
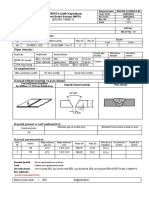
Ornek PQR
Ornek PQR
You might also like
- WPS BoşDocument18 pagesWPS BoşNehir TürkgeldiNo ratings yet
- Wps 1Document1 pageWps 1Recep OtacıoğluNo ratings yet
- Punta Kaynaği - 135 KöşeDocument1 pagePunta Kaynaği - 135 KöşeNazım YıldırımNo ratings yet
- FR.309 Kaynak Yöntem Onay Testi̇ Asme Sec Ix - R01Document5 pagesFR.309 Kaynak Yöntem Onay Testi̇ Asme Sec Ix - R01Ihsan Alper YoruturNo ratings yet
- Tsy - WPS-02 - 316L - FW - 135Document1 pageTsy - WPS-02 - 316L - FW - 135Ali GencayNo ratings yet
- WPQR (Kaynak Yöntem Onay Testi) FormuDocument4 pagesWPQR (Kaynak Yöntem Onay Testi) FormusaffetNo ratings yet
- Ek23 - WPS 2 Mi̇cron Mühendi̇sli̇kDocument2 pagesEk23 - WPS 2 Mi̇cron Mühendi̇sli̇kIhsan Alper YoruturNo ratings yet
- En KöşeDocument2 pagesEn KöşeBurakhan YerlikayaNo ratings yet
- Duyar - T-0910 - Butterflyvalve - Actuator PDFDocument2 pagesDuyar - T-0910 - Butterflyvalve - Actuator PDFViệt Đặng XuânNo ratings yet
- 1 - WPS - Saw 1Document1 page1 - WPS - Saw 1hasan_6764896160% (1)
- 5 - WPS - Gtaw + Smaw 5 PDFDocument1 page5 - WPS - Gtaw + Smaw 5 PDFhasan_676489616No ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument2 pagesInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiManikantaSumanthNo ratings yet
- Datasheet IME12-04BPSZW2K 1040765 TRDocument6 pagesDatasheet IME12-04BPSZW2K 1040765 TRSüleyman aydınNo ratings yet
- SQPQR-WPQR-RC-01 RC EndüstriDocument5 pagesSQPQR-WPQR-RC-01 RC EndüstriGülşah ArslanNo ratings yet
- Pakkens Manometer DatasheetDocument4 pagesPakkens Manometer DatasheetAlican DevecioğluNo ratings yet
- TS 5618 en 440Document7 pagesTS 5618 en 440AgahNo ratings yet
- WPS ÖrnekDocument1 pageWPS ÖrnekKorhan KarakayaNo ratings yet
- Test Sertifikasi Inspection Certificate EN 10204: 2004 - 3.1Document1 pageTest Sertifikasi Inspection Certificate EN 10204: 2004 - 3.1ManikantaSumanthNo ratings yet
- DS59504E-P73.3 (13.8KV GroundingTransformer)Document2 pagesDS59504E-P73.3 (13.8KV GroundingTransformer)ayça ayNo ratings yet
- As FX b110 TRKDocument1 pageAs FX b110 TRKfatihkisaNo ratings yet
- Test CertificateDocument1 pageTest CertificateNebojsa GaletovicNo ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument2 pagesInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiManikantaSumanthNo ratings yet
- Umbrella Magnetic Partickle TestDocument2 pagesUmbrella Magnetic Partickle TestIvo NikolovNo ratings yet
- Test CertificateDocument1 pageTest CertificateNebojsa GaletovicNo ratings yet
- E MEP 03.2014 9606 1 Kiyaslama KEDocument11 pagesE MEP 03.2014 9606 1 Kiyaslama KEÜmit UçakNo ratings yet
- 04 Cast Iron Submersible Pumps 60HzDocument64 pages04 Cast Iron Submersible Pumps 60HzHayam BaşaranNo ratings yet
- Rutil Elektrot-AskaynakDocument2 pagesRutil Elektrot-AskaynakfatihkisaNo ratings yet
- Novem - Try 152 In-Ground LuminaireDocument1 pageNovem - Try 152 In-Ground LuminaireEmre YıldırımNo ratings yet
- DBL SPER160L4 TDocument2 pagesDBL SPER160L4 Tİrfan YeniçeriNo ratings yet
- HSS Matkap Devi̇r İlerleme PDFDocument1 pageHSS Matkap Devi̇r İlerleme PDFemre akhanNo ratings yet
- KAT Kategori (V Standart Değer, E Ayar Değeri, Ü Kontrol Değeri) TD Tolerans Dışı (X Konuldu)Document2 pagesKAT Kategori (V Standart Değer, E Ayar Değeri, Ü Kontrol Değeri) TD Tolerans Dışı (X Konuldu)Baytolga canNo ratings yet
- Toprakta 76-Yavv-NayyDocument3 pagesToprakta 76-Yavv-NayyIskender IskenNo ratings yet
- OK Tigrod 308LDocument1 pageOK Tigrod 308LSalih HASNo ratings yet
- New Cast PumpsDocument49 pagesNew Cast PumpsSalah InhgaruoNo ratings yet
- DIN 2393 Kaynaklı Çelik Boru Malzemesi St34Document1 pageDIN 2393 Kaynaklı Çelik Boru Malzemesi St34serdalNo ratings yet
- CITOFONTE Ni ELEKTRODDocument1 pageCITOFONTE Ni ELEKTRODÖzgür BiliciNo ratings yet
- TDS 1000 kVA 10,5 0,4 KV CU GD 95.012.FDocument1 pageTDS 1000 kVA 10,5 0,4 KV CU GD 95.012.FSefa AkdemirNo ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument1 pageInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiİCON KAYNAK ENDÜSTRİSİNo ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument2 pagesInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiManikantaSumanthNo ratings yet
- EN 10204: 2004 - 3.1 Inspection Certificate: Test SertifikasiDocument1 pageEN 10204: 2004 - 3.1 Inspection Certificate: Test SertifikasiManikantaSumanthNo ratings yet
- Kale 2012Document24 pagesKale 2012matthewNo ratings yet
- IzolatörlerDocument24 pagesIzolatörlerAli KarataylıNo ratings yet
- Duyar Vana Busakle Takimi1682670914Document1 pageDuyar Vana Busakle Takimi1682670914anıl sönmezNo ratings yet
- Kacak Akim Koruma Anahtari Garanti Belgesi Ve Kullanim KilavuzuDocument24 pagesKacak Akim Koruma Anahtari Garanti Belgesi Ve Kullanim Kilavuzubatuhanizmirli2No ratings yet
- WPS SampleDocument1 pageWPS SampleDelil OzanNo ratings yet
- 4.9 EKONOMİKLİK - Didem TansuğDocument100 pages4.9 EKONOMİKLİK - Didem TansuğkaynakteknolojiNo ratings yet
- HSLA Uretimi Ve AdlandırmasıDocument31 pagesHSLA Uretimi Ve AdlandırmasıRamo LevvoNo ratings yet
- 0 401 876 761 VolvoDocument3 pages0 401 876 761 VolvoBaytolgaNo ratings yet
- PE100 Hakkinda Teknik BilgiDocument15 pagesPE100 Hakkinda Teknik BilgigyalcinkayaNo ratings yet
- 0 400 464 119 DeutzDocument2 pages0 400 464 119 DeutzBaytolga100% (1)
- Din 18800 - 7Document24 pagesDin 18800 - 7Hakan YamanoğluNo ratings yet
- Askaynak-As-P310r - Teknik TabloDocument1 pageAskaynak-As-P310r - Teknik TablocemalNo ratings yet
- 0 403 476 126 VolvoDocument3 pages0 403 476 126 VolvoBaytolgaNo ratings yet
- 8 BT 2Document16 pages8 BT 2Cinar InalNo ratings yet
- Test CertificateDocument1 pageTest CertificateNebojsa GaletovicNo ratings yet
- Ucf206 20Document1 pageUcf206 20hakan bulutNo ratings yet
- 4 - Epoksi Boya Technical Data SheetDocument1 page4 - Epoksi Boya Technical Data SheetVasaNo ratings yet
- 0 460 414 108 - T15 PDFDocument3 pages0 460 414 108 - T15 PDFBaytolgaNo ratings yet
- Örtülü Elektrot (Elle) Ark KaynağıDocument33 pagesÖrtülü Elektrot (Elle) Ark KaynağıalaincomboeyNo ratings yet
- Tolga Ertürk - 2.20 Dokme Demir Ve Celik Dokum 21-04-2015Document17 pagesTolga Ertürk - 2.20 Dokme Demir Ve Celik Dokum 21-04-2015kaynakteknolojiNo ratings yet
- 1-Sert Lehi̇mleme C.dündarDocument99 pages1-Sert Lehi̇mleme C.dündarkaynakteknolojiNo ratings yet
- 1-4-Gtm Kesme Ve Agiz AçmaDocument71 pages1-4-Gtm Kesme Ve Agiz AçmakaynakteknolojiNo ratings yet
- 2 KK Malzemelerde Gorulen Hasar TurleriDocument56 pages2 KK Malzemelerde Gorulen Hasar TurlerikaynakteknolojiNo ratings yet























































Download as pdf or txt
You might also like
- WPS BoşDocument18 pagesWPS BoşNehir TürkgeldiNo ratings yet
- Wps 1Document1 pageWps 1Recep OtacıoğluNo ratings yet
- Punta Kaynaği - 135 KöşeDocument1 pagePunta Kaynaği - 135 KöşeNazım YıldırımNo ratings yet
- FR.309 Kaynak Yöntem Onay Testi̇ Asme Sec Ix - R01Document5 pagesFR.309 Kaynak Yöntem Onay Testi̇ Asme Sec Ix - R01Ihsan Alper YoruturNo ratings yet
- Tsy - WPS-02 - 316L - FW - 135Document1 pageTsy - WPS-02 - 316L - FW - 135Ali GencayNo ratings yet
- WPQR (Kaynak Yöntem Onay Testi) FormuDocument4 pagesWPQR (Kaynak Yöntem Onay Testi) FormusaffetNo ratings yet
- Ek23 - WPS 2 Mi̇cron Mühendi̇sli̇kDocument2 pagesEk23 - WPS 2 Mi̇cron Mühendi̇sli̇kIhsan Alper YoruturNo ratings yet
- En KöşeDocument2 pagesEn KöşeBurakhan YerlikayaNo ratings yet
- Duyar - T-0910 - Butterflyvalve - Actuator PDFDocument2 pagesDuyar - T-0910 - Butterflyvalve - Actuator PDFViệt Đặng XuânNo ratings yet
- 1 - WPS - Saw 1Document1 page1 - WPS - Saw 1hasan_6764896160% (1)
- 5 - WPS - Gtaw + Smaw 5 PDFDocument1 page5 - WPS - Gtaw + Smaw 5 PDFhasan_676489616No ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument2 pagesInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiManikantaSumanthNo ratings yet
- Datasheet IME12-04BPSZW2K 1040765 TRDocument6 pagesDatasheet IME12-04BPSZW2K 1040765 TRSüleyman aydınNo ratings yet
- SQPQR-WPQR-RC-01 RC EndüstriDocument5 pagesSQPQR-WPQR-RC-01 RC EndüstriGülşah ArslanNo ratings yet
- Pakkens Manometer DatasheetDocument4 pagesPakkens Manometer DatasheetAlican DevecioğluNo ratings yet
- TS 5618 en 440Document7 pagesTS 5618 en 440AgahNo ratings yet
- WPS ÖrnekDocument1 pageWPS ÖrnekKorhan KarakayaNo ratings yet
- Test Sertifikasi Inspection Certificate EN 10204: 2004 - 3.1Document1 pageTest Sertifikasi Inspection Certificate EN 10204: 2004 - 3.1ManikantaSumanthNo ratings yet
- DS59504E-P73.3 (13.8KV GroundingTransformer)Document2 pagesDS59504E-P73.3 (13.8KV GroundingTransformer)ayça ayNo ratings yet
- As FX b110 TRKDocument1 pageAs FX b110 TRKfatihkisaNo ratings yet
- Test CertificateDocument1 pageTest CertificateNebojsa GaletovicNo ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument2 pagesInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiManikantaSumanthNo ratings yet
- Umbrella Magnetic Partickle TestDocument2 pagesUmbrella Magnetic Partickle TestIvo NikolovNo ratings yet
- Test CertificateDocument1 pageTest CertificateNebojsa GaletovicNo ratings yet
- E MEP 03.2014 9606 1 Kiyaslama KEDocument11 pagesE MEP 03.2014 9606 1 Kiyaslama KEÜmit UçakNo ratings yet
- 04 Cast Iron Submersible Pumps 60HzDocument64 pages04 Cast Iron Submersible Pumps 60HzHayam BaşaranNo ratings yet
- Rutil Elektrot-AskaynakDocument2 pagesRutil Elektrot-AskaynakfatihkisaNo ratings yet
- Novem - Try 152 In-Ground LuminaireDocument1 pageNovem - Try 152 In-Ground LuminaireEmre YıldırımNo ratings yet
- DBL SPER160L4 TDocument2 pagesDBL SPER160L4 Tİrfan YeniçeriNo ratings yet
- HSS Matkap Devi̇r İlerleme PDFDocument1 pageHSS Matkap Devi̇r İlerleme PDFemre akhanNo ratings yet
- KAT Kategori (V Standart Değer, E Ayar Değeri, Ü Kontrol Değeri) TD Tolerans Dışı (X Konuldu)Document2 pagesKAT Kategori (V Standart Değer, E Ayar Değeri, Ü Kontrol Değeri) TD Tolerans Dışı (X Konuldu)Baytolga canNo ratings yet
- Toprakta 76-Yavv-NayyDocument3 pagesToprakta 76-Yavv-NayyIskender IskenNo ratings yet
- OK Tigrod 308LDocument1 pageOK Tigrod 308LSalih HASNo ratings yet
- New Cast PumpsDocument49 pagesNew Cast PumpsSalah InhgaruoNo ratings yet
- DIN 2393 Kaynaklı Çelik Boru Malzemesi St34Document1 pageDIN 2393 Kaynaklı Çelik Boru Malzemesi St34serdalNo ratings yet
- CITOFONTE Ni ELEKTRODDocument1 pageCITOFONTE Ni ELEKTRODÖzgür BiliciNo ratings yet
- TDS 1000 kVA 10,5 0,4 KV CU GD 95.012.FDocument1 pageTDS 1000 kVA 10,5 0,4 KV CU GD 95.012.FSefa AkdemirNo ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument1 pageInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiİCON KAYNAK ENDÜSTRİSİNo ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument2 pagesInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiManikantaSumanthNo ratings yet
- EN 10204: 2004 - 3.1 Inspection Certificate: Test SertifikasiDocument1 pageEN 10204: 2004 - 3.1 Inspection Certificate: Test SertifikasiManikantaSumanthNo ratings yet
- Kale 2012Document24 pagesKale 2012matthewNo ratings yet
- IzolatörlerDocument24 pagesIzolatörlerAli KarataylıNo ratings yet
- Duyar Vana Busakle Takimi1682670914Document1 pageDuyar Vana Busakle Takimi1682670914anıl sönmezNo ratings yet
- Kacak Akim Koruma Anahtari Garanti Belgesi Ve Kullanim KilavuzuDocument24 pagesKacak Akim Koruma Anahtari Garanti Belgesi Ve Kullanim Kilavuzubatuhanizmirli2No ratings yet
- WPS SampleDocument1 pageWPS SampleDelil OzanNo ratings yet
- 4.9 EKONOMİKLİK - Didem TansuğDocument100 pages4.9 EKONOMİKLİK - Didem TansuğkaynakteknolojiNo ratings yet
- HSLA Uretimi Ve AdlandırmasıDocument31 pagesHSLA Uretimi Ve AdlandırmasıRamo LevvoNo ratings yet
- 0 401 876 761 VolvoDocument3 pages0 401 876 761 VolvoBaytolgaNo ratings yet
- PE100 Hakkinda Teknik BilgiDocument15 pagesPE100 Hakkinda Teknik BilgigyalcinkayaNo ratings yet
- 0 400 464 119 DeutzDocument2 pages0 400 464 119 DeutzBaytolga100% (1)
- Din 18800 - 7Document24 pagesDin 18800 - 7Hakan YamanoğluNo ratings yet
- Askaynak-As-P310r - Teknik TabloDocument1 pageAskaynak-As-P310r - Teknik TablocemalNo ratings yet
- 0 403 476 126 VolvoDocument3 pages0 403 476 126 VolvoBaytolgaNo ratings yet
- 8 BT 2Document16 pages8 BT 2Cinar InalNo ratings yet
- Test CertificateDocument1 pageTest CertificateNebojsa GaletovicNo ratings yet
- Ucf206 20Document1 pageUcf206 20hakan bulutNo ratings yet
- 4 - Epoksi Boya Technical Data SheetDocument1 page4 - Epoksi Boya Technical Data SheetVasaNo ratings yet
- 0 460 414 108 - T15 PDFDocument3 pages0 460 414 108 - T15 PDFBaytolgaNo ratings yet
- Örtülü Elektrot (Elle) Ark KaynağıDocument33 pagesÖrtülü Elektrot (Elle) Ark KaynağıalaincomboeyNo ratings yet
- Tolga Ertürk - 2.20 Dokme Demir Ve Celik Dokum 21-04-2015Document17 pagesTolga Ertürk - 2.20 Dokme Demir Ve Celik Dokum 21-04-2015kaynakteknolojiNo ratings yet
- 1-Sert Lehi̇mleme C.dündarDocument99 pages1-Sert Lehi̇mleme C.dündarkaynakteknolojiNo ratings yet
- 1-4-Gtm Kesme Ve Agiz AçmaDocument71 pages1-4-Gtm Kesme Ve Agiz AçmakaynakteknolojiNo ratings yet
- 2 KK Malzemelerde Gorulen Hasar TurleriDocument56 pages2 KK Malzemelerde Gorulen Hasar TurlerikaynakteknolojiNo ratings yet