Download as docx, pdf, or txt
You might also like
- CBLMDocument60 pagesCBLMfelicity lincuna100% (2)
- Design Calculation For ScaffoldingDocument12 pagesDesign Calculation For Scaffoldinganwar50% (2)
- COMMON 2 Interpret Drawing and Sketches FINALDocument82 pagesCOMMON 2 Interpret Drawing and Sketches FINALJoyLyn Sarmiento AmitNo ratings yet
- Welding Module 2-1Document21 pagesWelding Module 2-1Marwin NavarreteNo ratings yet
- Smaw PTSDocument19 pagesSmaw PTSGissele AbolucionNo ratings yet
- Apply Safety PracticeDocument38 pagesApply Safety PracticeJM Llaban Ramos40% (5)
- SMAW FinalsDocument4 pagesSMAW FinalsIan Asperga100% (1)
- Stellite 6 Datasheet PDFDocument2 pagesStellite 6 Datasheet PDFEswaran100% (1)
- Strut BucklingDocument9 pagesStrut BucklingWai Sheng75% (4)
- CBLM Set Up Welding Equipment NC 2 OCT. 2022Document43 pagesCBLM Set Up Welding Equipment NC 2 OCT. 2022Mark KimhitaNo ratings yet
- Set Up Welding EquipmentDocument34 pagesSet Up Welding EquipmentArnel Tañeca100% (1)
- COMMON 4 Contribute To Quality System FINALDocument92 pagesCOMMON 4 Contribute To Quality System FINALJoyLyn Sarmiento AmitNo ratings yet
- 6 Prepare Weld MaterialsDocument80 pages6 Prepare Weld MaterialsRobinson Concordia50% (2)
- Smaw CBLM Applying Safety PracticesDocument140 pagesSmaw CBLM Applying Safety PracticesYang Cole100% (1)
- 3 Perform Industry CalculationsDocument90 pages3 Perform Industry CalculationsRobinson ConcordiaNo ratings yet
- Fit-Up Weld MaterialsDocument41 pagesFit-Up Weld MaterialsRaymond TanadaNo ratings yet
- Competency-Based Learning Materials: Sain T Joseph Vocatio Al and Technical N Training and Assessment Center IncDocument38 pagesCompetency-Based Learning Materials: Sain T Joseph Vocatio Al and Technical N Training and Assessment Center IncREZEL CHARMIN GUINTE-MASANGKAY100% (1)
- CBLMDocument50 pagesCBLMLowen Tabance Simbit100% (2)
- Competency - Based Learning Materials: Metals and EngineeringDocument64 pagesCompetency - Based Learning Materials: Metals and EngineeringPhttii phttii0% (1)
- CBLM SMAWNCI HazelDocument36 pagesCBLM SMAWNCI HazelAnnie Mae Dumot Arcangeles100% (1)
- CBLM Smaw NciiDocument44 pagesCBLM Smaw NciiJacaskills Jstac50% (2)
- 4 Quality System 4Document30 pages4 Quality System 4International Technology Center IncNo ratings yet
- CBLM-SMAW NC I Use Hand ToolsDocument74 pagesCBLM-SMAW NC I Use Hand ToolsJoselito UbaldoNo ratings yet
- TM1 WDDocument124 pagesTM1 WDJohn Wilner DirectoNo ratings yet
- CBLM (Final)Document124 pagesCBLM (Final)cheenee dela cruzNo ratings yet
- RATING SHEET FOR DEMONSTRATION SmawDocument3 pagesRATING SHEET FOR DEMONSTRATION SmawLudivino Toto Ledesma Condalor100% (2)
- Template - Institutional AssessmentDocument13 pagesTemplate - Institutional AssessmentrobNo ratings yet
- Competency-Based Learning Material: Shielded Metal Arc Welding (SMAW) I.Learn Center PhilippinesDocument39 pagesCompetency-Based Learning Material: Shielded Metal Arc Welding (SMAW) I.Learn Center PhilippinesRuel Daitol100% (3)
- Core Smaw NC IDocument13 pagesCore Smaw NC INICOSAT CollegesNo ratings yet
- Assessor's GuideDocument8 pagesAssessor's GuideShirwin OliverioNo ratings yet
- UNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesDocument152 pagesUNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesNaive Eilevor100% (2)
- Smaw Sandy DG CruzDocument129 pagesSmaw Sandy DG CruzEmmer100% (1)
- Reb TM1Document87 pagesReb TM1Weird Nahuman0% (1)
- CBLMDocument154 pagesCBLMGerson EstayNo ratings yet
- SMAW TestDocument4 pagesSMAW TestBapunNo ratings yet
- CBLM Smaw NC Ii PipeDocument40 pagesCBLM Smaw NC Ii PipeRyanM.PradelNo ratings yet
- Session PlanDocument159 pagesSession PlanBonifacio Bermal100% (1)
- Basic Competencies of SMAWDocument11 pagesBasic Competencies of SMAWRubin vlogsNo ratings yet
- Cblm-Smaw-Nc IiDocument80 pagesCblm-Smaw-Nc IiERIC NARAGANo ratings yet
- CBLM PipeDocument44 pagesCBLM PipeAko Lang Poh100% (5)
- TR - Smaw NC IDocument59 pagesTR - Smaw NC Ironalit malintadNo ratings yet
- Trainees Record Book NCIIDocument3 pagesTrainees Record Book NCIIlara joey datoyNo ratings yet
- Technical Vocational Livelihood: Shielded Metal Arc WeldingDocument7 pagesTechnical Vocational Livelihood: Shielded Metal Arc Weldingtibo bursioNo ratings yet
- CBLM Common 3 Perform Industry CalculationDocument23 pagesCBLM Common 3 Perform Industry CalculationAnonymous jGHeIS100% (1)
- Smaw Ryan C. BeltranDocument126 pagesSmaw Ryan C. BeltranEmmerNo ratings yet
- Self - Assessment Guide: Shielded Metal Arc Welding (Smaw) NC Ii Weld Carbon Steel Plates and Pipes Using SmawDocument1 pageSelf - Assessment Guide: Shielded Metal Arc Welding (Smaw) NC Ii Weld Carbon Steel Plates and Pipes Using SmawAJ Acuña100% (1)
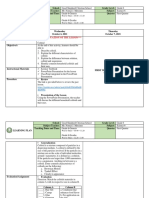
- LESSON PLAN GRADE 11 SMAWEssentials in Cleaning Root Pass After WeldingDocument2 pagesLESSON PLAN GRADE 11 SMAWEssentials in Cleaning Root Pass After Weldingjoebert agraviadorNo ratings yet
- Bellan BravoDocument91 pagesBellan BravoRoland Ibarra Rodriguez100% (1)
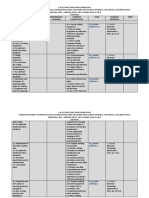
- Content Content Standard Performance Standard Learning Competencies Code Learning Materials Week Prepare Weld Materials (WM) LO 1. Set-Up Cutting EquipmentDocument9 pagesContent Content Standard Performance Standard Learning Competencies Code Learning Materials Week Prepare Weld Materials (WM) LO 1. Set-Up Cutting Equipmentlip100% (1)
- Evidence Plan 2Document30 pagesEvidence Plan 2cheenee dela cruz100% (1)
- Grade 12: Shielded Metal Arc WeldingDocument10 pagesGrade 12: Shielded Metal Arc WeldingDarry BlanciaNo ratings yet
- Integrated-CLM CORE SMAWDocument3 pagesIntegrated-CLM CORE SMAWMICHELLE BITALASNo ratings yet
- Session Plan CommonDocument6 pagesSession Plan CommonEugenio Jr. Mates100% (1)
- Competency-Based Learning Material: Kabankalan Training Center (KTC)Document52 pagesCompetency-Based Learning Material: Kabankalan Training Center (KTC)Giovanne P LapayNo ratings yet
- Smaw NC Ii Training Activity MatrixDocument2 pagesSmaw NC Ii Training Activity MatrixMarvin Mark AbamongaNo ratings yet
- Smaw NC I ReviewerDocument41 pagesSmaw NC I ReviewerMay Esban100% (3)
- TM SmawDocument1 pageTM SmawKynneza UniqueNo ratings yet
- Competency - Based Learning Materials: Metals and Engineering (Sector)Document44 pagesCompetency - Based Learning Materials: Metals and Engineering (Sector)Gissele Abolucion100% (1)
- Demonstrating Working ValuesDocument31 pagesDemonstrating Working ValuesSolomon GebruNo ratings yet
- Evidence Plan 1Document28 pagesEvidence Plan 1cheenee dela cruzNo ratings yet
- CBLM - SMAW NC II - CORE PIPES NewDocument207 pagesCBLM - SMAW NC II - CORE PIPES NewCharity GarrateNo ratings yet
- Apply Safety Practices (Common)Document38 pagesApply Safety Practices (Common)Edwin SanbuenaventuraNo ratings yet
- 8 Fit Up Weld MaterialsDocument42 pages8 Fit Up Weld MaterialslildensixxNo ratings yet
- Learning-Plan Science 6 - October - 6 & 7Document3 pagesLearning-Plan Science 6 - October - 6 & 7Nomar MercinesNo ratings yet
- Chemistry PracticalDocument14 pagesChemistry PracticalIt IsNo ratings yet
- EMAT FA1.1 - Q1.1 Ferrous and Non-Ferrous MetalsDocument3 pagesEMAT FA1.1 - Q1.1 Ferrous and Non-Ferrous MetalsUC MARE MARITIME SYLLABUS CDRCNo ratings yet
- Exercise No.1 Soil Sampling For Chemical and Physical AnalysesDocument22 pagesExercise No.1 Soil Sampling For Chemical and Physical AnalysesMark MatthewNo ratings yet
- Elix ABS M220: Technical InformationDocument3 pagesElix ABS M220: Technical InformationDiegoTierradentroNo ratings yet
- Method Statement-Hard Landscaping WorksDocument4 pagesMethod Statement-Hard Landscaping Worksbhupsjangir0% (1)
- Crysytal Growth GelDocument18 pagesCrysytal Growth GelGnana SilviaNo ratings yet
- Bomba Final 3 PDFDocument259 pagesBomba Final 3 PDFDiegNo ratings yet
- Space Engineering: Thermal Design Handbook - Part 12: LouversDocument106 pagesSpace Engineering: Thermal Design Handbook - Part 12: LouversAsistencia Técnica JLFNo ratings yet
- PRESENTATIONDocument34 pagesPRESENTATIONMs PhysicsNo ratings yet
- Static and Seismic Design of One-Way and Two-Way JDocument17 pagesStatic and Seismic Design of One-Way and Two-Way JRAVIRAJ KARKENo ratings yet
- Fs Item Master 06.08.21Document81 pagesFs Item Master 06.08.21Prem RathoreNo ratings yet
- Group 16Document12 pagesGroup 16api-460406046No ratings yet
- RST Instruments: Vibrating Wire Strain Gauge Model VWSG-S Instruction ManualDocument32 pagesRST Instruments: Vibrating Wire Strain Gauge Model VWSG-S Instruction ManualSyed Aqib AliNo ratings yet
- Strength of Materials (HE 306)Document463 pagesStrength of Materials (HE 306)Anu ParameswaranNo ratings yet
- Bio FuelDocument36 pagesBio FuelAmal ManojNo ratings yet
- 0837 Sigma Profile Extra FineDocument2 pages0837 Sigma Profile Extra Fineمحمد عزتNo ratings yet
- TDS - Masterpren TPE-FDocument2 pagesTDS - Masterpren TPE-FAlexi ALfred H. TagoNo ratings yet
- Rebar CalculationDocument8 pagesRebar CalculationEr Pranabesh SenNo ratings yet
- Skirt & Anchor Bolt BROWNELL & YOUNG Process Equip. DesignDocument15 pagesSkirt & Anchor Bolt BROWNELL & YOUNG Process Equip. DesignImthiyaz HNo ratings yet
- Section 3: Specification Classification Product DescriptionDocument1 pageSection 3: Specification Classification Product DescriptiontamharNo ratings yet
- Mroy Metering Pumps Data Sheet - 2022Document5 pagesMroy Metering Pumps Data Sheet - 2022Ricardo VeraNo ratings yet
- Surflex: N - M F HDocument2 pagesSurflex: N - M F HJohn Shane100% (1)
- Chemistry Haloalkanes (Sem 3)Document20 pagesChemistry Haloalkanes (Sem 3)Geethanjali SivakumarNo ratings yet
- Selection of Wire Loop - Precast PDFDocument49 pagesSelection of Wire Loop - Precast PDFkamakshiNo ratings yet
- Combined PDF TensionBushesDocument6 pagesCombined PDF TensionBusheslogan95No ratings yet
- A 48 Gray Iron CastingsDocument5 pagesA 48 Gray Iron Castingswasatiah05No ratings yet