
Process Safety Management Plan
Process Safety Management Plan
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Kitchen Hood Cleaning Checklist-1-2Document2 pagesKitchen Hood Cleaning Checklist-1-2zaimNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
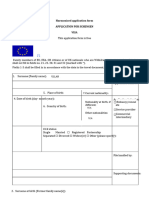
- Application Form en 092021Document7 pagesApplication Form en 092021zaimNo ratings yet
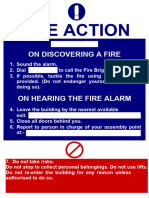
- Fire Action NoticeDocument1 pageFire Action NoticezaimNo ratings yet
- SGTM 5 B Attitudes & Behaviour " Cultural Awareness"Document29 pagesSGTM 5 B Attitudes & Behaviour " Cultural Awareness"Maggi BoldNo ratings yet
- Tunnel PTW R2.4-Water Tank PPMDocument2 pagesTunnel PTW R2.4-Water Tank PPMzaimNo ratings yet
- Tank Cleaning Equipment ListDocument1 pageTank Cleaning Equipment ListzaimNo ratings yet
- Grievance PolicyDocument3 pagesGrievance PolicyzaimNo ratings yet
- COSHH Clenzol (APC)Document3 pagesCOSHH Clenzol (APC)zaimNo ratings yet
- COSHH Assessment (Aqua Kleene)Document3 pagesCOSHH Assessment (Aqua Kleene)zaimNo ratings yet
- Risk Assessment ScanDocument8 pagesRisk Assessment ScanzaimNo ratings yet
- 02 PTW Risk AssessmentDocument22 pages02 PTW Risk Assessmentzaim100% (2)
- COSHH DrakerDocument2 pagesCOSHH DrakerzaimNo ratings yet
- Inspection RecordFEDocument21 pagesInspection RecordFEzaimNo ratings yet
- Slips Trips Falls Working SurfacesDocument27 pagesSlips Trips Falls Working SurfaceszaimNo ratings yet
- TBT Accident Prevention 1Document2 pagesTBT Accident Prevention 1zaimNo ratings yet
- PMEC-OSH-F23-REV.O (Site Inspection Report)Document2 pagesPMEC-OSH-F23-REV.O (Site Inspection Report)zaimNo ratings yet
- EEBA Inspection LogDocument1 pageEEBA Inspection LogzaimNo ratings yet
- Signs & TagsDocument16 pagesSigns & TagszaimNo ratings yet
- SignsDocument14 pagesSignszaimNo ratings yet
- Electrical 1Document4 pagesElectrical 1zaimNo ratings yet
- Health & Safety ALERTDocument4 pagesHealth & Safety ALERTzaimNo ratings yet
- CorrosivesDocument21 pagesCorrosiveszaimNo ratings yet
- Sf-29 08 2019Document1 pageSf-29 08 2019zaimNo ratings yet
- Eih Machinery ListDocument6 pagesEih Machinery ListzaimNo ratings yet
- Doc17525720201228113910 001Document1 pageDoc17525720201228113910 001zaimNo ratings yet
- Doc14251520191031091437 013Document1 pageDoc14251520191031091437 013zaimNo ratings yet
- Doc14251520191031091437 011Document1 pageDoc14251520191031091437 011zaimNo ratings yet
- Doc14251520191031091437 010Document1 pageDoc14251520191031091437 010zaimNo ratings yet


































































Download as doc, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Kitchen Hood Cleaning Checklist-1-2Document2 pagesKitchen Hood Cleaning Checklist-1-2zaimNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Application Form en 092021Document7 pagesApplication Form en 092021zaimNo ratings yet
- Fire Action NoticeDocument1 pageFire Action NoticezaimNo ratings yet
- SGTM 5 B Attitudes & Behaviour " Cultural Awareness"Document29 pagesSGTM 5 B Attitudes & Behaviour " Cultural Awareness"Maggi BoldNo ratings yet
- Tunnel PTW R2.4-Water Tank PPMDocument2 pagesTunnel PTW R2.4-Water Tank PPMzaimNo ratings yet
- Tank Cleaning Equipment ListDocument1 pageTank Cleaning Equipment ListzaimNo ratings yet
- Grievance PolicyDocument3 pagesGrievance PolicyzaimNo ratings yet
- COSHH Clenzol (APC)Document3 pagesCOSHH Clenzol (APC)zaimNo ratings yet
- COSHH Assessment (Aqua Kleene)Document3 pagesCOSHH Assessment (Aqua Kleene)zaimNo ratings yet
- Risk Assessment ScanDocument8 pagesRisk Assessment ScanzaimNo ratings yet
- 02 PTW Risk AssessmentDocument22 pages02 PTW Risk Assessmentzaim100% (2)
- COSHH DrakerDocument2 pagesCOSHH DrakerzaimNo ratings yet
- Inspection RecordFEDocument21 pagesInspection RecordFEzaimNo ratings yet
- Slips Trips Falls Working SurfacesDocument27 pagesSlips Trips Falls Working SurfaceszaimNo ratings yet
- TBT Accident Prevention 1Document2 pagesTBT Accident Prevention 1zaimNo ratings yet
- PMEC-OSH-F23-REV.O (Site Inspection Report)Document2 pagesPMEC-OSH-F23-REV.O (Site Inspection Report)zaimNo ratings yet
- EEBA Inspection LogDocument1 pageEEBA Inspection LogzaimNo ratings yet
- Signs & TagsDocument16 pagesSigns & TagszaimNo ratings yet
- SignsDocument14 pagesSignszaimNo ratings yet
- Electrical 1Document4 pagesElectrical 1zaimNo ratings yet
- Health & Safety ALERTDocument4 pagesHealth & Safety ALERTzaimNo ratings yet
- CorrosivesDocument21 pagesCorrosiveszaimNo ratings yet
- Sf-29 08 2019Document1 pageSf-29 08 2019zaimNo ratings yet
- Eih Machinery ListDocument6 pagesEih Machinery ListzaimNo ratings yet
- Doc17525720201228113910 001Document1 pageDoc17525720201228113910 001zaimNo ratings yet
- Doc14251520191031091437 013Document1 pageDoc14251520191031091437 013zaimNo ratings yet
- Doc14251520191031091437 011Document1 pageDoc14251520191031091437 011zaimNo ratings yet
- Doc14251520191031091437 010Document1 pageDoc14251520191031091437 010zaimNo ratings yet