Download as pdf or txt
You might also like
- Astm C 841-03 Standard Specifications For The Installation PDFDocument10 pagesAstm C 841-03 Standard Specifications For The Installation PDFCharwin PicaoNo ratings yet
- Astm c717 - SelantesDocument13 pagesAstm c717 - SelantesJavier VianaNo ratings yet
- Astm C568-10Document2 pagesAstm C568-10weamNo ratings yet
- North American Standard For Cold-Formed Steel Framing - GeneralDocument49 pagesNorth American Standard For Cold-Formed Steel Framing - GeneralNishan GajurelNo ratings yet
- Grade 1 Class Program 2022-2023Document1 pageGrade 1 Class Program 2022-2023Geoff Rey100% (1)
- ICC-ES-AC 86-0619-AltDocument10 pagesICC-ES-AC 86-0619-AltrcNo ratings yet
- Steel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsDocument4 pagesSteel Self-Piercing Tapping Screws For The Application of Gypsum Panel Products or Metal Plaster Bases To Wood Studs or Steel StudsMikoNo ratings yet
- C1032 - 06Document2 pagesC1032 - 06Black GokuNo ratings yet
- A741Document3 pagesA741solrac4371100% (1)
- C847Document2 pagesC847reefreefNo ratings yet
- Astm c1513Document4 pagesAstm c1513Ramón RocaNo ratings yet
- Astm C1694-09Document4 pagesAstm C1694-09Efrain TlacaelelNo ratings yet
- STG 5-4 Battle of IncheonDocument12 pagesSTG 5-4 Battle of IncheonHerdi HelmiNo ratings yet
- 11.01.16 PC Final PacketDocument751 pages11.01.16 PC Final PacketPlanningCommissionNo ratings yet
- Application of Gypsum Sheathing: Standard Specification ForDocument3 pagesApplication of Gypsum Sheathing: Standard Specification ForAlejandroNo ratings yet
- C 636 - 04 Installation of Metal Ceiling Suspension Systems ForDocument4 pagesC 636 - 04 Installation of Metal Ceiling Suspension Systems ForJavier Salinas SepúlvedaNo ratings yet
- C 1002 - 00 QzewmditmdaDocument4 pagesC 1002 - 00 QzewmditmdaHumberto GutierrezNo ratings yet
- Non-Asbestos Fiber-Mat Reinforced Cement Substrate Sheets: Standard Specification ForDocument4 pagesNon-Asbestos Fiber-Mat Reinforced Cement Substrate Sheets: Standard Specification ForNicolas FernandezNo ratings yet
- Molded Glass Fiber Reinforced Gypsum Parts: Standard Specification ForDocument2 pagesMolded Glass Fiber Reinforced Gypsum Parts: Standard Specification ForJesús Luis Arce Guillermo100% (1)
- Tek 18-01B5 PDFDocument8 pagesTek 18-01B5 PDFMohamed HNo ratings yet
- Abuse-Resistant Nondecorated Interior Gypsum Panel Products and Fiber-Reinforced Cement PanelsDocument7 pagesAbuse-Resistant Nondecorated Interior Gypsum Panel Products and Fiber-Reinforced Cement PanelsAlejandroNo ratings yet
- Astm A1011 2010Document9 pagesAstm A1011 2010ACEROVIALNo ratings yet
- Hot-Formed Welded and Seamless Carbon Steel Structural TubingDocument6 pagesHot-Formed Welded and Seamless Carbon Steel Structural TubingVenreplast PueblaNo ratings yet
- Effect of Moisture and Temperature On Adhesive Bonds: Standard Practice ForDocument2 pagesEffect of Moisture and Temperature On Adhesive Bonds: Standard Practice Formohammad1361No ratings yet
- D7032 1213477 1 PDFDocument11 pagesD7032 1213477 1 PDFBodhi RudraNo ratings yet
- Agencies Engaged in The Testing And/or Inspection of Materials Used in ConstructionDocument9 pagesAgencies Engaged in The Testing And/or Inspection of Materials Used in ConstructionFredyNo ratings yet
- Aci PRC-506.6T-17Document4 pagesAci PRC-506.6T-17jppreciadomNo ratings yet
- Stainless Steel Wire Strand: Standard Specification ForDocument3 pagesStainless Steel Wire Strand: Standard Specification Forist93993No ratings yet
- C933 PDFDocument2 pagesC933 PDFDIAZCORDOBANo ratings yet
- Astm A194 - A194m-23Document13 pagesAstm A194 - A194m-23ashrafNo ratings yet
- Astm C126-16Document6 pagesAstm C126-16Manuel Antonio Santos VargasNo ratings yet
- Cri 104 Standard For Installation of Commercial CarpetDocument48 pagesCri 104 Standard For Installation of Commercial Carpetbalan 16No ratings yet
- Astm A-817Document4 pagesAstm A-817mukeshNo ratings yet
- Standard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementDocument7 pagesStandard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementJose Fernando Huayhua ApfataNo ratings yet
- Astm C 1201-09Document4 pagesAstm C 1201-09kishor150688No ratings yet
- Styrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsDocument3 pagesStyrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsLuigi HernándezNo ratings yet
- C367Document5 pagesC367dinhtung2210No ratings yet
- Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceDocument3 pagesFiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceKevin Josue100% (1)
- Thin Veneer Brick Units Made From Clay or Shale: Standard Specification ForDocument4 pagesThin Veneer Brick Units Made From Clay or Shale: Standard Specification ForRed RedNo ratings yet
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concrete - MyCivil - IrAyman ZakariaNo ratings yet
- Metallic-Coated Steel Wire For Chain-Link Fence FabricDocument3 pagesMetallic-Coated Steel Wire For Chain-Link Fence FabricDoug WilsonNo ratings yet
- CEVA 250-Phyzite 380Document1 pageCEVA 250-Phyzite 380hernie w. vergel de dios jrNo ratings yet
- Astm A106 PDFDocument13 pagesAstm A106 PDFDanny Milton Silva VasquezNo ratings yet
- Aluminum-Coated Steel Chain-Link Fence Fabric: Standard Specification ForDocument4 pagesAluminum-Coated Steel Chain-Link Fence Fabric: Standard Specification Forkyeong cheol leeNo ratings yet
- Aci 306.1Document5 pagesAci 306.1safak kahramanNo ratings yet
- Standards For Repair Material C 928 PDFDocument4 pagesStandards For Repair Material C 928 PDFAndrew PiNo ratings yet
- ASTM C-845 Expansive Hydraulic Cement1Document3 pagesASTM C-845 Expansive Hydraulic Cement1Hsaam HsaamNo ratings yet
- C 478 - 03 - Qzq3oc1sruqDocument10 pagesC 478 - 03 - Qzq3oc1sruqYasmin AminNo ratings yet
- Astm D1654Document4 pagesAstm D1654Alejandro GutierrezNo ratings yet
- Astm A0036a36mDocument4 pagesAstm A0036a36mdiego100% (1)
- Aggregate For Job-Mixed Portland Cement-Based PlastersDocument3 pagesAggregate For Job-Mixed Portland Cement-Based PlastersINARQ1979No ratings yet
- Astm C955-09Document4 pagesAstm C955-09rodrigoNo ratings yet
- Astm A1078 A1078m 22Document3 pagesAstm A1078 A1078m 22nauris.ezerlicisNo ratings yet
- ASTM Std. F668.atfz8781Document6 pagesASTM Std. F668.atfz8781Eidrish ShaikhNo ratings yet
- C 1063 - 03 QzewnjmDocument9 pagesC 1063 - 03 QzewnjmGarcia ManuelNo ratings yet
- C73Document2 pagesC73reefreefNo ratings yet
- Application of Gypsum Veneer Plaster: Standard Specification ForDocument5 pagesApplication of Gypsum Veneer Plaster: Standard Specification ForINARQ1979No ratings yet
- Astm A185-02 Steel Welded Wire Reinf For Concrete PDFDocument5 pagesAstm A185-02 Steel Welded Wire Reinf For Concrete PDFCharwin PicaoNo ratings yet
- ASTM C59-C59M - 00 (Reapproved 2011)Document2 pagesASTM C59-C59M - 00 (Reapproved 2011)Black GokuNo ratings yet
- Astm e 754Document8 pagesAstm e 754Mauricio RiquelmeNo ratings yet
- Astm C-645Document7 pagesAstm C-645sabbirNo ratings yet
- Nonstructural Steel Framing Members: Standard Specification ForDocument6 pagesNonstructural Steel Framing Members: Standard Specification ForJesús Luis Arce GuillermoNo ratings yet
- Seamless Carbon Steel Pipe For Atmospheric and Lower TemperaturesDocument8 pagesSeamless Carbon Steel Pipe For Atmospheric and Lower TemperaturesAlejandro GonzálezNo ratings yet
- Class 6 Olympiad: Choose Correct Answer(s) From The Given ChoicesDocument3 pagesClass 6 Olympiad: Choose Correct Answer(s) From The Given ChoicesRUPANo ratings yet
- Self Defense For WomenDocument16 pagesSelf Defense For WomenJoseph NithaiahNo ratings yet
- FPSTMC3321 Oster 3 Cup Mini ChopperDocument14 pagesFPSTMC3321 Oster 3 Cup Mini Chopperjschmoe333No ratings yet
- Sharon Oaks, Menlo Park HOADocument308 pagesSharon Oaks, Menlo Park HOAJahaziel PerezNo ratings yet
- 201-Chevron Phillips Marlex 9006 Polyethylene SDS 10-14-2019Document12 pages201-Chevron Phillips Marlex 9006 Polyethylene SDS 10-14-2019obeckoneNo ratings yet
- ANSYS Inc. Known Issues and LimitationsDocument34 pagesANSYS Inc. Known Issues and LimitationsV CafNo ratings yet
- Atok Big Wedge Mining Co Vs HON IAC Et Al - G.R. No. 63528 September 9, 1996Document17 pagesAtok Big Wedge Mining Co Vs HON IAC Et Al - G.R. No. 63528 September 9, 1996Jacinto Jr JameroNo ratings yet
- Disclosures in Real Estate TransactionsDocument79 pagesDisclosures in Real Estate TransactionsAlves Real Estate100% (3)
- Financial Ratio Template Free V61Document9 pagesFinancial Ratio Template Free V61Tommy RamadanNo ratings yet
- 2 Churchill Vs RaffertyDocument5 pages2 Churchill Vs RaffertyLyra Valdez100% (2)
- Ward Corporators in Vizag - Vizag - City of Destiny PDFDocument5 pagesWard Corporators in Vizag - Vizag - City of Destiny PDFSujitha Spandana Ias50% (2)
- RealEstate SingaporeDocument2 pagesRealEstate SingaporeKyaw Kyaw AungNo ratings yet
- Code of Ethics - MCQsDocument10 pagesCode of Ethics - MCQsNathaniel FranciscoNo ratings yet
- Tanium FedCyber Exchange 2024 Program & SpeakersDocument5 pagesTanium FedCyber Exchange 2024 Program & Speakersandrew.scottNo ratings yet
- Guidelines For Examination For Provisional RegistrationDocument6 pagesGuidelines For Examination For Provisional Registrationafshan liaqatNo ratings yet
- Tafseer Mariful Quran Sura 109 Al Kafirun English Translation PDFDocument6 pagesTafseer Mariful Quran Sura 109 Al Kafirun English Translation PDFamaanking8bpNo ratings yet
- 死光与其他黑暗的转角Document59 pages死光与其他黑暗的转角hu zcNo ratings yet
- Table of ContentDocument14 pagesTable of ContentSaroj adityaNo ratings yet
- Dr. Ria Liza C. Canlas: Technological Institute of The PhilippinesDocument26 pagesDr. Ria Liza C. Canlas: Technological Institute of The PhilippinesLerie Lou R. PenarroyoNo ratings yet
- Dec 2023 English CA - CompressedDocument88 pagesDec 2023 English CA - CompressedStarrGAURAVNo ratings yet
- Important Facts of Indian HistoryDocument5 pagesImportant Facts of Indian HistoryKabeer PallikkalNo ratings yet
- Fullero vs. PeopleDocument1 pageFullero vs. PeopleMae Navarra100% (1)
- Correlli Barnett - The American ConservativeDocument3 pagesCorrelli Barnett - The American ConservativeAlexNo ratings yet
- Monitoring Health, Safety, Environment (Hse) Objective and Target Pt. Imr Arc SteelDocument26 pagesMonitoring Health, Safety, Environment (Hse) Objective and Target Pt. Imr Arc SteelArip Adi CandraNo ratings yet
- Global MigrationDocument2 pagesGlobal Migrationkrbedes.pboxNo ratings yet
- Asnake InternshipDocument36 pagesAsnake Internshipkassahungedefaye3120% (1)
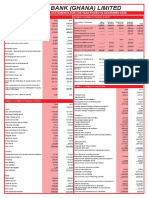
- Zenith Bank 2020Document2 pagesZenith Bank 2020Fuaad DodooNo ratings yet