Download as pdf or txt
You might also like
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Measurement of Remaining Primary Antioxidant Content in In-Service Industrial Lubricating Oils by Linear Sweep VoltammetryDocument14 pagesMeasurement of Remaining Primary Antioxidant Content in In-Service Industrial Lubricating Oils by Linear Sweep VoltammetryJuan F AlvarezNo ratings yet
- Exciter Vibrating Screen Rs TipDocument1 pageExciter Vibrating Screen Rs TipchrisNo ratings yet
- Desalter Control PDFDocument2 pagesDesalter Control PDFmotalebyNo ratings yet
- Cosmetology Portfolio: Jaimie R. FortinDocument34 pagesCosmetology Portfolio: Jaimie R. FortinJaimie FantasticNo ratings yet
- Piston Damage Recognising and Rectifying - 51730 PDFDocument92 pagesPiston Damage Recognising and Rectifying - 51730 PDFnaveentaak100% (1)
- Agua en Sistemas de LubricaciónDocument4 pagesAgua en Sistemas de Lubricaciónservidor01No ratings yet
- BT Applications Oilgas RefineriesDocument20 pagesBT Applications Oilgas RefineriesFer NandoNo ratings yet
- Viscosity Sensors For Engine Oil Condition Monitoring Application and Interpretation of Results 2005 Agoston Sensors and Actuators A PhysicalDocument6 pagesViscosity Sensors For Engine Oil Condition Monitoring Application and Interpretation of Results 2005 Agoston Sensors and Actuators A PhysicalNoki JawaNo ratings yet
- Measurement Solutions For The Refining IndustryDocument13 pagesMeasurement Solutions For The Refining IndustryMonu KumarNo ratings yet
- Oflow PurificationDocument18 pagesOflow PurificationthirdNo ratings yet
- Agar Desalter Control Sys3 Appl 3Document2 pagesAgar Desalter Control Sys3 Appl 3JADNo ratings yet
- ODS Oil Quality SensorDocument12 pagesODS Oil Quality SensorAlfredo ChamberlainNo ratings yet
- VN154 Improved Maintenance For TransformersDocument2 pagesVN154 Improved Maintenance For TransformersDante FilhoNo ratings yet
- MMP8 Datasheet B211795ENDocument2 pagesMMP8 Datasheet B211795ENAlexander HernandezNo ratings yet
- Systems: OQS Oil Quality SensorDocument12 pagesSystems: OQS Oil Quality SensorMhs EngineerNo ratings yet
- The Seven Most Common Mistakes in HydraulicDocument2 pagesThe Seven Most Common Mistakes in HydraulicGeraldo Sales dos ReisNo ratings yet
- Top FlowDocument2 pagesTop FlowmontanovillarroelfabiolalourdeNo ratings yet
- Customer Maintenance and Daily Log: MLN Block 405, Algeria Operator TrainingDocument4 pagesCustomer Maintenance and Daily Log: MLN Block 405, Algeria Operator TrainingGUESSOUMA100% (1)
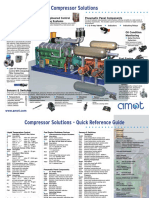
- AMOT Compressor SolutionDocument2 pagesAMOT Compressor Solutionnight wolfNo ratings yet
- SERVERON - Brochure TM1 (2014)Document6 pagesSERVERON - Brochure TM1 (2014)Marco GourdetNo ratings yet
- 0246BDI-UK ORS Engineering-OSC SS R0 17Document1 page0246BDI-UK ORS Engineering-OSC SS R0 17li geneNo ratings yet
- Company Profile & Product GuideDocument32 pagesCompany Profile & Product GuideГеорги ЖелязковNo ratings yet
- Separator Purifier TrainingDocument39 pagesSeparator Purifier TrainingDesron SamuelNo ratings yet
- Oil Sampling AnalysisDocument2 pagesOil Sampling AnalysisManu SNo ratings yet
- CH4 Can Be Worth So Much More P2Document6 pagesCH4 Can Be Worth So Much More P2STEVENNo ratings yet
- Hydraulic SystemDocument12 pagesHydraulic SystemMarijan LesičakNo ratings yet
- Hydraulic Fluids in Mobile Application Re98128 - 2015-06 - Online PDFDocument13 pagesHydraulic Fluids in Mobile Application Re98128 - 2015-06 - Online PDFDennis Huanuco CcamaNo ratings yet
- Vaisala Water and Electricity Application Note B210834EN B LOW 1Document2 pagesVaisala Water and Electricity Application Note B210834EN B LOW 1Eunsung QANo ratings yet
- RMF Brochure Engels Rev20190506 PDFDocument24 pagesRMF Brochure Engels Rev20190506 PDFMhs EngineerNo ratings yet
- RMF Brochure Engels Rev20190506Document24 pagesRMF Brochure Engels Rev20190506alaaNo ratings yet
- TGGuideline 114 Viscosity of LiquidsDocument7 pagesTGGuideline 114 Viscosity of LiquidsDonig FermanianNo ratings yet
- BOMBAS Rexroth 2Document4 pagesBOMBAS Rexroth 2eliasgolf296No ratings yet
- f0362900 - Expiotech On-Line Transformer Drying - enDocument8 pagesf0362900 - Expiotech On-Line Transformer Drying - enknsbNo ratings yet
- Cold-Acclimatised: PipelinesDocument5 pagesCold-Acclimatised: PipelinesrajimuruganNo ratings yet
- Crosshead Bearing InspectionDocument7 pagesCrosshead Bearing InspectionShaif uddin rifatNo ratings yet
- FUOOTECH Series LOP Vacuum Lubricating Oil PurifierDocument15 pagesFUOOTECH Series LOP Vacuum Lubricating Oil PurifierKevin ChiangNo ratings yet
- D5293Document8 pagesD5293Carlos Olivares ZegarraNo ratings yet
- QFM2171 - Q-Series Humidity and Temperature SensorDocument4 pagesQFM2171 - Q-Series Humidity and Temperature SensorMinh nhut LưuNo ratings yet
- Maintenance of Hydraulic SystemsDocument9 pagesMaintenance of Hydraulic Systemsابو المعالي الهمامNo ratings yet
- Scheduled Maintenance Program Turbocharged F, GP, &SD Model Locomotives (645E3 Thru 645E3C Engines)Document16 pagesScheduled Maintenance Program Turbocharged F, GP, &SD Model Locomotives (645E3 Thru 645E3C Engines)amir barekatiNo ratings yet
- Astm D6439 11Document18 pagesAstm D6439 11RoobinRZamir100% (4)
- VDOPS Brochure (2017)Document6 pagesVDOPS Brochure (2017)Sugianto BarusNo ratings yet
- American Greenfuels Standard Operating Procedure 30-10-0002 Methanol Column Operation & ControlDocument18 pagesAmerican Greenfuels Standard Operating Procedure 30-10-0002 Methanol Column Operation & ControlRahayu WulandariNo ratings yet
- ASTM D6158-16 Standard Specification For Mineral Hydraulic OilsDocument14 pagesASTM D6158-16 Standard Specification For Mineral Hydraulic OilsROMAY MERECIASNo ratings yet
- Code of Practice For Electrical Maintenance and Supervision of Mineral Insulating Oil in EquipmentDocument24 pagesCode of Practice For Electrical Maintenance and Supervision of Mineral Insulating Oil in EquipmentJainco Transmission LimitedNo ratings yet
- Eaton Brochure 03 - 401-2010 (Eaton Vickers) ENGLISH.Document7 pagesEaton Brochure 03 - 401-2010 (Eaton Vickers) ENGLISH.jddiazmNo ratings yet
- ABB Online Monitoring Transformer CoreSense HMDocument2 pagesABB Online Monitoring Transformer CoreSense HMAliyyus Sya'niNo ratings yet
- Design PI Controller For TankDocument11 pagesDesign PI Controller For TankabhinavparkheNo ratings yet
- Assen DVTP-RDocument11 pagesAssen DVTP-RPablo VeraNo ratings yet
- A Study of The Properties of Electrical Insulation Oils and of The Components of Natural Oils PDFDocument6 pagesA Study of The Properties of Electrical Insulation Oils and of The Components of Natural Oils PDFBash MatNo ratings yet
- IMEE-6 Maintenance PDFDocument8 pagesIMEE-6 Maintenance PDFHirakNo ratings yet
- Oil Condition Case StudyDocument1 pageOil Condition Case StudyMohammadreza GalebanNo ratings yet
- Lube Tech025 Oil CleanlinessDocument4 pagesLube Tech025 Oil Cleanlinesslahiru1983No ratings yet
- Syl03 83Document19 pagesSyl03 83Iveel PurevdorjNo ratings yet
- Transformer Health Monitoring SystemDocument10 pagesTransformer Health Monitoring SystemPavan Kumar A GNo ratings yet
- Protect Transformer Assets: Serveron TM3Document6 pagesProtect Transformer Assets: Serveron TM3xiaomiNo ratings yet
- 5.0 D5002-18 OriginalDocument6 pages5.0 D5002-18 OriginalRuben YoungNo ratings yet
- Hydraulic Fluid Changeover Procedure: Marine Lubricants Information Bulletin 16Document3 pagesHydraulic Fluid Changeover Procedure: Marine Lubricants Information Bulletin 16AymanSayedElantableeNo ratings yet
- Circulating Oil SystemsDocument8 pagesCirculating Oil Systemsadrian suicaNo ratings yet
- Vaisala Whitepaper Moisture and Breakdown VoltageDocument4 pagesVaisala Whitepaper Moisture and Breakdown VoltageEunsung QANo ratings yet
- One Page Introduction of LG Multi V 5Document1 pageOne Page Introduction of LG Multi V 5Prabhjeet Singh ChannaNo ratings yet
- Coupling Detail Drawing With Part List and Materials P-9410ADocument2 pagesCoupling Detail Drawing With Part List and Materials P-9410AJoao PauloNo ratings yet
- Din 1685 1Document4 pagesDin 1685 1Joao PauloNo ratings yet
- EagleBurgmann HJ92N ENDocument4 pagesEagleBurgmann HJ92N ENJoao PauloNo ratings yet
- Type Series Booklet: Submersible Borehole PumpDocument104 pagesType Series Booklet: Submersible Borehole PumpJoao PauloNo ratings yet
- After-Sales-Management and Customer ServiceDocument5 pagesAfter-Sales-Management and Customer ServiceJoao PauloNo ratings yet
- Type Series Booklet: Submersible MotorDocument40 pagesType Series Booklet: Submersible MotorJoao PauloNo ratings yet
- NATSPEC BIM Reference Schedule v1.0 Sep 2011Document4 pagesNATSPEC BIM Reference Schedule v1.0 Sep 2011krisNo ratings yet
- Muscle Energy Model 9-30-08.coryDocument4 pagesMuscle Energy Model 9-30-08.coryWilliam BlairNo ratings yet
- Secondary RefrigerantsDocument15 pagesSecondary Refrigerantse4erkNo ratings yet
- Ghar Par Makeup Karne Ke Sahi Tarike 5 Makeup Tips in HindiDocument3 pagesGhar Par Makeup Karne Ke Sahi Tarike 5 Makeup Tips in HindiGovindNo ratings yet
- Alnajim Alzahir Co. - Emergency Evacuation Drill On 10-May-2022Document12 pagesAlnajim Alzahir Co. - Emergency Evacuation Drill On 10-May-2022Abdullah TwfeeqNo ratings yet
- api/resources/file/CH604MM/ATA 100/CH604/AMM/49/AMM49 10 00 04.fullDocument40 pagesapi/resources/file/CH604MM/ATA 100/CH604/AMM/49/AMM49 10 00 04.fullRahul VaishnavNo ratings yet
- What Is The Role of Literature Review in Research ProcessDocument7 pagesWhat Is The Role of Literature Review in Research Processc5qz47smNo ratings yet
- DemblaDocument12 pagesDemblaISHAN VERMANo ratings yet
- Hormonal CoordinationDocument4 pagesHormonal Coordinationtalithaonkabetse723No ratings yet
- Quick PharmaDocument4 pagesQuick Pharmahva.terrenceavillaNo ratings yet
- SP-1074 Pom PDFDocument24 pagesSP-1074 Pom PDFHari Prakash GrandheyNo ratings yet
- ICSRImpl Guidev 6 Release 06172020Document29 pagesICSRImpl Guidev 6 Release 06172020nadeem43No ratings yet
- Biochemistry of Obesity Made EasyDocument56 pagesBiochemistry of Obesity Made Easymateen0% (2)
- Immokalee Residents Demand Justice at Vigil For Single Father Killed by Collier Deputy - Naples Daily News 03022021Document2 pagesImmokalee Residents Demand Justice at Vigil For Single Father Killed by Collier Deputy - Naples Daily News 03022021Omar Rodriguez OrtizNo ratings yet
- Ujian Setara 1 2017 KimiaDocument9 pagesUjian Setara 1 2017 KimiaZulkifli Bin PariNo ratings yet
- Survey Questionnaire PresentationDocument14 pagesSurvey Questionnaire PresentationFaith PaladoNo ratings yet
- Checklist of Remote Site Supervision - Sikoum-II - LIT - 388 - 05!04!2018Document43 pagesChecklist of Remote Site Supervision - Sikoum-II - LIT - 388 - 05!04!2018donatienNo ratings yet
- Introduction To Alternative Refrigerants Other Than HFCDocument15 pagesIntroduction To Alternative Refrigerants Other Than HFCe4erkNo ratings yet
- Sourse File Foe Ekta 3Document64 pagesSourse File Foe Ekta 3SUBHI AWASTHINo ratings yet
- Bill of Lading / Guía de Carga: Corpus Christi, TX 78466 Tel. (361) 814-7867 TAX ID:81-3031542 TMF Ticket#Document1 pageBill of Lading / Guía de Carga: Corpus Christi, TX 78466 Tel. (361) 814-7867 TAX ID:81-3031542 TMF Ticket#Victor Ingmar abisaiNo ratings yet
- Mexican FoodDocument4 pagesMexican FoodJavier SantanaNo ratings yet
- Toshani - Jan Feb 1992 Vol11Document16 pagesToshani - Jan Feb 1992 Vol11Ram Kripal MishraNo ratings yet
- TB1 Chapter 6 - Multiple ChoiceDocument62 pagesTB1 Chapter 6 - Multiple ChoiceMonica100% (1)
- Solution Manual For Mathematical Applications For The Management Life and Social Sciences 12th Edition Ronald J Harshbarger James J ReynoldsDocument36 pagesSolution Manual For Mathematical Applications For The Management Life and Social Sciences 12th Edition Ronald J Harshbarger James J Reynoldsdiclinicauroravsl9100% (53)
- 01 Health Safety & Environmental MGMTDocument134 pages01 Health Safety & Environmental MGMTLau Siong Kwong67% (3)
- Goods Received Note Pharmacy 05-05-2023Document1 pageGoods Received Note Pharmacy 05-05-2023Innocent MissingsNo ratings yet
- A Color Atlas of Poultry Diseases by J L VegadDocument144 pagesA Color Atlas of Poultry Diseases by J L VegadId DyNo ratings yet
- CHECKLIST Pembangkit Listrik Tenaga DieselDocument11 pagesCHECKLIST Pembangkit Listrik Tenaga Dieselabdillah ramadhanNo ratings yet