
Failure Mechanism-Based Reliability Assessment Framework: A Case Study in An Automotive Component
Failure Mechanism-Based Reliability Assessment Framework: A Case Study in An Automotive Component
You might also like
- Wireline 3Document154 pagesWireline 3William EvansNo ratings yet
- Reliability PredictionDocument7 pagesReliability PredictionbederinadmlNo ratings yet
- Goode 2000 Plant Machinery Working Life PredicDocument14 pagesGoode 2000 Plant Machinery Working Life PredicjudarangocaNo ratings yet
- SSB 01Document10 pagesSSB 01Ravi HegdeNo ratings yet
- Comparison of Reliability Prediction Methods Using Life Cycle Cost AnalysisDocument7 pagesComparison of Reliability Prediction Methods Using Life Cycle Cost AnalysisSuman MaharanaNo ratings yet
- Ojsadmin,+jarte 1-1 13740Document11 pagesOjsadmin,+jarte 1-1 13740HugoNo ratings yet
- Reliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFDocument8 pagesReliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFKaique CavalcanteNo ratings yet
- Whitepaper Ncode Commontestenviroinment-CawtebennebachDocument8 pagesWhitepaper Ncode Commontestenviroinment-CawtebennebachadleronurNo ratings yet
- Maintenance Ass Q1Document6 pagesMaintenance Ass Q1Samatha Farai ZviuyaNo ratings yet
- AN5945 - IGBT Module ReliabilityDocument9 pagesAN5945 - IGBT Module Reliabilitychristian limaNo ratings yet
- Reliability Engineering and System Safety: SciencedirectDocument10 pagesReliability Engineering and System Safety: SciencedirectKunal BhoyarNo ratings yet
- Reliability Designof Mechanical Systemformechanicalcivil EngineerDocument435 pagesReliability Designof Mechanical Systemformechanicalcivil EngineerGestión WebNo ratings yet
- Predictive Maint IJESIT201406 17Document12 pagesPredictive Maint IJESIT201406 17No NameNo ratings yet
- Quality Assurance Matrix in Automotive Industry: ArticleDocument6 pagesQuality Assurance Matrix in Automotive Industry: Articlepavan kalyanNo ratings yet
- Development of A Predictive Model For Industrial Circuit Breaker Degradation in Stochastic EnvironmentsDocument17 pagesDevelopment of A Predictive Model For Industrial Circuit Breaker Degradation in Stochastic EnvironmentsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Overview of Part 2 Failure AnalysisDocument12 pagesOverview of Part 2 Failure AnalysisAnonymous S9qBDVkyNo ratings yet
- A Survey of Methods and Tools Used For Reliability Evaluation of SscsDocument4 pagesA Survey of Methods and Tools Used For Reliability Evaluation of SscsStefanos DiamantisNo ratings yet
- Maintenance Plan Base On RCMDocument4 pagesMaintenance Plan Base On RCMSisawad XayyasithNo ratings yet
- SDPC 2017 76Document4 pagesSDPC 2017 76Soubhagya Ranjan PatnaikNo ratings yet
- Quality Assurance Matrix in Automotive Industry: ArticleDocument6 pagesQuality Assurance Matrix in Automotive Industry: ArticleAbdullah BalouchNo ratings yet
- Quality Assurance Matrix in Automotive Industry: January 2012Document6 pagesQuality Assurance Matrix in Automotive Industry: January 2012gcldesignNo ratings yet
- Engineering Failure Analysis: Ricardo Manuel Arias Velásquez, Jennifer Vanessa Mejía Lara, Andrés Melgar TDocument25 pagesEngineering Failure Analysis: Ricardo Manuel Arias Velásquez, Jennifer Vanessa Mejía Lara, Andrés Melgar TI Wayan ArimbawaNo ratings yet
- A Qualification Procedure To Manufacture and Repair Aerospace Parts With Electron Beam MeltingDocument11 pagesA Qualification Procedure To Manufacture and Repair Aerospace Parts With Electron Beam Meltingadnan domlogeNo ratings yet
- I A G T C: Ndustrial Pplication of AS Urbines OmmitteeDocument7 pagesI A G T C: Ndustrial Pplication of AS Urbines OmmitteesarizalNo ratings yet
- Chapter One: 1.1 Historical OverviewDocument72 pagesChapter One: 1.1 Historical OverviewPaulinusNo ratings yet
- Reliability-Centered Maintenance Planning Based On Computer-Aided FMEADocument7 pagesReliability-Centered Maintenance Planning Based On Computer-Aided FMEAAhmed El-FayoomiNo ratings yet
- Failure Rate Data Analysis For High Technology ComponentsDocument9 pagesFailure Rate Data Analysis For High Technology ComponentsganeshdhageNo ratings yet
- Inspection and Remaining Life Evaluation of Process Plant EquipmentDocument27 pagesInspection and Remaining Life Evaluation of Process Plant Equipmentabisat02100% (2)
- Plant Machinery Working Life Prediction Method Utilizing Reliability and Condition-Monitoring Data PDFDocument15 pagesPlant Machinery Working Life Prediction Method Utilizing Reliability and Condition-Monitoring Data PDFPradeep KunduNo ratings yet
- Comsy - SoftwareDocument9 pagesComsy - SoftwareAlberto Carel SimanjuntakNo ratings yet
- 2009 IChem EHazards XXIPaper 127Document13 pages2009 IChem EHazards XXIPaper 127Okechukwu KaluNo ratings yet
- Dzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111Document11 pagesDzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111cuongNo ratings yet
- Daftar Pustaka 2 (CCF)Document36 pagesDaftar Pustaka 2 (CCF)VikonuralfanNo ratings yet
- Robustness Valdiation Step by StepDocument36 pagesRobustness Valdiation Step by StepGreenheart OussamaNo ratings yet
- 10.1515 - Phys 2018 0095Document9 pages10.1515 - Phys 2018 0095IBNA KAWSARNo ratings yet
- Iec 62059-11Document11 pagesIec 62059-11César Andrés Barrios ArroyoNo ratings yet
- Determining The Reliability and Plant Availability of A Production SyztemDocument53 pagesDetermining The Reliability and Plant Availability of A Production SyztemGeorgina SuleNo ratings yet
- Faut Analysis 2006-EbrahimipourDocument11 pagesFaut Analysis 2006-EbrahimipourAlana RamalhoNo ratings yet
- 10.1007@978 981 13 7236 0 PDFDocument476 pages10.1007@978 981 13 7236 0 PDFKarthik KarunanidhiNo ratings yet
- Advances in Industrial Applications of Damage andDocument5 pagesAdvances in Industrial Applications of Damage andyijunjieNo ratings yet
- Failure Mode Analysis of Plastics Components & Parts: June 9th, 2008 American Engineering Group, Akron OHDocument3 pagesFailure Mode Analysis of Plastics Components & Parts: June 9th, 2008 American Engineering Group, Akron OHdownload_2005No ratings yet
- Reliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryDocument5 pagesReliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryflavianosamelNo ratings yet
- White Paper Useful Remaining Life Hydro Power WEBDocument4 pagesWhite Paper Useful Remaining Life Hydro Power WEBAnito ShobithNo ratings yet
- FMECA Paper2Document7 pagesFMECA Paper2malcom rajNo ratings yet
- Machine Fault Signature AnalysisDocument10 pagesMachine Fault Signature AnalysisKotha MahipalNo ratings yet
- Electronics 10 01462Document23 pagesElectronics 10 01462Koti ReddyNo ratings yet
- Fad Api 579 PDFDocument11 pagesFad Api 579 PDFMalik BetaNo ratings yet
- Reliability Analysis of Car Maintenance Forecast and PerformanceDocument10 pagesReliability Analysis of Car Maintenance Forecast and PerformanceAJER JOURNALNo ratings yet
- Decision Support For Maintenance and Refurbishment Planning of Hydropower PlantsDocument10 pagesDecision Support For Maintenance and Refurbishment Planning of Hydropower PlantsSushmit SharmaNo ratings yet
- Maintenance, Prognostics and Diagnostics Approaches For Aircraft EnginesDocument5 pagesMaintenance, Prognostics and Diagnostics Approaches For Aircraft Enginesblockbuilderbb7No ratings yet
- Correspondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationDocument11 pagesCorrespondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationAmar SaadiNo ratings yet
- Energies 15 06263Document29 pagesEnergies 15 06263tomo tomoNo ratings yet
- Remaining Life Assessment of Engineering Components: National Metallurgical Laboratory, Jamshedpur-831 007Document33 pagesRemaining Life Assessment of Engineering Components: National Metallurgical Laboratory, Jamshedpur-831 007Happy KurniawanNo ratings yet
- Quantified Fault Tree Techniques For Calculating Hardware Fault Metrics According To ISO 26262Document9 pagesQuantified Fault Tree Techniques For Calculating Hardware Fault Metrics According To ISO 26262Hajar RAZIQNo ratings yet
- ÇıktıDocument20 pagesÇıktıCanan TAYGURTNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Ageing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationFrom EverandAgeing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationNo ratings yet
- Application of Probabilistic Methods for the Safety Assessment and the Reliable Operation of Research ReactorsFrom EverandApplication of Probabilistic Methods for the Safety Assessment and the Reliable Operation of Research ReactorsNo ratings yet
- Use of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsFrom EverandUse of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsNo ratings yet
- Atc PDFDocument150 pagesAtc PDFewald51No ratings yet
- UNDP PV BookletDocument20 pagesUNDP PV BookletZeina RammalNo ratings yet
- Microchannel Heat Exchanger: Prepared byDocument18 pagesMicrochannel Heat Exchanger: Prepared byPritam GoleNo ratings yet
- MagtvDocument3 pagesMagtvBdbdNo ratings yet
- ARM-A Mandatory PrimerDocument4 pagesARM-A Mandatory PrimervigneshwaranjNo ratings yet
- Force NIC SPLAT CheckpointDocument2 pagesForce NIC SPLAT CheckpointAin AliNo ratings yet
- Design of Earthing System For 400 KV AC Substation: A Case StudyDocument13 pagesDesign of Earthing System For 400 KV AC Substation: A Case StudySunilNo ratings yet
- D77005 enDocument46 pagesD77005 enzliangNo ratings yet
- Subject Title: Applied Electronics Subject Code: 22329: 3 Hours / 70 MarksDocument20 pagesSubject Title: Applied Electronics Subject Code: 22329: 3 Hours / 70 Marksjuber mullaNo ratings yet
- Dist RelayDocument6 pagesDist RelaymakroumNo ratings yet
- 19 12 18 Tis D110HRS W UkDocument1 page19 12 18 Tis D110HRS W UkMAZENNo ratings yet
- MT506TV46 DatasheetDocument2 pagesMT506TV46 DatasheetJederVieiraNo ratings yet
- Presentasi InggrisDocument2 pagesPresentasi InggrisReza Nurhadi SaputraNo ratings yet
- Test 1 BengTech ELTELA1 - 2017Document3 pagesTest 1 BengTech ELTELA1 - 2017Sims Gift ShibaNo ratings yet
- IAM Instrumentation Training Tutorial3Document17 pagesIAM Instrumentation Training Tutorial3Industrial Automation and MechatronicsNo ratings yet
- UM-2D User ManualDocument31 pagesUM-2D User Manualwahyu wibowoNo ratings yet
- Digitrip RMS Retrofit Kits - PG22D02SKDocument38 pagesDigitrip RMS Retrofit Kits - PG22D02SKricardodtramosNo ratings yet
- JNTUK Computer Organization Nov 2015 Question PaperDocument4 pagesJNTUK Computer Organization Nov 2015 Question PaperTSRKNo ratings yet
- Atmega168pa Au AtmelDocument419 pagesAtmega168pa Au AtmelDeibis Francisco Paredes HurtadoNo ratings yet
- Computer ArchitectDocument194 pagesComputer Architectksu2006No ratings yet
- Data 20200427140536Document2 pagesData 20200427140536Charmer JiaNo ratings yet
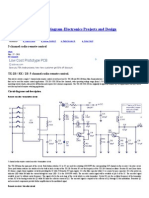
- 5 Channel Radio Remote Control Circuit Based of TX-2B - RX - 2B PairDocument9 pages5 Channel Radio Remote Control Circuit Based of TX-2B - RX - 2B PairSulianto BhirawaNo ratings yet
- Calibration Manual: Insulation MultimetersDocument3 pagesCalibration Manual: Insulation MultimetersRaul InzunzaNo ratings yet
- Product Catalogue 2009: Welding and Cutting EquipmentDocument52 pagesProduct Catalogue 2009: Welding and Cutting EquipmentMohit TyagiNo ratings yet
- E1585-English User ManualDocument6 pagesE1585-English User ManualedsonNo ratings yet
- Toshiba 32A41 36A41 N1ES TAC0101 TAC0102 Service ManualDocument32 pagesToshiba 32A41 36A41 N1ES TAC0101 TAC0102 Service ManualGary FrazerNo ratings yet
- Bachelor of Engineering: "Silicon IC-Fabrication Technology (VLSI) "Document46 pagesBachelor of Engineering: "Silicon IC-Fabrication Technology (VLSI) "Pradeep NavhalNo ratings yet
- L320Document16 pagesL320georgeNo ratings yet
- Bluelab Guardian Manual ENG JUL13Document18 pagesBluelab Guardian Manual ENG JUL13vitalijusNo ratings yet
























































































Download as pdf or txt
You might also like
- Wireline 3Document154 pagesWireline 3William EvansNo ratings yet
- Reliability PredictionDocument7 pagesReliability PredictionbederinadmlNo ratings yet
- Goode 2000 Plant Machinery Working Life PredicDocument14 pagesGoode 2000 Plant Machinery Working Life PredicjudarangocaNo ratings yet
- SSB 01Document10 pagesSSB 01Ravi HegdeNo ratings yet
- Comparison of Reliability Prediction Methods Using Life Cycle Cost AnalysisDocument7 pagesComparison of Reliability Prediction Methods Using Life Cycle Cost AnalysisSuman MaharanaNo ratings yet
- Ojsadmin,+jarte 1-1 13740Document11 pagesOjsadmin,+jarte 1-1 13740HugoNo ratings yet
- Reliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFDocument8 pagesReliability Analysis in The Formulating of Maintenance Program - IOSR - O. E. Isaac PDFKaique CavalcanteNo ratings yet
- Whitepaper Ncode Commontestenviroinment-CawtebennebachDocument8 pagesWhitepaper Ncode Commontestenviroinment-CawtebennebachadleronurNo ratings yet
- Maintenance Ass Q1Document6 pagesMaintenance Ass Q1Samatha Farai ZviuyaNo ratings yet
- AN5945 - IGBT Module ReliabilityDocument9 pagesAN5945 - IGBT Module Reliabilitychristian limaNo ratings yet
- Reliability Engineering and System Safety: SciencedirectDocument10 pagesReliability Engineering and System Safety: SciencedirectKunal BhoyarNo ratings yet
- Reliability Designof Mechanical Systemformechanicalcivil EngineerDocument435 pagesReliability Designof Mechanical Systemformechanicalcivil EngineerGestión WebNo ratings yet
- Predictive Maint IJESIT201406 17Document12 pagesPredictive Maint IJESIT201406 17No NameNo ratings yet
- Quality Assurance Matrix in Automotive Industry: ArticleDocument6 pagesQuality Assurance Matrix in Automotive Industry: Articlepavan kalyanNo ratings yet
- Development of A Predictive Model For Industrial Circuit Breaker Degradation in Stochastic EnvironmentsDocument17 pagesDevelopment of A Predictive Model For Industrial Circuit Breaker Degradation in Stochastic EnvironmentsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Overview of Part 2 Failure AnalysisDocument12 pagesOverview of Part 2 Failure AnalysisAnonymous S9qBDVkyNo ratings yet
- A Survey of Methods and Tools Used For Reliability Evaluation of SscsDocument4 pagesA Survey of Methods and Tools Used For Reliability Evaluation of SscsStefanos DiamantisNo ratings yet
- Maintenance Plan Base On RCMDocument4 pagesMaintenance Plan Base On RCMSisawad XayyasithNo ratings yet
- SDPC 2017 76Document4 pagesSDPC 2017 76Soubhagya Ranjan PatnaikNo ratings yet
- Quality Assurance Matrix in Automotive Industry: ArticleDocument6 pagesQuality Assurance Matrix in Automotive Industry: ArticleAbdullah BalouchNo ratings yet
- Quality Assurance Matrix in Automotive Industry: January 2012Document6 pagesQuality Assurance Matrix in Automotive Industry: January 2012gcldesignNo ratings yet
- Engineering Failure Analysis: Ricardo Manuel Arias Velásquez, Jennifer Vanessa Mejía Lara, Andrés Melgar TDocument25 pagesEngineering Failure Analysis: Ricardo Manuel Arias Velásquez, Jennifer Vanessa Mejía Lara, Andrés Melgar TI Wayan ArimbawaNo ratings yet
- A Qualification Procedure To Manufacture and Repair Aerospace Parts With Electron Beam MeltingDocument11 pagesA Qualification Procedure To Manufacture and Repair Aerospace Parts With Electron Beam Meltingadnan domlogeNo ratings yet
- I A G T C: Ndustrial Pplication of AS Urbines OmmitteeDocument7 pagesI A G T C: Ndustrial Pplication of AS Urbines OmmitteesarizalNo ratings yet
- Chapter One: 1.1 Historical OverviewDocument72 pagesChapter One: 1.1 Historical OverviewPaulinusNo ratings yet
- Reliability-Centered Maintenance Planning Based On Computer-Aided FMEADocument7 pagesReliability-Centered Maintenance Planning Based On Computer-Aided FMEAAhmed El-FayoomiNo ratings yet
- Failure Rate Data Analysis For High Technology ComponentsDocument9 pagesFailure Rate Data Analysis For High Technology ComponentsganeshdhageNo ratings yet
- Inspection and Remaining Life Evaluation of Process Plant EquipmentDocument27 pagesInspection and Remaining Life Evaluation of Process Plant Equipmentabisat02100% (2)
- Plant Machinery Working Life Prediction Method Utilizing Reliability and Condition-Monitoring Data PDFDocument15 pagesPlant Machinery Working Life Prediction Method Utilizing Reliability and Condition-Monitoring Data PDFPradeep KunduNo ratings yet
- Comsy - SoftwareDocument9 pagesComsy - SoftwareAlberto Carel SimanjuntakNo ratings yet
- 2009 IChem EHazards XXIPaper 127Document13 pages2009 IChem EHazards XXIPaper 127Okechukwu KaluNo ratings yet
- Dzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111Document11 pagesDzulyadain 2021 IOP Conf. Ser. Mater. Sci. Eng. 1034 012111cuongNo ratings yet
- Daftar Pustaka 2 (CCF)Document36 pagesDaftar Pustaka 2 (CCF)VikonuralfanNo ratings yet
- Robustness Valdiation Step by StepDocument36 pagesRobustness Valdiation Step by StepGreenheart OussamaNo ratings yet
- 10.1515 - Phys 2018 0095Document9 pages10.1515 - Phys 2018 0095IBNA KAWSARNo ratings yet
- Iec 62059-11Document11 pagesIec 62059-11César Andrés Barrios ArroyoNo ratings yet
- Determining The Reliability and Plant Availability of A Production SyztemDocument53 pagesDetermining The Reliability and Plant Availability of A Production SyztemGeorgina SuleNo ratings yet
- Faut Analysis 2006-EbrahimipourDocument11 pagesFaut Analysis 2006-EbrahimipourAlana RamalhoNo ratings yet
- 10.1007@978 981 13 7236 0 PDFDocument476 pages10.1007@978 981 13 7236 0 PDFKarthik KarunanidhiNo ratings yet
- Advances in Industrial Applications of Damage andDocument5 pagesAdvances in Industrial Applications of Damage andyijunjieNo ratings yet
- Failure Mode Analysis of Plastics Components & Parts: June 9th, 2008 American Engineering Group, Akron OHDocument3 pagesFailure Mode Analysis of Plastics Components & Parts: June 9th, 2008 American Engineering Group, Akron OHdownload_2005No ratings yet
- Reliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryDocument5 pagesReliability Centered Maintenance in Schedule Improvement of Automotive Assembly IndustryflavianosamelNo ratings yet
- White Paper Useful Remaining Life Hydro Power WEBDocument4 pagesWhite Paper Useful Remaining Life Hydro Power WEBAnito ShobithNo ratings yet
- FMECA Paper2Document7 pagesFMECA Paper2malcom rajNo ratings yet
- Machine Fault Signature AnalysisDocument10 pagesMachine Fault Signature AnalysisKotha MahipalNo ratings yet
- Electronics 10 01462Document23 pagesElectronics 10 01462Koti ReddyNo ratings yet
- Fad Api 579 PDFDocument11 pagesFad Api 579 PDFMalik BetaNo ratings yet
- Reliability Analysis of Car Maintenance Forecast and PerformanceDocument10 pagesReliability Analysis of Car Maintenance Forecast and PerformanceAJER JOURNALNo ratings yet
- Decision Support For Maintenance and Refurbishment Planning of Hydropower PlantsDocument10 pagesDecision Support For Maintenance and Refurbishment Planning of Hydropower PlantsSushmit SharmaNo ratings yet
- Maintenance, Prognostics and Diagnostics Approaches For Aircraft EnginesDocument5 pagesMaintenance, Prognostics and Diagnostics Approaches For Aircraft Enginesblockbuilderbb7No ratings yet
- Correspondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationDocument11 pagesCorrespondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationAmar SaadiNo ratings yet
- Energies 15 06263Document29 pagesEnergies 15 06263tomo tomoNo ratings yet
- Remaining Life Assessment of Engineering Components: National Metallurgical Laboratory, Jamshedpur-831 007Document33 pagesRemaining Life Assessment of Engineering Components: National Metallurgical Laboratory, Jamshedpur-831 007Happy KurniawanNo ratings yet
- Quantified Fault Tree Techniques For Calculating Hardware Fault Metrics According To ISO 26262Document9 pagesQuantified Fault Tree Techniques For Calculating Hardware Fault Metrics According To ISO 26262Hajar RAZIQNo ratings yet
- ÇıktıDocument20 pagesÇıktıCanan TAYGURTNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Ageing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationFrom EverandAgeing Management and Long Term Operation of Nuclear Power Plants: Data Management, Scope Setting, Plant Programmes and DocumentationNo ratings yet
- Application of Probabilistic Methods for the Safety Assessment and the Reliable Operation of Research ReactorsFrom EverandApplication of Probabilistic Methods for the Safety Assessment and the Reliable Operation of Research ReactorsNo ratings yet
- Use of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsFrom EverandUse of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsNo ratings yet
- Atc PDFDocument150 pagesAtc PDFewald51No ratings yet
- UNDP PV BookletDocument20 pagesUNDP PV BookletZeina RammalNo ratings yet
- Microchannel Heat Exchanger: Prepared byDocument18 pagesMicrochannel Heat Exchanger: Prepared byPritam GoleNo ratings yet
- MagtvDocument3 pagesMagtvBdbdNo ratings yet
- ARM-A Mandatory PrimerDocument4 pagesARM-A Mandatory PrimervigneshwaranjNo ratings yet
- Force NIC SPLAT CheckpointDocument2 pagesForce NIC SPLAT CheckpointAin AliNo ratings yet
- Design of Earthing System For 400 KV AC Substation: A Case StudyDocument13 pagesDesign of Earthing System For 400 KV AC Substation: A Case StudySunilNo ratings yet
- D77005 enDocument46 pagesD77005 enzliangNo ratings yet
- Subject Title: Applied Electronics Subject Code: 22329: 3 Hours / 70 MarksDocument20 pagesSubject Title: Applied Electronics Subject Code: 22329: 3 Hours / 70 Marksjuber mullaNo ratings yet
- Dist RelayDocument6 pagesDist RelaymakroumNo ratings yet
- 19 12 18 Tis D110HRS W UkDocument1 page19 12 18 Tis D110HRS W UkMAZENNo ratings yet
- MT506TV46 DatasheetDocument2 pagesMT506TV46 DatasheetJederVieiraNo ratings yet
- Presentasi InggrisDocument2 pagesPresentasi InggrisReza Nurhadi SaputraNo ratings yet
- Test 1 BengTech ELTELA1 - 2017Document3 pagesTest 1 BengTech ELTELA1 - 2017Sims Gift ShibaNo ratings yet
- IAM Instrumentation Training Tutorial3Document17 pagesIAM Instrumentation Training Tutorial3Industrial Automation and MechatronicsNo ratings yet
- UM-2D User ManualDocument31 pagesUM-2D User Manualwahyu wibowoNo ratings yet
- Digitrip RMS Retrofit Kits - PG22D02SKDocument38 pagesDigitrip RMS Retrofit Kits - PG22D02SKricardodtramosNo ratings yet
- JNTUK Computer Organization Nov 2015 Question PaperDocument4 pagesJNTUK Computer Organization Nov 2015 Question PaperTSRKNo ratings yet
- Atmega168pa Au AtmelDocument419 pagesAtmega168pa Au AtmelDeibis Francisco Paredes HurtadoNo ratings yet
- Computer ArchitectDocument194 pagesComputer Architectksu2006No ratings yet
- Data 20200427140536Document2 pagesData 20200427140536Charmer JiaNo ratings yet
- 5 Channel Radio Remote Control Circuit Based of TX-2B - RX - 2B PairDocument9 pages5 Channel Radio Remote Control Circuit Based of TX-2B - RX - 2B PairSulianto BhirawaNo ratings yet
- Calibration Manual: Insulation MultimetersDocument3 pagesCalibration Manual: Insulation MultimetersRaul InzunzaNo ratings yet
- Product Catalogue 2009: Welding and Cutting EquipmentDocument52 pagesProduct Catalogue 2009: Welding and Cutting EquipmentMohit TyagiNo ratings yet
- E1585-English User ManualDocument6 pagesE1585-English User ManualedsonNo ratings yet
- Toshiba 32A41 36A41 N1ES TAC0101 TAC0102 Service ManualDocument32 pagesToshiba 32A41 36A41 N1ES TAC0101 TAC0102 Service ManualGary FrazerNo ratings yet
- Bachelor of Engineering: "Silicon IC-Fabrication Technology (VLSI) "Document46 pagesBachelor of Engineering: "Silicon IC-Fabrication Technology (VLSI) "Pradeep NavhalNo ratings yet
- L320Document16 pagesL320georgeNo ratings yet
- Bluelab Guardian Manual ENG JUL13Document18 pagesBluelab Guardian Manual ENG JUL13vitalijusNo ratings yet