Download as pdf or txt
You might also like
- Volumetric Analysis LabDocument3 pagesVolumetric Analysis LabHobi and Jimin’s waRM Jinger Tae with Suga KookiesNo ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Evolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantDocument7 pagesEvolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantRogger Asmat VasquezNo ratings yet
- Improvement in Performance of Cold-Drawn SCM435 Alloy Steel Wires Through Optimization of Intercritical Annealing ParametersDocument16 pagesImprovement in Performance of Cold-Drawn SCM435 Alloy Steel Wires Through Optimization of Intercritical Annealing Parametersenrico susantoNo ratings yet
- Panduan BeasiswaDocument7 pagesPanduan BeasiswaAmalia Tri WNo ratings yet
- Precipitation in A Lead Calcium Tin AnodeDocument7 pagesPrecipitation in A Lead Calcium Tin AnodeDilfredo RuizNo ratings yet
- Influence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-MgDocument12 pagesInfluence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-Mgkt rajaNo ratings yet
- En8 CharpyDocument10 pagesEn8 CharpyfailureanalystNo ratings yet
- Bainítico - Ferry2002Document8 pagesBainítico - Ferry2002Douglas RodriguesNo ratings yet
- Influence of Titanium Oxide Films On Copper Nucleation During ElectrodepositionDocument12 pagesInfluence of Titanium Oxide Films On Copper Nucleation During Electrodepositionapi-19973331No ratings yet
- Reference 3Document4 pagesReference 3Adnan SaadiNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- Ferrita Delta y Fase Sigma SS321Document7 pagesFerrita Delta y Fase Sigma SS321Andrea CalderaNo ratings yet
- The Influence of Temperature-Time Parameter of WelDocument5 pagesThe Influence of Temperature-Time Parameter of WelT. LimNo ratings yet
- 10.1515 - HTMP 2019 0028Document11 pages10.1515 - HTMP 2019 0028sarasavahNo ratings yet
- Elrefaey 2010Document7 pagesElrefaey 2010mojtaba nNo ratings yet
- Ojay 1ST Publication PDFDocument16 pagesOjay 1ST Publication PDFvenkatrangan2003No ratings yet
- Temper EmbrittlementDocument5 pagesTemper EmbrittlementClaudia Patricia Magaña RabanalesNo ratings yet
- 4340qt-Ht-Iq1-Diff Heatr TestDocument9 pages4340qt-Ht-Iq1-Diff Heatr Testjohn smithNo ratings yet
- Optimization of Spheroidized Annealing Process Parameters On AISI 10B21 Steel Wire Using Taguchi ApproachDocument4 pagesOptimization of Spheroidized Annealing Process Parameters On AISI 10B21 Steel Wire Using Taguchi ApproachTanzil ZaidiNo ratings yet
- High Strength and Ductility)Document17 pagesHigh Strength and Ductility)ddsiva402No ratings yet
- Clarke2014 CarbidesDocument11 pagesClarke2014 CarbidesmadyeNo ratings yet
- Demarque 2018Document9 pagesDemarque 2018Jose G. Cueva CardeñaNo ratings yet
- Kosuke Ueki 2018Document12 pagesKosuke Ueki 2018MadeNo ratings yet
- Physical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)Document4 pagesPhysical and Numerical Modelling of Heat Treatment The Precipitation-Hardening Complex-Phase Steel (CP)rodrigosiqueiraNo ratings yet
- Application of EIS To The Study of Corrosion Behaviour of Sintered Ferritic Stainless Steels Before and After High-Temperature ExposureDocument8 pagesApplication of EIS To The Study of Corrosion Behaviour of Sintered Ferritic Stainless Steels Before and After High-Temperature ExposuremadacursaruNo ratings yet
- A Novel and Simple Technique For Development of Dual Phase Steels WithDocument6 pagesA Novel and Simple Technique For Development of Dual Phase Steels WithDaniel Carlos AndradeNo ratings yet
- Behaviour of Structural Carbon Steel at High Temperatures PDFDocument10 pagesBehaviour of Structural Carbon Steel at High Temperatures PDFAlex GigenaNo ratings yet
- TMP 37 E9Document9 pagesTMP 37 E9FrontiersNo ratings yet
- Mehdi 2019Document11 pagesMehdi 2019Hoàng Tâm LêNo ratings yet
- Welding Procedures of Turbine Blades by Using ER 309L Austenitic Filler WireDocument8 pagesWelding Procedures of Turbine Blades by Using ER 309L Austenitic Filler Wireeko siswono100% (1)
- 1 s2.0 S0921509304000590 MainDocument14 pages1 s2.0 S0921509304000590 MainDharmender JangraNo ratings yet
- Materials Science & Engineering ADocument8 pagesMaterials Science & Engineering Avladimirsoler01No ratings yet
- Study of Pipeline Steels With Acicular Ferrite MicDocument6 pagesStudy of Pipeline Steels With Acicular Ferrite MicPaulo HenriqueNo ratings yet
- Munawar 2018 J Phys3A Conf Ser 962 012063Document8 pagesMunawar 2018 J Phys3A Conf Ser 962 012063Bagas AlfaridzieNo ratings yet
- Horing 2010 - Characterization of Reverted Austenite During Prolonged Ageing of Maraging - ORIGINALDocument5 pagesHoring 2010 - Characterization of Reverted Austenite During Prolonged Ageing of Maraging - ORIGINALIAragaoNo ratings yet
- Materials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangDocument7 pagesMaterials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangPhat Nguyen TrungNo ratings yet
- 1 s2.0 S0921509314015780 MainDocument7 pages1 s2.0 S0921509314015780 MainAli UzunNo ratings yet
- On The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelDocument8 pagesOn The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelMallikarjunrao PanabakaNo ratings yet
- 1 s2.0 S0308016121000223 Main1Document11 pages1 s2.0 S0308016121000223 Main1prabaNo ratings yet
- Study of Short Times Tempering For AISI D2 Cold WoDocument7 pagesStudy of Short Times Tempering For AISI D2 Cold WoPol EspiNo ratings yet
- TMP 81 C1Document4 pagesTMP 81 C1FrontiersNo ratings yet
- Microstructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositesDocument10 pagesMicrostructure, Mechanical Properties, Electrical Conductivity and Wear Behavior of High Volume Tic Reinforced Cu-Matrix CompositeskdfjlkjlkNo ratings yet
- XIA Et Al., 2012Document7 pagesXIA Et Al., 2012Leandro Schroeder SchwabeNo ratings yet
- RetrurnDocument8 pagesRetrurnTechnical A-Star Testing & Inspection MalaysiaNo ratings yet
- Materials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumarDocument12 pagesMaterials Characterization: V. Thomas Paul, S. Saroja, S.K. Albert, T. Jayakumar, E. Rajendra KumargardenergardenerNo ratings yet
- Stainless Steels: Corrosion-Resistant Steels For Force-Measuring Elastic MembersDocument5 pagesStainless Steels: Corrosion-Resistant Steels For Force-Measuring Elastic MembersSinhro018No ratings yet
- 1 s2.0 S0921509321016853 MainDocument9 pages1 s2.0 S0921509321016853 MainGolla AnilNo ratings yet
- Ceramics International: SciencedirectDocument8 pagesCeramics International: SciencedirectAryan Singh LatherNo ratings yet
- NDT Characterization of Decarburization of Steel After Long-Time AnnealingDocument9 pagesNDT Characterization of Decarburization of Steel After Long-Time AnnealingSHUBHNo ratings yet
- Effect of Cu CR and Ni On Mechanical Properties ofDocument7 pagesEffect of Cu CR and Ni On Mechanical Properties ofsyedfarazshafeeqNo ratings yet
- Volchok 22Document4 pagesVolchok 22amitkkambleNo ratings yet
- Cook 2002Document5 pagesCook 2002Monalisa CharNo ratings yet
- Reverse Ageing in Hot-Rolled High-Carbon Steel Wire RodDocument7 pagesReverse Ageing in Hot-Rolled High-Carbon Steel Wire RodMada TetoNo ratings yet
- Enhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingDocument19 pagesEnhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingMoin ANo ratings yet
- Creep and Creep Damage Assessment in P91 Weld JointsDocument12 pagesCreep and Creep Damage Assessment in P91 Weld JointsDeepakNo ratings yet
- Weldability of Austenitic Manganese Steel: J. Mendez, M. Ghoreshy, W.B.F. Mackay, T.J.N. Smith, R.W. SmithDocument7 pagesWeldability of Austenitic Manganese Steel: J. Mendez, M. Ghoreshy, W.B.F. Mackay, T.J.N. Smith, R.W. Smithนรวิชญ์ กาญจนามัยNo ratings yet
- Mahmoudiniya2017 Article TheEffectOfColdRollingOnMicrosDocument9 pagesMahmoudiniya2017 Article TheEffectOfColdRollingOnMicrosShyam VsNo ratings yet
- Benarioua 2018 J. Phys. Conf. Ser. 1033 012008Document9 pagesBenarioua 2018 J. Phys. Conf. Ser. 1033 012008سعيدNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- Engineering Failure Analysis: Robert Kruzel, Malgorzata Ulewicz TDocument6 pagesEngineering Failure Analysis: Robert Kruzel, Malgorzata Ulewicz TSmruti Ranjan PattanayakNo ratings yet
- Torsion Delamination and Recrystallized Cementite of Heavy Drawing Pearlite Wires After Low Temperature AnnealingDocument21 pagesTorsion Delamination and Recrystallized Cementite of Heavy Drawing Pearlite Wires After Low Temperature AnnealingSmruti Ranjan PattanayakNo ratings yet
- Pass Schedule of Wire Drawing Process To Prevent Delamination For High Strength Steel Cord WireDocument9 pagesPass Schedule of Wire Drawing Process To Prevent Delamination For High Strength Steel Cord WireSmruti Ranjan PattanayakNo ratings yet
- Structural Evolution of Pearlite in Steels With Different Carbon Content Under Drastic Deformation During Cold DrawingDocument8 pagesStructural Evolution of Pearlite in Steels With Different Carbon Content Under Drastic Deformation During Cold DrawingSmruti Ranjan PattanayakNo ratings yet
- Torsion Performance of Pearlitic Steel Wires Effects of Morphology andDocument11 pagesTorsion Performance of Pearlitic Steel Wires Effects of Morphology andSmruti Ranjan PattanayakNo ratings yet
- Nature of Delamination Cracks in Pearlitic SteelsDocument5 pagesNature of Delamination Cracks in Pearlitic SteelsSmruti Ranjan PattanayakNo ratings yet
- Liu 2015Document8 pagesLiu 2015Smruti Ranjan PattanayakNo ratings yet
- Jiang 2014Document4 pagesJiang 2014Smruti Ranjan PattanayakNo ratings yet
- Kruzel 2018Document6 pagesKruzel 2018Smruti Ranjan PattanayakNo ratings yet
- A Study On Elimination of Defects For Enhancement of Cost-Effectiveness in Wire Rod Mills in Indian ScenarioDocument8 pagesA Study On Elimination of Defects For Enhancement of Cost-Effectiveness in Wire Rod Mills in Indian ScenarioSmruti Ranjan PattanayakNo ratings yet
- J Scriptamat 2014 04 016Document3 pagesJ Scriptamat 2014 04 016Smruti Ranjan PattanayakNo ratings yet
- FHFJKDDDDDDocument6 pagesFHFJKDDDDDSmruti Ranjan PattanayakNo ratings yet
- J Proeng 2017 05 348Document5 pagesJ Proeng 2017 05 348Smruti Ranjan PattanayakNo ratings yet
- HHFFFFHHDocument6 pagesHHFFFFHHSmruti Ranjan PattanayakNo ratings yet
- Size Dependence of Delamination of High-Carbon Steel WireDocument9 pagesSize Dependence of Delamination of High-Carbon Steel WireSmruti Ranjan PattanayakNo ratings yet
- Development of Medium Carbon Steel Wire Rods For Cold Heading by Isothermal Transformation TreatmentDocument6 pagesDevelopment of Medium Carbon Steel Wire Rods For Cold Heading by Isothermal Transformation TreatmentSmruti Ranjan PattanayakNo ratings yet
- Effect of Chemical Composition On Casting PerformanceDocument7 pagesEffect of Chemical Composition On Casting PerformanceSmruti Ranjan PattanayakNo ratings yet
- Development of High-Strength Steel Wire With Superior WeldabilityDocument5 pagesDevelopment of High-Strength Steel Wire With Superior WeldabilitySmruti Ranjan PattanayakNo ratings yet
- On And: Hypereutectoid Transf Ormation BehaviorDocument8 pagesOn And: Hypereutectoid Transf Ormation BehaviorSmruti Ranjan PattanayakNo ratings yet
- Limit Switches TNA201403 1.0Document16 pagesLimit Switches TNA201403 1.0Sergio GarcíaNo ratings yet
- Study On The Influence of Ageing On Chemical and Mechanical Properties of N, N - Dimethyl-N, N - Diphenylcarbamide Stabilized PropellantsDocument8 pagesStudy On The Influence of Ageing On Chemical and Mechanical Properties of N, N - Dimethyl-N, N - Diphenylcarbamide Stabilized Propellantstotenkopf0424No ratings yet
- Longitudinal Tensile Properties of "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Pipe and TubeDocument6 pagesLongitudinal Tensile Properties of "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Pipe and TubeShaker QaidiNo ratings yet
- 2023 JC2 Practical Revision Notes - TutorDocument50 pages2023 JC2 Practical Revision Notes - Tutorshakthee sivakumarNo ratings yet
- Faiz Ul Hassan (Al-Chemist)Document62 pagesFaiz Ul Hassan (Al-Chemist)Hussain AbbasNo ratings yet
- Role of The Smear Layer in Adhesive Dentistry (Saikaew) (2022)Document8 pagesRole of The Smear Layer in Adhesive Dentistry (Saikaew) (2022)Angie Acosta RodriguezNo ratings yet
- High Performance Liquid ChromatographyDocument2 pagesHigh Performance Liquid ChromatographyHina KhalidNo ratings yet
- Cristy Nicole Buiza ChE 130 Problem Set 5A 1Document13 pagesCristy Nicole Buiza ChE 130 Problem Set 5A 1Xavier AbainzaNo ratings yet
- Kosmos 54 - 052012Document2 pagesKosmos 54 - 052012suyeruiNo ratings yet
- Alien Juice Bar PH LabDocument2 pagesAlien Juice Bar PH LabEmily Q. LiuNo ratings yet
- Research Report 485: Elastomeric Seals For Rapid Gas Decompression Applications in High Pressure ServicesDocument74 pagesResearch Report 485: Elastomeric Seals For Rapid Gas Decompression Applications in High Pressure ServicesRonny Estremadoiro ArteagaNo ratings yet
- Articulo #2Document6 pagesArticulo #2Lizana AdielNo ratings yet
- Workmanship Standard For Polymeric Application On Electronic AssembliesDocument52 pagesWorkmanship Standard For Polymeric Application On Electronic AssembliesGreat StuffNo ratings yet
- Atomic Structure and Symbolism and Free Energy Group 8 ICE - 1101Document13 pagesAtomic Structure and Symbolism and Free Energy Group 8 ICE - 1101Rhon Paolo PerezNo ratings yet
- Molybdenum Species in Aqueous Solution - A Brief SummaryDocument8 pagesMolybdenum Species in Aqueous Solution - A Brief SummaryJuan Ignacio Gonzalez CabreraNo ratings yet
- Science 7 Week 2Document8 pagesScience 7 Week 2EDWIN DUMOPOYNo ratings yet
- Advanced Water Treatment Part 2-1Document20 pagesAdvanced Water Treatment Part 2-1Mitul PatelNo ratings yet
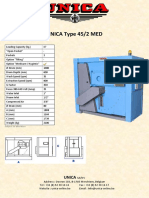
- UNICA Type 45/2 MEDDocument13 pagesUNICA Type 45/2 MEDkikokiko KarimNo ratings yet
- Brochure TGA enDocument12 pagesBrochure TGA enStancu BranNo ratings yet
- 托福阅读功能目的题1 0Document59 pages托福阅读功能目的题1 0jessehuang922No ratings yet
- Creatinina Jaffe Crco 0600Document4 pagesCreatinina Jaffe Crco 0600Ervin RodriguezNo ratings yet
- HD Ortho Catalogue Proof-3Document30 pagesHD Ortho Catalogue Proof-3Jenny CruzNo ratings yet
- Experimental Techniques - Summary Notes PreviewDocument8 pagesExperimental Techniques - Summary Notes Previewchong56No ratings yet
- Drying MaterialDocument22 pagesDrying MaterialbasuNo ratings yet
- Coursebook Answers Chapter 14 Asal ChemistryDocument4 pagesCoursebook Answers Chapter 14 Asal ChemistrykupasnetflixaccNo ratings yet
- Compact Dehumidifiers FFB Series BrochureDocument4 pagesCompact Dehumidifiers FFB Series Brochurelogicgates2002No ratings yet
- Evaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForDocument3 pagesEvaluation of Hydrocarbon Heat Transfer Fluids: Standard Guide ForahmedNo ratings yet
- Principles of BiochemistryDocument1 pagePrinciples of BiochemistryBeatriz IzquierdoNo ratings yet
- Pendants PDFDocument161 pagesPendants PDFmohammad nadherNo ratings yet