Download as pdf or txt
You might also like
- Refrigerator ValveDocument3 pagesRefrigerator ValveAve Niels100% (1)
- The Toyota Kata Practice Guide: Practicing Scientific Thinking Skills for Superior Results in 20 Minutes a DayFrom EverandThe Toyota Kata Practice Guide: Practicing Scientific Thinking Skills for Superior Results in 20 Minutes a DayRating: 4.5 out of 5 stars4.5/5 (7)
- B-64693en-1, Fanuc 0i-Model F Plus Connection Manual (Function)Document3,108 pagesB-64693en-1, Fanuc 0i-Model F Plus Connection Manual (Function)VladimirAgeev100% (2)
- Lathe Tail StockDocument2 pagesLathe Tail StockShaswata BoseNo ratings yet
- The Fusion Marketing Bible: Fuse Traditional Media, Social Media, & Digital Media to Maximize MarketingFrom EverandThe Fusion Marketing Bible: Fuse Traditional Media, Social Media, & Digital Media to Maximize MarketingRating: 5 out of 5 stars5/5 (2)
- 132 TV3 117VMDocument2 pages132 TV3 117VMYosif Thiab43% (7)
- KE13N Upload of COPA Offline PlanningDocument6 pagesKE13N Upload of COPA Offline PlanningMOORTHYNo ratings yet
- Lathe Tail StockDocument2 pagesLathe Tail StockNajihutsaqfan Hana AfanNo ratings yet
- Tool Turret: BTP-80.3-8PDocument1 pageTool Turret: BTP-80.3-8PDangSauNo ratings yet
- Nps A838Document1 pageNps A838FranGigaNo ratings yet
- AGITATOR DRAWINGS-ModelDocument1 pageAGITATOR DRAWINGS-ModelMonty KushwahaNo ratings yet
- 630 Amp m20 Metal PartDocument1 page630 Amp m20 Metal Partmiteshsinghal21No ratings yet
- D-Me-Ms-150r0 Lifting Lug of Spillway Service GateDocument1 pageD-Me-Ms-150r0 Lifting Lug of Spillway Service Gateolalekan fatai RotimiNo ratings yet
- Assembly 1Document21 pagesAssembly 1MOHIT PANTNo ratings yet
- Rancangan Design DrawDocument1 pageRancangan Design DrawMuh SanadNo ratings yet
- Piston L705 X Dia 36 X 20.2mmDocument1 pagePiston L705 X Dia 36 X 20.2mmVishal KotiaNo ratings yet
- Counter Weight 3 - 3TDocument1 pageCounter Weight 3 - 3TsrijithNo ratings yet
- 33 KV B&S METAL END FITTINGS SET FOR 20mm FRP-ModelDocument1 page33 KV B&S METAL END FITTINGS SET FOR 20mm FRP-ModeldebakalyandasNo ratings yet
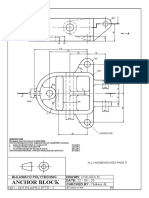
- Anchor Block - ITTD 2 - BWDocument1 pageAnchor Block - ITTD 2 - BWTafara DarangwaNo ratings yet
- EZ 2/3/5 SERIES: Parts ListDocument120 pagesEZ 2/3/5 SERIES: Parts ListNma ColonelnmaNo ratings yet
- Bottom Seal Totani 90 MMDocument1 pageBottom Seal Totani 90 MMlukito prasetionoNo ratings yet
- SK1528 Rook PDFDocument1 pageSK1528 Rook PDFInform7105No ratings yet
- D-Me-Ms-152r0 Side Wheel of Spillway Service GateDocument1 pageD-Me-Ms-152r0 Side Wheel of Spillway Service Gateolalekan fatai RotimiNo ratings yet
- DEORE Rear Derailleur: Super Long CageDocument1 pageDEORE Rear Derailleur: Super Long CageFerhatNo ratings yet
- User Manual Tissot T-Race (English - 7 Pages)Document2 pagesUser Manual Tissot T-Race (English - 7 Pages)hitek98765No ratings yet
- Figure 9Document1 pageFigure 9Sirlore SirloreNo ratings yet
- FC M522 3208aDocument1 pageFC M522 3208aKon ArvaNo ratings yet
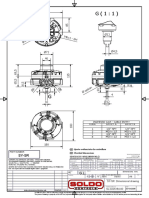
- SOLDO SY SR - Dimensional - DrawingDocument1 pageSOLDO SY SR - Dimensional - DrawingYoughorta TIRNo ratings yet
- IntelliFloXF Variable Speed Pump After August 2015Document1 pageIntelliFloXF Variable Speed Pump After August 2015marlenetapiaarmentaNo ratings yet
- Notes: 1. Debur All Sharp 0.3 X 45 2. Not Defined Radius R5 3. Chamfer Not Defined C1x45Document1 pageNotes: 1. Debur All Sharp 0.3 X 45 2. Not Defined Radius R5 3. Chamfer Not Defined C1x45Timothy Alfa100% (1)
- Edu Cadd: Details of Plummer BlockDocument1 pageEdu Cadd: Details of Plummer BlockjaslinNo ratings yet
- DB44 BTP 125.3 8PDocument1 pageDB44 BTP 125.3 8PalexNo ratings yet
- Technical Specification: ConfigurationDocument34 pagesTechnical Specification: ConfigurationAhmed IbrahimNo ratings yet
- SL BT9Document1 pageSL BT9La Hong LeNo ratings yet
- Archivos 38 ADocument1 pageArchivos 38 ANazareno VieraNo ratings yet
- Detail y BranchDocument1 pageDetail y BranchaminNo ratings yet
- Detail Y-BranchDocument1 pageDetail Y-BranchaminNo ratings yet
- Instructions For Parts Books: Note About Country CodesDocument12 pagesInstructions For Parts Books: Note About Country Codes12345ace12345No ratings yet
- VCL CVL SK 0005 3 POPS Plumbing System at P01 Combined Uu 240125Document1 pageVCL CVL SK 0005 3 POPS Plumbing System at P01 Combined Uu 240125Sze Wong HoNo ratings yet
- Catálogo de Peças - Intruder GN 125H-K7 - 2007 (Arrastado)Document1 pageCatálogo de Peças - Intruder GN 125H-K7 - 2007 (Arrastado)BrunaYazbekNo ratings yet
- Desen SUPORT CAPUITOR ALUMINIUDocument1 pageDesen SUPORT CAPUITOR ALUMINIUISTVÁN GYENGENo ratings yet
- Data Sheet UltimaDocument2 pagesData Sheet UltimaHyderNo ratings yet
- Part 092 PDFDocument1 pagePart 092 PDFsharenterNo ratings yet
- PRACTICA Nro Modificacion de Dibujos Docente:Gabriela ManchegoDocument1 pagePRACTICA Nro Modificacion de Dibujos Docente:Gabriela ManchegoWillian Alejandro Chura ZapanaNo ratings yet
- Ab STR 110 B124Document1 pageAb STR 110 B124arainzada807No ratings yet
- Illustrated Parts List: RT-7608LL November 2008Document34 pagesIllustrated Parts List: RT-7608LL November 2008Joél GrunhauserNo ratings yet
- Bill of Materials: Milling Machine Tail StockDocument1 pageBill of Materials: Milling Machine Tail StockSK ARIF MAHAMMADNo ratings yet
- Drive 315dDocument2 pagesDrive 315dDaniel alberto galvis jaimesNo ratings yet
- Update Revision 06 BB PX 140.4Document1 pageUpdate Revision 06 BB PX 140.4Mas AbiLNo ratings yet
- Section of A-A Scale (1: 1) A: Sarno P, Agus S P, Agus S 4/8/2017 4/8/2017Document1 pageSection of A-A Scale (1: 1) A: Sarno P, Agus S P, Agus S 4/8/2017 4/8/2017Dandi RyanNo ratings yet
- B-500 Parts - Rev BDocument9 pagesB-500 Parts - Rev BPreUniversitario MaxwellNo ratings yet
- Sheet 1 of 1: All Dimensions Are in MMDocument1 pageSheet 1 of 1: All Dimensions Are in MMPRASHANTHNo ratings yet
- Plug Switch 2D PDFDocument5 pagesPlug Switch 2D PDFAdy PurnamaNo ratings yet
- Ridgid No. 460-6 TristandDocument1 pageRidgid No. 460-6 TristandenriqueNo ratings yet
- Leaf Side Clamp HEX NUT M5: Parts ListDocument2 pagesLeaf Side Clamp HEX NUT M5: Parts ListPrabhat HambireNo ratings yet
- MP3127 LT 3 210 FlygtDocument7 pagesMP3127 LT 3 210 Flygtİlge Cem TarımcıoğluNo ratings yet
- Trolley Semua Siku-IsoDocument1 pageTrolley Semua Siku-IsoSyach FirmNo ratings yet
- 8.8. Monitor Module - 2 6 TC809A1059Document2 pages8.8. Monitor Module - 2 6 TC809A1059Nafis TyagiNo ratings yet
- LMC Air Receiver M-2Document1 pageLMC Air Receiver M-2hilarionsayson5No ratings yet
- Rto 12510 1108Document42 pagesRto 12510 1108gestada023No ratings yet
- BPW-Psychrometric Wheel Calculator-TO PRINTDocument2 pagesBPW-Psychrometric Wheel Calculator-TO PRINTSirArgothNo ratings yet
- Trolley Semua Siku-Wheel DetailDocument1 pageTrolley Semua Siku-Wheel DetailSyach FirmNo ratings yet
- Shaft Fan-Cooling Tower Ldt100Document1 pageShaft Fan-Cooling Tower Ldt100sartudio.designNo ratings yet
- TRIO Manual enDocument4 pagesTRIO Manual enmihailmiNo ratings yet
- Fulltext01 312Document112 pagesFulltext01 312AliArababadiNo ratings yet
- Access-Right The Future of Digital Copyright LawDocument633 pagesAccess-Right The Future of Digital Copyright LawRichard ShayNo ratings yet
- Worksheet in InquiryDocument4 pagesWorksheet in Inquirynhel armstrongNo ratings yet
- Halloween Photoshop - Skull Face TutorialDocument7 pagesHalloween Photoshop - Skull Face TutorialNottingham Board and wargames ClubNo ratings yet
- Service Manual For XL600 With ISE V201201Document378 pagesService Manual For XL600 With ISE V201201Vũ Duy HoàngNo ratings yet
- Rolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 72-40-00Document14 pagesRolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 72-40-00anony8103No ratings yet
- AnnouncementDocument2 pagesAnnouncementmattiabencistaNo ratings yet
- FM Professional Getting Started GuideDocument26 pagesFM Professional Getting Started GuideFilimone ThumboNo ratings yet
- Romance OracleDocument108 pagesRomance Oraclericky bernadoNo ratings yet
- CryoLine User Manual Eng PDFDocument47 pagesCryoLine User Manual Eng PDFsantalusi0% (1)
- Anticipation Guide The OutsidersDocument2 pagesAnticipation Guide The OutsidersAndres XNo ratings yet
- Simulado 7 AnoDocument6 pagesSimulado 7 AnoAnny LimaNo ratings yet
- New Microsoft Word DocumentDocument19 pagesNew Microsoft Word DocumentŤhåýğųŢjNo ratings yet
- CH 6 SOC210 Powerpoint FA2020Document17 pagesCH 6 SOC210 Powerpoint FA2020janNo ratings yet
- Monsalvo, Victor M Ecological Technologies For Industrial WastewaterDocument299 pagesMonsalvo, Victor M Ecological Technologies For Industrial Wastewaterhamza A.laftaNo ratings yet
- Managing Business Process Outsourcing JUNE 2022Document12 pagesManaging Business Process Outsourcing JUNE 2022Rajni KumariNo ratings yet
- OscarII Manual PartsBook ElectricalDocument84 pagesOscarII Manual PartsBook ElectricalPablo SchinkeNo ratings yet
- ATG SetUpDocument3 pagesATG SetUpreraju100% (1)
- Instrumentation Design EngineeringDocument4 pagesInstrumentation Design EngineeringAwneesh Kumar100% (1)
- Embedded Questions and Intonation of Tag QuestionsDocument15 pagesEmbedded Questions and Intonation of Tag Questionssandra gonzalezNo ratings yet
- Manual Utilisation Fd402 500 NewDocument15 pagesManual Utilisation Fd402 500 NewRocalinaudNo ratings yet
- Moldflow 2017 Comparison MatrixDocument4 pagesMoldflow 2017 Comparison MatrixJULIONo ratings yet
- Solar Water Pump - Project ReportDocument32 pagesSolar Water Pump - Project ReportTanvi33% (3)
- Micro 133 Midterm Lecture 2 - IO Interfacing With 8255 & Assembly Language - EditedDocument10 pagesMicro 133 Midterm Lecture 2 - IO Interfacing With 8255 & Assembly Language - EditedKeilla Romabiles LeopandoNo ratings yet
- KunduDocument10 pagesKunduAshwary Sheel Wali Research Scholar, Dept of Mech Engg., IIT (BHU)No ratings yet
- DSC 1520 v3-2Document68 pagesDSC 1520 v3-2Georgiana Oprea LeocaNo ratings yet