Download as pdf or txt
You might also like
- Process of Production CS2 PDFDocument9 pagesProcess of Production CS2 PDFDinii Lathiifah PertiwiNo ratings yet
- Styrene Methods 2520of ProductionDocument9 pagesStyrene Methods 2520of ProductionMohd Zulazreen50% (2)
- Drilling Fluids ManualDocument486 pagesDrilling Fluids ManualParaZzzit100% (12)
- KM Instructor Course Phase 1aDocument22 pagesKM Instructor Course Phase 1anozza_1No ratings yet
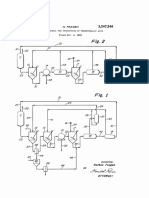
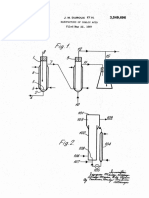
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
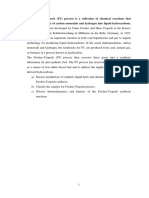
- A. Belchetz: Production of Carbon DisulfideDocument7 pagesA. Belchetz: Production of Carbon DisulfidesyafiraNo ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- United States Patent 1191: RedfordDocument6 pagesUnited States Patent 1191: Redfordhaddig8No ratings yet
- Us 3549696Document4 pagesUs 3549696budispartanNo ratings yet
- Us 4377495Document5 pagesUs 4377495DWNLD USRMLNo ratings yet
- US4880550Document6 pagesUS4880550Sachin PatilNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- Produksi Phthalic AnhydrideDocument5 pagesProduksi Phthalic Anhydridehalim syarifNo ratings yet
- US3120993Document5 pagesUS3120993Nateek SharmaNo ratings yet
- US3039853 (Channel Patent)Document2 pagesUS3039853 (Channel Patent)Dewi Aiiu NabillaNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- United States PatentDocument5 pagesUnited States PatentRefi RahmanNo ratings yet
- DpaDocument5 pagesDpaMarliana DiahNo ratings yet
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlDocument5 pagesUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiNo ratings yet
- Patente Del Ibuprofeno (US4981995)Document16 pagesPatente Del Ibuprofeno (US4981995)María de los Milagros LedesmaNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- Aluminum OxideDocument5 pagesAluminum OxideAlexandra EvangelistaNo ratings yet
- Process of Deodourizing of Iso Prpopyl AlcoholDocument4 pagesProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNo ratings yet
- US3232984Document6 pagesUS323298425A Syifa Salsabila AlfianiNo ratings yet
- N30 Xo Ho & Iv,: Filed April 20, 195lDocument6 pagesN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihNo ratings yet
- United States PatentDocument5 pagesUnited States PatentLê QuỳnhNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- United States Patent: Benzene From Pyrolysis Naphtha Produced by High-TemperaDocument8 pagesUnited States Patent: Benzene From Pyrolysis Naphtha Produced by High-TemperalandagoNo ratings yet
- Us 3321498Document3 pagesUs 3321498BurakAdayNo ratings yet
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 pagesUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaNo ratings yet
- United States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowayDocument7 pagesUnited States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowaySälàám Shãnü BhåïNo ratings yet
- MetoxidoDocument8 pagesMetoxidocessavelinoNo ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- US4997584Document4 pagesUS4997584Mohamad Reza JahanbakhshNo ratings yet
- Paten Produksi Syn GasDocument12 pagesPaten Produksi Syn GasFarras HaidaryNo ratings yet
- US4780224Document4 pagesUS4780224Mohamad Reza JahanbakhshNo ratings yet
- Nov. 11, 1958 E. K. Jones Et Al: Manufacture of Isopropyl Benzene by Alkylation Filed JanDocument8 pagesNov. 11, 1958 E. K. Jones Et Al: Manufacture of Isopropyl Benzene by Alkylation Filed JanRizal EffendiNo ratings yet
- Joya Us4569799Document9 pagesJoya Us4569799Agustin CantilloNo ratings yet
- Patent US3801634Document5 pagesPatent US3801634Santiago BorgesNo ratings yet
- United States Patent (19) : Diercks Et Al. (11) Patent NumberDocument5 pagesUnited States Patent (19) : Diercks Et Al. (11) Patent NumberVirginia Rosales OlmosNo ratings yet
- IntroductionDocument23 pagesIntroductionPABLO URIZ CEREZONo ratings yet
- Us Patent Process For Production of Urea, 1970Document4 pagesUs Patent Process For Production of Urea, 197025A Syifa Salsabila AlfianiNo ratings yet
- US2462413 FormaldehydeDocument5 pagesUS2462413 FormaldehydeRuchita PoilkarNo ratings yet
- Etilbenzene 2 (Recovered)Document8 pagesEtilbenzene 2 (Recovered)Mario VensfiseCrewNo ratings yet
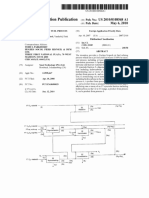
- Fischer-Tropsch ProcessDocument5 pagesFischer-Tropsch ProcessBilal Arif100% (1)
- United States Patent Office: As The Central Atom On A CarrierDocument4 pagesUnited States Patent Office: As The Central Atom On A CarrierRasoulNo ratings yet
- US3252269Document7 pagesUS3252269Antonio García BoadellaNo ratings yet
- Hidrogenación 2Document8 pagesHidrogenación 2Adrian vilariño gonzalezNo ratings yet
- Us 4501724Document7 pagesUs 4501724DARWIN STALIN ALCACIEGA PILCONo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- United States Patent 0 "Ice: Patented May 9, 1972Document4 pagesUnited States Patent 0 "Ice: Patented May 9, 1972Nguyễn Thanh TùngNo ratings yet
- Hydrogen ProductionDocument31 pagesHydrogen ProductionSajid Ali100% (1)
- Lecture 21 PDFDocument14 pagesLecture 21 PDFMehmet Arvasi100% (1)
- United States Patent ToDocument8 pagesUnited States Patent ToAwat MuhammadNo ratings yet
- PAtentDocument9 pagesPAtentTri RudiNo ratings yet
- Fig. I.: July 8, 1969 R. R. Detweer 3,454,360Document5 pagesFig. I.: July 8, 1969 R. R. Detweer 3,454,360GraciaVelitarioNo ratings yet
- Activation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionDocument8 pagesActivation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionFrancisco HerasNo ratings yet
- A CATALYST: PD/C 1.25 Parts: Effect of Heat TreatmentDocument5 pagesA CATALYST: PD/C 1.25 Parts: Effect of Heat TreatmentFlorian FischerNo ratings yet
- United States PatentDocument5 pagesUnited States PatentDIEGONo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- WO2002004575A2Document35 pagesWO2002004575A2Facundo MendezNo ratings yet
- US20100108568A1 (Es La AU2008237023B2 Mas Actual)Document14 pagesUS20100108568A1 (Es La AU2008237023B2 Mas Actual)Facundo MendezNo ratings yet
- EP1322575B1Document16 pagesEP1322575B1Facundo MendezNo ratings yet
- AU2004213790B2Document32 pagesAU2004213790B2Facundo MendezNo ratings yet
- CA2941105A1Document38 pagesCA2941105A1Facundo MendezNo ratings yet
- Acsomega 9b03707Document8 pagesAcsomega 9b03707Facundo MendezNo ratings yet
- Integrating CO Electrolysis Into The Gas-to-Liquids Power-to-Liquids ProcessDocument5 pagesIntegrating CO Electrolysis Into The Gas-to-Liquids Power-to-Liquids ProcessFacundo MendezNo ratings yet
- TheEconomicsofGastoLiquids ComparedtoLiquefiedNaturalGasDocument5 pagesTheEconomicsofGastoLiquids ComparedtoLiquefiedNaturalGasFacundo MendezNo ratings yet
- CNS Depressants TametaDocument29 pagesCNS Depressants TametaJhareinne GardeNo ratings yet
- The First Lesson Plan ShapesDocument2 pagesThe First Lesson Plan Shapesapi-374751355No ratings yet
- 15 3 16 - p.325 331 PDFDocument7 pages15 3 16 - p.325 331 PDFbeatcookNo ratings yet
- Summative Test in Physical Education 1St QuarterDocument1 pageSummative Test in Physical Education 1St Quarterrana abedNo ratings yet
- Preston Corpn. Sdn. Bhd. V Edward Leong (1982) 2 MLJ 22Document14 pagesPreston Corpn. Sdn. Bhd. V Edward Leong (1982) 2 MLJ 22Nurissya DaliaNo ratings yet
- Lab Report2 Keil SimulatorDocument11 pagesLab Report2 Keil SimulatorKhubaib WaqarNo ratings yet
- The Bhagavad-Gita, With The Commentary of Sri Sankaracharya (1901)Document370 pagesThe Bhagavad-Gita, With The Commentary of Sri Sankaracharya (1901)My-RavenNo ratings yet
- SUBWAY EditedDocument13 pagesSUBWAY Editedsonaxiv697No ratings yet
- TR - Dressmaking NC IIDocument60 pagesTR - Dressmaking NC IIMR. CHRISTIAN DACORONNo ratings yet
- Sharpe, Treynor and Jenson SumDocument2 pagesSharpe, Treynor and Jenson SumNikita ShekhawatNo ratings yet
- Territory Management Decision GuideDocument5 pagesTerritory Management Decision GuideIoana AlexandraNo ratings yet
- Ads Member 2Document28 pagesAds Member 2Kevin TtitoNo ratings yet
- Harrison Bergeron - With AnnotationsDocument8 pagesHarrison Bergeron - With Annotationserica.hugoNo ratings yet
- Deteqstandart PDFDocument4 pagesDeteqstandart PDFMoaed KanbarNo ratings yet
- Co-Designing Machine Learning Apps in K-12 With Primary School ChildrenDocument3 pagesCo-Designing Machine Learning Apps in K-12 With Primary School ChildrenLucas FiordelisiNo ratings yet
- ResumeDocument3 pagesResumejohn DaqueNo ratings yet
- H2scan 720as-Gc Hydrogen Sensor System ManualDocument22 pagesH2scan 720as-Gc Hydrogen Sensor System ManualMohammed SaberNo ratings yet
- Charles Keeping - Beowulf - PDFDocument16 pagesCharles Keeping - Beowulf - PDFra ayNo ratings yet
- Inbound 5129053772572461691Document17 pagesInbound 5129053772572461691LaksndNo ratings yet
- GUI Based Control System Analysis Using PID Controller For EducationDocument11 pagesGUI Based Control System Analysis Using PID Controller For Educationpascal toguNo ratings yet
- Stability of Floating BodiesDocument6 pagesStability of Floating Bodieskharry8davidNo ratings yet
- Zeway ReportDocument8 pagesZeway Reportbereket rikitaNo ratings yet
- Analyzing The Internal Environment of The FirmDocument7 pagesAnalyzing The Internal Environment of The FirmRegine Balaan Anua100% (1)
- PV Inverter: SUNNY MINI CENTRAL 9000TL / 10000TL / 11000TL With Reactive Power ControlDocument96 pagesPV Inverter: SUNNY MINI CENTRAL 9000TL / 10000TL / 11000TL With Reactive Power ControlIonut Robert BalasoiuNo ratings yet
- Tutorial (Equlibrium) AnswersDocument4 pagesTutorial (Equlibrium) Answersoh khang chiangNo ratings yet
- Review LeadershipDocument10 pagesReview LeadershipON ChannelIDNo ratings yet
- 8 Fall of The Ottoman EmpireDocument10 pages8 Fall of The Ottoman Empireapi-303147801No ratings yet
- SRC362 Tri1 2016 Unit GuideDocument11 pagesSRC362 Tri1 2016 Unit Guide张佳凯No ratings yet