
6 Rottguard DLP Systems Explained
6 Rottguard DLP Systems Explained
You might also like
- ARGO-SC e HP 120-127-135 WQDocument62 pagesARGO-SC e HP 120-127-135 WQf.simula50% (2)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- SNGPL (INTERNSHIP REPORT)Document48 pagesSNGPL (INTERNSHIP REPORT)Hamza Asmat50% (2)
- Dryer Electrolux EDV5051 - EDV6051 PDFDocument12 pagesDryer Electrolux EDV5051 - EDV6051 PDFAdrian GillilandNo ratings yet
- Role of Architects in Sustainability DevelopmentDocument7 pagesRole of Architects in Sustainability DevelopmentBibilal VijayadevNo ratings yet
- Palava Case Study FinalDocument24 pagesPalava Case Study Finalanon_66961994100% (1)
- 240 126260252Document37 pages240 126260252Warren MorseNo ratings yet
- F20610036 181125 New Co-Generation PlantDocument6 pagesF20610036 181125 New Co-Generation PlantOrlando Gamboa HuertasNo ratings yet
- Large Generator Protection enDocument14 pagesLarge Generator Protection enNguyen Xuan TungNo ratings yet
- R-TEMP Fluid-02 PDFDocument4 pagesR-TEMP Fluid-02 PDFCarlos Gabriel Quintero Rodríguez0% (1)
- EK 5 Sapphire Compact InfographicDocument1 pageEK 5 Sapphire Compact InfographicAyhan ÖZKALNo ratings yet
- Croll-Reynolds Offers A Complete Selection of Pipeline Desuperheaters For Process, Power Plant and R&D ApplicationsDocument3 pagesCroll-Reynolds Offers A Complete Selection of Pipeline Desuperheaters For Process, Power Plant and R&D ApplicationsT. LimNo ratings yet
- WP Dds-En - BDocument6 pagesWP Dds-En - BAwang FaisalNo ratings yet
- CONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Document4 pagesCONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Ronny HasanNo ratings yet
- 027 LHD Brochure PatolDocument12 pages027 LHD Brochure PatolSandy J AronggearNo ratings yet
- Automatic Distance Relay PDFDocument4 pagesAutomatic Distance Relay PDFOmar Chayña VelásquezNo ratings yet
- Camara Termografica Flir Con Pantilt para Deteccion Temprada de Incendios en Almacen de CarbonDocument2 pagesCamara Termografica Flir Con Pantilt para Deteccion Temprada de Incendios en Almacen de Carbonugui81No ratings yet
- NBC vs. NFPADocument12 pagesNBC vs. NFPAMGHIRBI HAYKELNo ratings yet
- CATINDIG EE13 Presentation 10 Questionsaug 29 - CEIT 04 701ADocument6 pagesCATINDIG EE13 Presentation 10 Questionsaug 29 - CEIT 04 701AAbegailCatindigNo ratings yet
- Session 2004: 21, Rue D'artois, F-75008 Paris © CigréDocument7 pagesSession 2004: 21, Rue D'artois, F-75008 Paris © CigréeeswarjayaNo ratings yet
- Leica EG1150C IFU 2v6H en 0Document24 pagesLeica EG1150C IFU 2v6H en 0Shan AhmadNo ratings yet
- Versapol Versatile Portable Omnidirectional LightDocument2 pagesVersapol Versatile Portable Omnidirectional LightAdelAlcebaiNo ratings yet
- MCD 98805Document46 pagesMCD 98805Ely EksatinNo ratings yet
- Evolving Protection and Control Solutions For A Changing WorldDocument10 pagesEvolving Protection and Control Solutions For A Changing WorldJayam KondanNo ratings yet
- NW S11 Arc EnergyDocument8 pagesNW S11 Arc EnergySyahrial RamadhanNo ratings yet
- SIPROTEC Case Studies For Protective Relaying and Power QualityDocument94 pagesSIPROTEC Case Studies For Protective Relaying and Power QualityFabien Massenet100% (1)
- 450W Flood Lights DetailsDocument11 pages450W Flood Lights Detailscharles IkeNo ratings yet
- Walvis Bay, Namibia: Medium-Voltage Solution To Erongo RED's Paratus SubstationDocument2 pagesWalvis Bay, Namibia: Medium-Voltage Solution To Erongo RED's Paratus Substationshan cool02No ratings yet
- Clean Agent SystemDocument8 pagesClean Agent Systemstanjack99No ratings yet
- Willis.P PowerFactory ProtModelsDocument16 pagesWillis.P PowerFactory ProtModelsAndrewcaesarNo ratings yet
- b710lp NotifierDocument4 pagesb710lp NotifierMarcelo Fabián OrtizNo ratings yet
- Fire ProtectionDocument22 pagesFire Protectionanon_976020141100% (1)
- Ochure PDFDocument8 pagesOchure PDFSachin DarneNo ratings yet
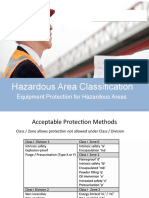
- Hazardous Area Classification: Equipment Protection For Hazardous AreasDocument22 pagesHazardous Area Classification: Equipment Protection For Hazardous AreasborrowmanaNo ratings yet
- Economical Self-Powered Transformer Protection: Salvador PalafoxDocument9 pagesEconomical Self-Powered Transformer Protection: Salvador Palafoxwaleedhm1991No ratings yet
- Deca 1200Document8 pagesDeca 1200Franklin BirtNo ratings yet
- Fire ExtDocument16 pagesFire ExtANYMOUSNo ratings yet
- FireTrace - Three Levels of Fire Protection Electrical CabinetsDocument6 pagesFireTrace - Three Levels of Fire Protection Electrical CabinetsIsa KumNo ratings yet
- Attachment Technical Leaflet Charger, UPS and BatteryDocument52 pagesAttachment Technical Leaflet Charger, UPS and BatteryWistaraNo ratings yet
- Ruijie RG-S2915-L Series Simplified Gigabit Switch Datasheet-20231218Document11 pagesRuijie RG-S2915-L Series Simplified Gigabit Switch Datasheet-20231218jobs.almisyarifNo ratings yet
- Etl 1110-2-311Document12 pagesEtl 1110-2-311Juan Carlos Villagrán FanteNo ratings yet
- Prysmian Medium Voltage CatalogueDocument144 pagesPrysmian Medium Voltage CatalogueGeorgios PourtsidisNo ratings yet
- Battery System in Nordhavn, CopenhagenDocument4 pagesBattery System in Nordhavn, Copenhagenleonardo_melo_costaNo ratings yet
- Pacl50 042012Document24 pagesPacl50 042012Ameen Hamed AlwseyNo ratings yet
- Centrifugal ChillerDocument24 pagesCentrifugal ChillerARUL SANKARANNo ratings yet
- DCL Flyer 08 2011Document8 pagesDCL Flyer 08 2011Anonymous UbwGTAcKlsNo ratings yet
- TFP228 08 2022Document5 pagesTFP228 08 2022mohammaddownloadingNo ratings yet
- Wide-Lite Bi-Level Lighting Control Brochure 1994Document16 pagesWide-Lite Bi-Level Lighting Control Brochure 1994Alan MastersNo ratings yet
- Zucchini CatalogDocument126 pagesZucchini Catalograjeshreni1No ratings yet
- Ochure PDFDocument8 pagesOchure PDFSachin DarneNo ratings yet
- Mobile Workshop 10 FTDocument21 pagesMobile Workshop 10 FTsidouNo ratings yet
- DCP-CZM Conventional Zone Module: DescriptionDocument2 pagesDCP-CZM Conventional Zone Module: DescriptionSamyr AlmeidaNo ratings yet
- Hydrocarbon Conversions Large Chillers Coolers PDFDocument10 pagesHydrocarbon Conversions Large Chillers Coolers PDFMakarius YuwonoNo ratings yet
- Substations Switchgear - Thermal Image ManualDocument2 pagesSubstations Switchgear - Thermal Image ManualLucia NunezNo ratings yet
- 0 Nikolaidis2015 OkDocument10 pages0 Nikolaidis2015 OkNahil ShakerNo ratings yet
- PPD-C-230V: Ceiling Mounted PIR Presence DetectorDocument2 pagesPPD-C-230V: Ceiling Mounted PIR Presence DetectorIbrahim SNo ratings yet
- 510 Pet 24Document7 pages510 Pet 24José Protasio RizalNo ratings yet
- Polytron 8200 PI EN 120712 FinDocument4 pagesPolytron 8200 PI EN 120712 FinJORGE ALOR RODRIGUEZNo ratings yet
- Final ElectricalelectronicsDocument16 pagesFinal ElectricalelectronicsKrunalsinhNo ratings yet
- UPS ComparisonDocument20 pagesUPS ComparisonKohNo ratings yet
- 1153 Data Sheet - EmceeDocument1 page1153 Data Sheet - Emceemanuel diazNo ratings yet
- SprinklerDocument50 pagesSprinklerFire FighersNo ratings yet
- Application Note: Ultra-Thin Automotive Lamps (8-12Mm) Using Smartleds and Total Internal Reflection (Tir) OpticsDocument8 pagesApplication Note: Ultra-Thin Automotive Lamps (8-12Mm) Using Smartleds and Total Internal Reflection (Tir) OpticsMartinNo ratings yet
- 10 1016@j Apenergy 2011 03 013Document10 pages10 1016@j Apenergy 2011 03 013VIKNESWARAN S KNo ratings yet
- Cerberus® PRO: Detectors and PeripheralsDocument4 pagesCerberus® PRO: Detectors and PeripheralsaskarNo ratings yet
- Technical Documentation - Regulation (EU) N. 813 - 2013 - i-FX-Q2-G05-Y SCOPDocument14 pagesTechnical Documentation - Regulation (EU) N. 813 - 2013 - i-FX-Q2-G05-Y SCOPAnmar AhmedNo ratings yet
- 06TTA356 - Sbom-DataDocument9 pages06TTA356 - Sbom-DataAnmar AhmedNo ratings yet
- Principles & ApplicationsDocument22 pagesPrinciples & ApplicationsAnmar AhmedNo ratings yet
- Principles & Applications: Digital ElectronicsDocument20 pagesPrinciples & Applications: Digital ElectronicsAnmar AhmedNo ratings yet
- Admmodule s11 12ps Iiia 1Document27 pagesAdmmodule s11 12ps Iiia 1Lebz Ricaram100% (2)
- View6L ManualDocument52 pagesView6L ManualThuy NguyenNo ratings yet
- Giignl Des Msa2011 FinalDocument45 pagesGiignl Des Msa2011 FinalWidyaSariNo ratings yet
- PB Exam 2023 2Document10 pagesPB Exam 2023 2晨航 凌No ratings yet
- Well Cementation: SynopsisDocument18 pagesWell Cementation: SynopsisHolger PinzonNo ratings yet
- SSLC Physics Full Syllabus RevisionDocument58 pagesSSLC Physics Full Syllabus RevisionSHIVA SHANKAR.CNo ratings yet
- IL NT MRS 2.2 Reference Guide r1Document2 pagesIL NT MRS 2.2 Reference Guide r1clavergaraNo ratings yet
- PLUS Defibrillator CatalogueDocument2 pagesPLUS Defibrillator CataloguebogdasusNo ratings yet
- Canadian - Solar-Datasheet-MaxPower - CS6U-325P - v5.562 - EN CSI PDFDocument2 pagesCanadian - Solar-Datasheet-MaxPower - CS6U-325P - v5.562 - EN CSI PDFLif AhadiNo ratings yet
- Pedal Operated Multi-Operational Machine 1Document9 pagesPedal Operated Multi-Operational Machine 1John P0% (1)
- 12FYPDocument230 pages12FYPHan Joon KimNo ratings yet
- Detector Termico PDFDocument2 pagesDetector Termico PDFRICHINo ratings yet
- MCQDocument99 pagesMCQsangeetadineshNo ratings yet
- Intelligent Solid State Transformers (SSTS) : A Key Building Block of Future Smart Grid SystemsDocument63 pagesIntelligent Solid State Transformers (SSTS) : A Key Building Block of Future Smart Grid Systemsss15121979No ratings yet
- Module - 7 Fire TechnologyDocument5 pagesModule - 7 Fire TechnologyAnthony EhaponNo ratings yet
- Sealings: Prodoral R 6-1 and PRODORAL H For Internal Domestic Gas Lines and Heating SystemsDocument8 pagesSealings: Prodoral R 6-1 and PRODORAL H For Internal Domestic Gas Lines and Heating SystemsEduardo AbarcaNo ratings yet
- Casting DefectsDocument10 pagesCasting DefectscarrespmNo ratings yet
- IMO International Convention Calendar - ClassNKDocument37 pagesIMO International Convention Calendar - ClassNKVu Tung LinhNo ratings yet
- BBB4M 1.3Document19 pagesBBB4M 1.3Rentaro MereuNo ratings yet
- Aluminum Extrusion FsiDocument9 pagesAluminum Extrusion FsiXPTO_COMNo ratings yet
- 14Document12 pages14Abhijeet BhagavatulaNo ratings yet
- Thermodynamics and Statistical Physics - GATE 2010-2017Document17 pagesThermodynamics and Statistical Physics - GATE 2010-2017Vikalp Pratap SinghNo ratings yet
- Open Circuit Current Transformer Characteristics - Voltage DisturbanceDocument4 pagesOpen Circuit Current Transformer Characteristics - Voltage DisturbanceAdam AbrahamNo ratings yet
- Origin of The Universe PDFDocument3 pagesOrigin of The Universe PDFReynante SantosNo ratings yet




























































































Download as pdf or txt
You might also like
- ARGO-SC e HP 120-127-135 WQDocument62 pagesARGO-SC e HP 120-127-135 WQf.simula50% (2)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- SNGPL (INTERNSHIP REPORT)Document48 pagesSNGPL (INTERNSHIP REPORT)Hamza Asmat50% (2)
- Dryer Electrolux EDV5051 - EDV6051 PDFDocument12 pagesDryer Electrolux EDV5051 - EDV6051 PDFAdrian GillilandNo ratings yet
- Role of Architects in Sustainability DevelopmentDocument7 pagesRole of Architects in Sustainability DevelopmentBibilal VijayadevNo ratings yet
- Palava Case Study FinalDocument24 pagesPalava Case Study Finalanon_66961994100% (1)
- 240 126260252Document37 pages240 126260252Warren MorseNo ratings yet
- F20610036 181125 New Co-Generation PlantDocument6 pagesF20610036 181125 New Co-Generation PlantOrlando Gamboa HuertasNo ratings yet
- Large Generator Protection enDocument14 pagesLarge Generator Protection enNguyen Xuan TungNo ratings yet
- R-TEMP Fluid-02 PDFDocument4 pagesR-TEMP Fluid-02 PDFCarlos Gabriel Quintero Rodríguez0% (1)
- EK 5 Sapphire Compact InfographicDocument1 pageEK 5 Sapphire Compact InfographicAyhan ÖZKALNo ratings yet
- Croll-Reynolds Offers A Complete Selection of Pipeline Desuperheaters For Process, Power Plant and R&D ApplicationsDocument3 pagesCroll-Reynolds Offers A Complete Selection of Pipeline Desuperheaters For Process, Power Plant and R&D ApplicationsT. LimNo ratings yet
- WP Dds-En - BDocument6 pagesWP Dds-En - BAwang FaisalNo ratings yet
- CONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Document4 pagesCONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Ronny HasanNo ratings yet
- 027 LHD Brochure PatolDocument12 pages027 LHD Brochure PatolSandy J AronggearNo ratings yet
- Automatic Distance Relay PDFDocument4 pagesAutomatic Distance Relay PDFOmar Chayña VelásquezNo ratings yet
- Camara Termografica Flir Con Pantilt para Deteccion Temprada de Incendios en Almacen de CarbonDocument2 pagesCamara Termografica Flir Con Pantilt para Deteccion Temprada de Incendios en Almacen de Carbonugui81No ratings yet
- NBC vs. NFPADocument12 pagesNBC vs. NFPAMGHIRBI HAYKELNo ratings yet
- CATINDIG EE13 Presentation 10 Questionsaug 29 - CEIT 04 701ADocument6 pagesCATINDIG EE13 Presentation 10 Questionsaug 29 - CEIT 04 701AAbegailCatindigNo ratings yet
- Session 2004: 21, Rue D'artois, F-75008 Paris © CigréDocument7 pagesSession 2004: 21, Rue D'artois, F-75008 Paris © CigréeeswarjayaNo ratings yet
- Leica EG1150C IFU 2v6H en 0Document24 pagesLeica EG1150C IFU 2v6H en 0Shan AhmadNo ratings yet
- Versapol Versatile Portable Omnidirectional LightDocument2 pagesVersapol Versatile Portable Omnidirectional LightAdelAlcebaiNo ratings yet
- MCD 98805Document46 pagesMCD 98805Ely EksatinNo ratings yet
- Evolving Protection and Control Solutions For A Changing WorldDocument10 pagesEvolving Protection and Control Solutions For A Changing WorldJayam KondanNo ratings yet
- NW S11 Arc EnergyDocument8 pagesNW S11 Arc EnergySyahrial RamadhanNo ratings yet
- SIPROTEC Case Studies For Protective Relaying and Power QualityDocument94 pagesSIPROTEC Case Studies For Protective Relaying and Power QualityFabien Massenet100% (1)
- 450W Flood Lights DetailsDocument11 pages450W Flood Lights Detailscharles IkeNo ratings yet
- Walvis Bay, Namibia: Medium-Voltage Solution To Erongo RED's Paratus SubstationDocument2 pagesWalvis Bay, Namibia: Medium-Voltage Solution To Erongo RED's Paratus Substationshan cool02No ratings yet
- Clean Agent SystemDocument8 pagesClean Agent Systemstanjack99No ratings yet
- Willis.P PowerFactory ProtModelsDocument16 pagesWillis.P PowerFactory ProtModelsAndrewcaesarNo ratings yet
- b710lp NotifierDocument4 pagesb710lp NotifierMarcelo Fabián OrtizNo ratings yet
- Fire ProtectionDocument22 pagesFire Protectionanon_976020141100% (1)
- Ochure PDFDocument8 pagesOchure PDFSachin DarneNo ratings yet
- Hazardous Area Classification: Equipment Protection For Hazardous AreasDocument22 pagesHazardous Area Classification: Equipment Protection For Hazardous AreasborrowmanaNo ratings yet
- Economical Self-Powered Transformer Protection: Salvador PalafoxDocument9 pagesEconomical Self-Powered Transformer Protection: Salvador Palafoxwaleedhm1991No ratings yet
- Deca 1200Document8 pagesDeca 1200Franklin BirtNo ratings yet
- Fire ExtDocument16 pagesFire ExtANYMOUSNo ratings yet
- FireTrace - Three Levels of Fire Protection Electrical CabinetsDocument6 pagesFireTrace - Three Levels of Fire Protection Electrical CabinetsIsa KumNo ratings yet
- Attachment Technical Leaflet Charger, UPS and BatteryDocument52 pagesAttachment Technical Leaflet Charger, UPS and BatteryWistaraNo ratings yet
- Ruijie RG-S2915-L Series Simplified Gigabit Switch Datasheet-20231218Document11 pagesRuijie RG-S2915-L Series Simplified Gigabit Switch Datasheet-20231218jobs.almisyarifNo ratings yet
- Etl 1110-2-311Document12 pagesEtl 1110-2-311Juan Carlos Villagrán FanteNo ratings yet
- Prysmian Medium Voltage CatalogueDocument144 pagesPrysmian Medium Voltage CatalogueGeorgios PourtsidisNo ratings yet
- Battery System in Nordhavn, CopenhagenDocument4 pagesBattery System in Nordhavn, Copenhagenleonardo_melo_costaNo ratings yet
- Pacl50 042012Document24 pagesPacl50 042012Ameen Hamed AlwseyNo ratings yet
- Centrifugal ChillerDocument24 pagesCentrifugal ChillerARUL SANKARANNo ratings yet
- DCL Flyer 08 2011Document8 pagesDCL Flyer 08 2011Anonymous UbwGTAcKlsNo ratings yet
- TFP228 08 2022Document5 pagesTFP228 08 2022mohammaddownloadingNo ratings yet
- Wide-Lite Bi-Level Lighting Control Brochure 1994Document16 pagesWide-Lite Bi-Level Lighting Control Brochure 1994Alan MastersNo ratings yet
- Zucchini CatalogDocument126 pagesZucchini Catalograjeshreni1No ratings yet
- Ochure PDFDocument8 pagesOchure PDFSachin DarneNo ratings yet
- Mobile Workshop 10 FTDocument21 pagesMobile Workshop 10 FTsidouNo ratings yet
- DCP-CZM Conventional Zone Module: DescriptionDocument2 pagesDCP-CZM Conventional Zone Module: DescriptionSamyr AlmeidaNo ratings yet
- Hydrocarbon Conversions Large Chillers Coolers PDFDocument10 pagesHydrocarbon Conversions Large Chillers Coolers PDFMakarius YuwonoNo ratings yet
- Substations Switchgear - Thermal Image ManualDocument2 pagesSubstations Switchgear - Thermal Image ManualLucia NunezNo ratings yet
- 0 Nikolaidis2015 OkDocument10 pages0 Nikolaidis2015 OkNahil ShakerNo ratings yet
- PPD-C-230V: Ceiling Mounted PIR Presence DetectorDocument2 pagesPPD-C-230V: Ceiling Mounted PIR Presence DetectorIbrahim SNo ratings yet
- 510 Pet 24Document7 pages510 Pet 24José Protasio RizalNo ratings yet
- Polytron 8200 PI EN 120712 FinDocument4 pagesPolytron 8200 PI EN 120712 FinJORGE ALOR RODRIGUEZNo ratings yet
- Final ElectricalelectronicsDocument16 pagesFinal ElectricalelectronicsKrunalsinhNo ratings yet
- UPS ComparisonDocument20 pagesUPS ComparisonKohNo ratings yet
- 1153 Data Sheet - EmceeDocument1 page1153 Data Sheet - Emceemanuel diazNo ratings yet
- SprinklerDocument50 pagesSprinklerFire FighersNo ratings yet
- Application Note: Ultra-Thin Automotive Lamps (8-12Mm) Using Smartleds and Total Internal Reflection (Tir) OpticsDocument8 pagesApplication Note: Ultra-Thin Automotive Lamps (8-12Mm) Using Smartleds and Total Internal Reflection (Tir) OpticsMartinNo ratings yet
- 10 1016@j Apenergy 2011 03 013Document10 pages10 1016@j Apenergy 2011 03 013VIKNESWARAN S KNo ratings yet
- Cerberus® PRO: Detectors and PeripheralsDocument4 pagesCerberus® PRO: Detectors and PeripheralsaskarNo ratings yet
- Technical Documentation - Regulation (EU) N. 813 - 2013 - i-FX-Q2-G05-Y SCOPDocument14 pagesTechnical Documentation - Regulation (EU) N. 813 - 2013 - i-FX-Q2-G05-Y SCOPAnmar AhmedNo ratings yet
- 06TTA356 - Sbom-DataDocument9 pages06TTA356 - Sbom-DataAnmar AhmedNo ratings yet
- Principles & ApplicationsDocument22 pagesPrinciples & ApplicationsAnmar AhmedNo ratings yet
- Principles & Applications: Digital ElectronicsDocument20 pagesPrinciples & Applications: Digital ElectronicsAnmar AhmedNo ratings yet
- Admmodule s11 12ps Iiia 1Document27 pagesAdmmodule s11 12ps Iiia 1Lebz Ricaram100% (2)
- View6L ManualDocument52 pagesView6L ManualThuy NguyenNo ratings yet
- Giignl Des Msa2011 FinalDocument45 pagesGiignl Des Msa2011 FinalWidyaSariNo ratings yet
- PB Exam 2023 2Document10 pagesPB Exam 2023 2晨航 凌No ratings yet
- Well Cementation: SynopsisDocument18 pagesWell Cementation: SynopsisHolger PinzonNo ratings yet
- SSLC Physics Full Syllabus RevisionDocument58 pagesSSLC Physics Full Syllabus RevisionSHIVA SHANKAR.CNo ratings yet
- IL NT MRS 2.2 Reference Guide r1Document2 pagesIL NT MRS 2.2 Reference Guide r1clavergaraNo ratings yet
- PLUS Defibrillator CatalogueDocument2 pagesPLUS Defibrillator CataloguebogdasusNo ratings yet
- Canadian - Solar-Datasheet-MaxPower - CS6U-325P - v5.562 - EN CSI PDFDocument2 pagesCanadian - Solar-Datasheet-MaxPower - CS6U-325P - v5.562 - EN CSI PDFLif AhadiNo ratings yet
- Pedal Operated Multi-Operational Machine 1Document9 pagesPedal Operated Multi-Operational Machine 1John P0% (1)
- 12FYPDocument230 pages12FYPHan Joon KimNo ratings yet
- Detector Termico PDFDocument2 pagesDetector Termico PDFRICHINo ratings yet
- MCQDocument99 pagesMCQsangeetadineshNo ratings yet
- Intelligent Solid State Transformers (SSTS) : A Key Building Block of Future Smart Grid SystemsDocument63 pagesIntelligent Solid State Transformers (SSTS) : A Key Building Block of Future Smart Grid Systemsss15121979No ratings yet
- Module - 7 Fire TechnologyDocument5 pagesModule - 7 Fire TechnologyAnthony EhaponNo ratings yet
- Sealings: Prodoral R 6-1 and PRODORAL H For Internal Domestic Gas Lines and Heating SystemsDocument8 pagesSealings: Prodoral R 6-1 and PRODORAL H For Internal Domestic Gas Lines and Heating SystemsEduardo AbarcaNo ratings yet
- Casting DefectsDocument10 pagesCasting DefectscarrespmNo ratings yet
- IMO International Convention Calendar - ClassNKDocument37 pagesIMO International Convention Calendar - ClassNKVu Tung LinhNo ratings yet
- BBB4M 1.3Document19 pagesBBB4M 1.3Rentaro MereuNo ratings yet
- Aluminum Extrusion FsiDocument9 pagesAluminum Extrusion FsiXPTO_COMNo ratings yet
- 14Document12 pages14Abhijeet BhagavatulaNo ratings yet
- Thermodynamics and Statistical Physics - GATE 2010-2017Document17 pagesThermodynamics and Statistical Physics - GATE 2010-2017Vikalp Pratap SinghNo ratings yet
- Open Circuit Current Transformer Characteristics - Voltage DisturbanceDocument4 pagesOpen Circuit Current Transformer Characteristics - Voltage DisturbanceAdam AbrahamNo ratings yet
- Origin of The Universe PDFDocument3 pagesOrigin of The Universe PDFReynante SantosNo ratings yet