series Operating Instructions ManualDocument24 pagesGrant Cooled Water Baths R-Series Operating Instructions ManualvalruxNo ratings yet
- Inverex s1200 XP SolarDocument15 pagesInverex s1200 XP SolarSalman ArainNo ratings yet
- EX1200-6 Maintenance PDFDocument157 pagesEX1200-6 Maintenance PDFaarizal80% (5)
- E2 ManualDocument63 pagesE2 Manualel.ambiguo0% (1)
- Model 3051 Sensor Module Replacement: Safety MessagesDocument8 pagesModel 3051 Sensor Module Replacement: Safety MessagesSaeed VuNo ratings yet
- Maintenance: OS030EC (C801) OS/SS030BE (D826)Document10 pagesMaintenance: OS030EC (C801) OS/SS030BE (D826)Hector PuacNo ratings yet
- FM50 Manual V10Document65 pagesFM50 Manual V10adi jokoNo ratings yet
- Operations Manual: SynthesisDocument60 pagesOperations Manual: SynthesisJaved AliNo ratings yet
- Operations Manual: SynthesisDocument56 pagesOperations Manual: SynthesisFlorian CiprianNo ratings yet
- Welding Oscillator User ManualDocument7 pagesWelding Oscillator User Manualsandra morquechoNo ratings yet
- Best Fc300 EnglishDocument69 pagesBest Fc300 EnglishvinsyNo ratings yet
- SQS85.53U Spring Return (Fail-Safe) Electronic Valve ActuatorDocument2 pagesSQS85.53U Spring Return (Fail-Safe) Electronic Valve ActuatorFrancisco HernandezNo ratings yet
- Yokogawa IM4D5B1-01E 121Document132 pagesYokogawa IM4D5B1-01E 121anhntran4850No ratings yet
- E510 Quick Setting Manual V11Document116 pagesE510 Quick Setting Manual V11Muhammad JunaidNo ratings yet
- Motovario - EM16 - Frekvenciavalto - Programozasi - Segedlet - ENG MásolataDocument48 pagesMotovario - EM16 - Frekvenciavalto - Programozasi - Segedlet - ENG MásolatanemethrichardNo ratings yet
- EH E9122STBK User Manual PDFDocument8 pagesEH E9122STBK User Manual PDFNor Azam Mohamad TamjisNo ratings yet
- Pt-Ae8000 SM PDFDocument75 pagesPt-Ae8000 SM PDFMarlon NavasNo ratings yet
- Manual Estabilizadores ENDocument11 pagesManual Estabilizadores ENMaurice Sètondji DJIVONo ratings yet
- TVL - Ia: Quarter 3 - Module 5Document14 pagesTVL - Ia: Quarter 3 - Module 5Chiarnie LopezNo ratings yet
- F 171Document115 pagesF 171Michael Parohinog Gregas100% (1)
- DL 30016 IngDocument10 pagesDL 30016 IngKamanziNo ratings yet
- Fuse PDFDocument46 pagesFuse PDFاليكترونيك اوتوNo ratings yet
- Reytec Sr-EnglishDocument40 pagesReytec Sr-EnglishAzre mohd norNo ratings yet
- Instrukcja - en 2011-03-16 1Document26 pagesInstrukcja - en 2011-03-16 1Mouh ben mouNo ratings yet
- TLC3000 Operation Manual 3Document13 pagesTLC3000 Operation Manual 3VipinNo ratings yet
- Operating Instructions Valve Sensor MVQ101Document5 pagesOperating Instructions Valve Sensor MVQ101nhất phạmNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- Delco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationFrom EverandDelco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationNo ratings yet
- PC Sensor: WarningDocument2 pagesPC Sensor: WarningMd. Hanif SanketNo ratings yet
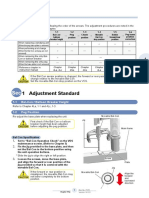
- 1-1 Bal-Con / Balloon Breaker Height 1-2 Peg PositionDocument5 pages1-1 Bal-Con / Balloon Breaker Height 1-2 Peg PositionMd. Hanif SanketNo ratings yet
- Cradle 1 Adjustment Standard: 1-1 Compressed Air PressureDocument10 pagesCradle 1 Adjustment Standard: 1-1 Compressed Air PressureMd. Hanif SanketNo ratings yet
- Re-Tie Pipe 1 Adjustment Standard: 1-1 Clamp Angle & PositionDocument4 pagesRe-Tie Pipe 1 Adjustment Standard: 1-1 Clamp Angle & PositionMd. Hanif SanketNo ratings yet
- Upper Yarn Sensor 1 Adjustment Standard: 1-1 VOS SettingsDocument2 pagesUpper Yarn Sensor 1 Adjustment Standard: 1-1 VOS SettingsMd. Hanif SanketNo ratings yet
- Drum 1 Adjustment Standard: 1-1 Removing & Mounting The DrumDocument4 pagesDrum 1 Adjustment Standard: 1-1 Removing & Mounting The DrumMd. Hanif SanketNo ratings yet
- Air SplicerDocument11 pagesAir SplicerMd. Hanif SanketNo ratings yet
- Magazine: 1-1 Chute GuideDocument5 pagesMagazine: 1-1 Chute GuideMd. Hanif SanketNo ratings yet
- Magazine Conveyor 1 Adjustment StandardDocument4 pagesMagazine Conveyor 1 Adjustment StandardMd. Hanif SanketNo ratings yet
- Suction Mouth 1 Adjustment Standard: 1-1 ParallelismDocument4 pagesSuction Mouth 1 Adjustment Standard: 1-1 ParallelismMd. Hanif SanketNo ratings yet
- SOCIOLOGICAL FOUNDATION ReportDocument14 pagesSOCIOLOGICAL FOUNDATION Reportᜃᜒᜈ᜔ᜎᜒ ᜇᜒᜋᜈ᜔ᜇᜒᜋᜈ᜔No ratings yet
- Understanding and Responding To Self-Harm by Allan HouseDocument9 pagesUnderstanding and Responding To Self-Harm by Allan HousesimasNo ratings yet
- Secondary Lesson Plan Template: Let Students Process and Get Their Misconceptions Out While Pulling Up The VideoDocument2 pagesSecondary Lesson Plan Template: Let Students Process and Get Their Misconceptions Out While Pulling Up The VideoKayla BrauerNo ratings yet
- AV UWorld EOs (Rough Draft) - Data - Repeat LandscapeDocument139 pagesAV UWorld EOs (Rough Draft) - Data - Repeat LandscapeJonathan AiresNo ratings yet
- Solar PV Survey FormDocument6 pagesSolar PV Survey FormDigital designsNo ratings yet
- Lab 1 - Fundamental Electronics Instrumentation and Introduction To Circuit MakerDocument12 pagesLab 1 - Fundamental Electronics Instrumentation and Introduction To Circuit MakerGus DaulakoNo ratings yet
- Av IndustryDocument1 pageAv IndustryMitochiNo ratings yet
- Keyboard Shortcuts in After EffectsDocument38 pagesKeyboard Shortcuts in After EffectsGAMEPORIUMNo ratings yet
- Pro Thesis 1Document20 pagesPro Thesis 1Anh GiangNo ratings yet
- Installation Manual For Sea Tel 5009-17 Broadband-At-Sea Transmit / Receive System With Selectable Co-Pol or Cross-Pol ReceiveDocument173 pagesInstallation Manual For Sea Tel 5009-17 Broadband-At-Sea Transmit / Receive System With Selectable Co-Pol or Cross-Pol ReceiveJuan E CstllNo ratings yet
- Result FormatDocument481 pagesResult FormatDinesh GodeNo ratings yet
- His 418 SinenkosiDocument7 pagesHis 418 Sinenkosisiphiwo dlaminiNo ratings yet
- Analayo - A Brief Criticism of The Two Paths To Liberation Theory PDFDocument14 pagesAnalayo - A Brief Criticism of The Two Paths To Liberation Theory PDFWuNo ratings yet
- Child and Adolescent Development 2Document58 pagesChild and Adolescent Development 2Princess Mae CuayzonNo ratings yet
- Labour: Employer'S Report of An Occupational DiseaseDocument4 pagesLabour: Employer'S Report of An Occupational DiseaseJadon TheophilusNo ratings yet
- LAS 1A The Magic PomegranateDocument2 pagesLAS 1A The Magic PomegranateCherry Maravilla Basa MingoaNo ratings yet
- ELC102 - Episode 2Document2 pagesELC102 - Episode 2Juzwa MaramotNo ratings yet
- Real Estate Capital Markets - ReadingsDocument3 pagesReal Estate Capital Markets - ReadingsCoursePin100% (1)
- Neos 100Document34 pagesNeos 100David Bustamante ReyNo ratings yet
- Postgraduate Prospectus For 2014 EntryDocument296 pagesPostgraduate Prospectus For 2014 EntryDaniel LieNo ratings yet
- Bank ReconciliationDocument3 pagesBank ReconciliationjinyangsuelNo ratings yet
- Janome 900CPX Coverstitch Sewing Machine Instruction ManualDocument26 pagesJanome 900CPX Coverstitch Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Assignment 2 Lesson Plan AnalysisDocument14 pagesAssignment 2 Lesson Plan Analysisapi-373008418No ratings yet
- Interest TablesDocument1 pageInterest TablesAbdullah AfefNo ratings yet
- EDA VHDL SimulationDocument19 pagesEDA VHDL SimulationYQ WNo ratings yet
- Air Models Full CatalogDocument64 pagesAir Models Full CatalogErnesto de la TorreNo ratings yet
- Inductive and Deductive ReasoningDocument6 pagesInductive and Deductive Reasoningkiahjessie100% (3)
- Implications of Covid-19 For Mental Health.Document3 pagesImplications of Covid-19 For Mental Health.Lina CasasNo ratings yet
- Nikon Ti2-E Price PDFDocument8 pagesNikon Ti2-E Price PDFBrandon LEeNo ratings yet