Download as pdf or txt
You might also like
- Product Manual 36604 (Revision M, 4/2004) : PGA GovernorDocument101 pagesProduct Manual 36604 (Revision M, 4/2004) : PGA Governorpcatruong100% (1)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Duplex Coatings Over HDG-Researchgate ReportDocument19 pagesDuplex Coatings Over HDG-Researchgate ReportRyanNo ratings yet
- Draft: Edition: P5 Date: Dec.2007 Study: StageDocument17 pagesDraft: Edition: P5 Date: Dec.2007 Study: StagenamenameNo ratings yet
- Tecnical R 802Document16 pagesTecnical R 802Dyah Ayu100% (1)
- OS1LTSTA12UBKDocument2 pagesOS1LTSTA12UBKShimahNo ratings yet
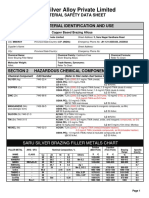
- Msds Rbcuzn CDocument4 pagesMsds Rbcuzn CPratik LadNo ratings yet
- Water 3Document1 pageWater 3Yasndra AbeygunewardhaneNo ratings yet
- Ok 67.67 Esab 309Document1 pageOk 67.67 Esab 309Sadashiva sahooNo ratings yet
- 7.5 Kva BomDocument2 pages7.5 Kva BomDinesh MNo ratings yet
- Ok 68.55Document1 pageOk 68.55Sadashiva sahooNo ratings yet
- T.D.A 04H0SK1RDocument1 pageT.D.A 04H0SK1Rmichael luqueNo ratings yet
- Nbml-Nf-0127-2024-Pond AshDocument1 pageNbml-Nf-0127-2024-Pond AshRavindra singh TanwarNo ratings yet
- Laser Hybrid Welding of A Lean Duplex Stainless Steel: Elin M. Westin Anna FellmanDocument10 pagesLaser Hybrid Welding of A Lean Duplex Stainless Steel: Elin M. Westin Anna FellmanAdam Al AufaNo ratings yet
- TDS-US-ParaWeb 2, Nov15Document1 pageTDS-US-ParaWeb 2, Nov15Saurabh ChandelNo ratings yet
- Earthing Deatils For DumadDocument9 pagesEarthing Deatils For DumadNisith SahooNo ratings yet
- Mat 2660 For Suppliers PDFDocument3 pagesMat 2660 For Suppliers PDFbaskaran ayyapparajNo ratings yet
- Wire Kundan CabDocument7 pagesWire Kundan CabNithin Jain100% (1)
- Spaulding Lighting Cambridge II Spec Sheet 1-87Document2 pagesSpaulding Lighting Cambridge II Spec Sheet 1-87Alan MastersNo ratings yet
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- Elektor Electronics USA 1991 01Document76 pagesElektor Electronics USA 1991 01Patrik1968No ratings yet
- Bill of Materials: Roof SheetDocument1 pageBill of Materials: Roof SheetAbdullah Al JubayerNo ratings yet
- E10018d2-Eng LINCOLNDocument1 pageE10018d2-Eng LINCOLNBenfil ViernezNo ratings yet
- RO3000 Series BondplyData Sheet Processing GuidelinesDocument4 pagesRO3000 Series BondplyData Sheet Processing GuidelinesEricson NavasNo ratings yet
- Welding Procedure Qualification: in According ASME IXDocument3 pagesWelding Procedure Qualification: in According ASME IXRochy GbNo ratings yet
- (H) RADOXDATABUS120OHMnx0.5XMDocument3 pages(H) RADOXDATABUS120OHMnx0.5XM다원시스No ratings yet
- Material Safety Data Sheet: 1. Product IdentificationDocument8 pagesMaterial Safety Data Sheet: 1. Product IdentificationAndreea BadeaNo ratings yet
- Tenacito 70Document1 pageTenacito 70Luis Angel Unocc FernandezNo ratings yet
- SLT Sta With e Glass 2 5954Document3 pagesSLT Sta With e Glass 2 5954Marlon Fukunaga RomeroNo ratings yet
- Optronics - Single Loose Tube With Steel Tape Armour Fibre Optic CableDocument3 pagesOptronics - Single Loose Tube With Steel Tape Armour Fibre Optic CableblegedesNo ratings yet
- Bourns SRP1265C 4R7MDocument6 pagesBourns SRP1265C 4R7MWalter Martin Paz HolguinNo ratings yet
- 11 September 2020Document1 page11 September 2020Ibnu - CHCNo ratings yet
- Metallurgy-Brass PowderDocument4 pagesMetallurgy-Brass Powdersea66No ratings yet
- DS - Aaac 150Document1 pageDS - Aaac 150nnNo ratings yet
- Dual Shield 7100 LC PDFDocument3 pagesDual Shield 7100 LC PDFNicolas MaximilianoNo ratings yet
- X 1 / Time-Delay, Glass Tube Fuses: MDL SeriesDocument2 pagesX 1 / Time-Delay, Glass Tube Fuses: MDL SeriesJulianaNo ratings yet
- TPT 20221220a Rev.1Document5 pagesTPT 20221220a Rev.1Kaajma EngineeringNo ratings yet
- Lincolnweld LA-93, AWS EB3RDocument2 pagesLincolnweld LA-93, AWS EB3Rpratik charkhawalaNo ratings yet
- Purge LT SpecsDocument12 pagesPurge LT SpecsPolytex IndiaNo ratings yet
- Spaulding Lighting Ventura Spec Sheet 6-81Document2 pagesSpaulding Lighting Ventura Spec Sheet 6-81Alan MastersNo ratings yet
- Table: Joint Displacements Joint Outputcase Casetype U1 U2 U3 R1 R2 R3Document4 pagesTable: Joint Displacements Joint Outputcase Casetype U1 U2 U3 R1 R2 R3Taimoor QureshiNo ratings yet
- Section 3: Specification Classification Product DescriptionDocument1 pageSection 3: Specification Classification Product DescriptiontamharNo ratings yet
- Stellite 21Document2 pagesStellite 21Mohsen ParpinchiNo ratings yet
- Optimization of Thin Films of Al2O3 AR and Pairs of Al2O3-TiO2 HR Coatings For Facets of 808 NM Laser DiodeDocument4 pagesOptimization of Thin Films of Al2O3 AR and Pairs of Al2O3-TiO2 HR Coatings For Facets of 808 NM Laser DiodecjpanchalNo ratings yet
- Metal Film Fixed Resistors (Rohs Compliant) MF-RC SeriesDocument4 pagesMetal Film Fixed Resistors (Rohs Compliant) MF-RC SeriesPablo ElíasNo ratings yet
- Citoflux r82 SR (T 46 6 Ni1 P M 1 h5)Document1 pageCitoflux r82 SR (T 46 6 Ni1 P M 1 h5)brunizzaNo ratings yet
- Slyb130 KTT-DesignSummaryDocument8 pagesSlyb130 KTT-DesignSummaryStephan RiahiNo ratings yet
- NE2G757GT: Specifications For Green LedDocument18 pagesNE2G757GT: Specifications For Green LedYiannis PapadopoulosNo ratings yet
- jz3008886 Si 001Document11 pagesjz3008886 Si 001Indira DeviNo ratings yet
- 3030 - S36W SMD LED DatasheetDocument22 pages3030 - S36W SMD LED DatasheetArturo mendozaNo ratings yet
- Wide-Lite Spectra Ten Series Brochure 1992Document6 pagesWide-Lite Spectra Ten Series Brochure 1992Alan MastersNo ratings yet
- Section 4: Specification ClassificationDocument1 pageSection 4: Specification ClassificationTheo AnggaraNo ratings yet
- Hobart Hachene-590Document1 pageHobart Hachene-590Felipe montanaNo ratings yet
- DSAIH000332170Document5 pagesDSAIH000332170Doddy PrasetyaNo ratings yet
- DSM-0252.1 NiCr AlloysDocument7 pagesDSM-0252.1 NiCr AlloyscorsamaxxNo ratings yet
- SP 1118 en 00Document2 pagesSP 1118 en 00erick.acopemNo ratings yet
- 7-65-0407 Rev 6Document1 page7-65-0407 Rev 6rajanjisri2259No ratings yet
- Stellite 6 DS01-21708 (S R0808)Document2 pagesStellite 6 DS01-21708 (S R0808)bwv1006No ratings yet
- Esab 309lmo Ok 67.68Document1 pageEsab 309lmo Ok 67.68Sadashiva sahooNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- LC1D115F7 DATASHEET IE en-GBDocument6 pagesLC1D115F7 DATASHEET IE en-GBJose Gregorio Lira SerranoNo ratings yet
- 06.TBT1 Drilling BitsDocument110 pages06.TBT1 Drilling BitsNelly KatihabwaNo ratings yet
- Classe Elementalista D&D 5eDocument16 pagesClasse Elementalista D&D 5enicol dadaNo ratings yet
- File Unit 1 Jan 2021 QPDocument20 pagesFile Unit 1 Jan 2021 QPRonit CharlesNo ratings yet
- PG SyllabuDocument22 pagesPG SyllabuaniketNo ratings yet
- PEC Unit 1 NotesDocument5 pagesPEC Unit 1 NotesMohit kaduNo ratings yet
- Physics XII CombinedDocument556 pagesPhysics XII CombinedRamya PothurNo ratings yet
- Cep Ee341Document5 pagesCep Ee341Muhammad OmarNo ratings yet
- Electrical Grounding TechniquesDocument20 pagesElectrical Grounding Techniquesjunior_jazzz100% (1)
- Developments in The Production of Grain-Oriented Electrical SteelDocument5 pagesDevelopments in The Production of Grain-Oriented Electrical Steelد. علا محمد حداويNo ratings yet
- Reporte Resumido PB LRFDDocument3 pagesReporte Resumido PB LRFDErick HurtadoNo ratings yet
- Math 280 Final Guide (2019) - SmithDocument9 pagesMath 280 Final Guide (2019) - SmithzaneNo ratings yet
- Seepage 1 PDFDocument16 pagesSeepage 1 PDFRadifan Halif100% (1)
- Autonomous Autorotation of An RC HelicopterDocument2 pagesAutonomous Autorotation of An RC HelicopterWaleed TayyabNo ratings yet
- Question Bank - CRE-2023Document38 pagesQuestion Bank - CRE-2023Naman KumarNo ratings yet
- Spectral Imaging Revised RemovedDocument6 pagesSpectral Imaging Revised RemovedSilence is BetterNo ratings yet
- Curva AsfalticaDocument55 pagesCurva AsfalticaWilliam Francisco NIETO CONTRERASNo ratings yet
- 2.2. Chemical ReactionsDocument4 pages2.2. Chemical Reactionsasfass sfasfasfasNo ratings yet
- COSTALD V2 (Oct99) NewDocument3 pagesCOSTALD V2 (Oct99) New898n6fxsrwNo ratings yet
- Stoichiometry-Sheet: 2 (Balancing of Reactions) : Level - 1 1. 1. 2. 3. 4. 5. 6. 7Document2 pagesStoichiometry-Sheet: 2 (Balancing of Reactions) : Level - 1 1. 1. 2. 3. 4. 5. 6. 7Aarnav JainNo ratings yet
- Turbo Generator Cooling SystemDocument18 pagesTurbo Generator Cooling SystemRuban Kumar100% (4)
- CXB English Data Sheet 1Document2 pagesCXB English Data Sheet 1Abdul KurniadiNo ratings yet
- Air Content of Freshly Mixed Concrete by The Pressure MethodDocument7 pagesAir Content of Freshly Mixed Concrete by The Pressure MethodEvert RiveraNo ratings yet
- L6 - Introduction ElectroanalyticalDocument38 pagesL6 - Introduction ElectroanalyticalcapNo ratings yet
- G11 ASP Lesson 1.2 Motion in Two Dimensions Part 2 Projectile MotionDocument14 pagesG11 ASP Lesson 1.2 Motion in Two Dimensions Part 2 Projectile MotionBHAGWAN SINGHNo ratings yet
- Comparison of PSFB and FB-LLC For High Power DCDCDocument49 pagesComparison of PSFB and FB-LLC For High Power DCDCNhật Đào QuốcNo ratings yet
- Flipped Classroom ScenarioDocument2 pagesFlipped Classroom ScenarioGothic AnkhNo ratings yet
- HSM01 A133900066MS Installation and AdjustmentDocument51 pagesHSM01 A133900066MS Installation and AdjustmentjokoNo ratings yet
- Solutions Board QuestionsDocument14 pagesSolutions Board QuestionsElsa HarryNo ratings yet