Download as docx, pdf, or txt
You might also like
- 6-Training Need IdentificationDocument5 pages6-Training Need IdentificationBharat KasarNo ratings yet
- SM ECOSYS P3145dn P3150dn P3155dn-Rev.4Document289 pagesSM ECOSYS P3145dn P3150dn P3155dn-Rev.4ANDY100% (6)
- 51909-Doosan MOXY MT26 MT31 Articulated Dump Truck PDFDocument931 pages51909-Doosan MOXY MT26 MT31 Articulated Dump Truck PDFSimon C Mulgrew83% (6)
- Matrix CSRDocument6 pagesMatrix CSRDiego Jordan Hernández100% (1)
- 5m+1e Change Matrix SOPDocument2 pages5m+1e Change Matrix SOPGirdhar Sahu100% (1)
- Supplier 8D FormDocument3 pagesSupplier 8D FormBen DesireNo ratings yet
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- OBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Document4 pagesOBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Andy RojasNo ratings yet
- PFMEA Review - MOM FormatDocument2 pagesPFMEA Review - MOM FormatMASU BRAKE PADS QANo ratings yet
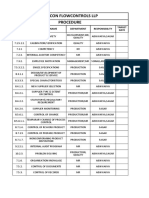
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- Past Defect History 2021Document10 pagesPast Defect History 2021RahulNo ratings yet
- 5.1.1.2 - Process Effectiveness EfficiencyDocument1 page5.1.1.2 - Process Effectiveness EfficiencyPrakash kumarTripathiNo ratings yet
- Cohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NameDocument2 pagesCohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NamePrakash kumarTripathiNo ratings yet
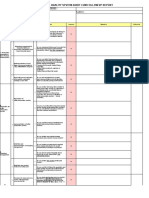
- Supplier Audit Check Sheet For New & NON ISO SupplierDocument7 pagesSupplier Audit Check Sheet For New & NON ISO SupplierManoj Kaushik100% (1)
- 4M Change Intimation Sheet Abnormal SituationDocument1 page4M Change Intimation Sheet Abnormal SituationDhananjay Patil100% (1)
- IATF Rules Dec2016Document14 pagesIATF Rules Dec2016anthony dunnNo ratings yet
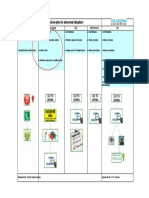
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDocument1 pageStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarNo ratings yet
- Skill CriteriaDocument1 pageSkill CriteriaDinesh Kumar100% (1)
- Oposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseDocument1 pageOposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseSethasan SrikochNo ratings yet
- All Standards - Comparison MatrixDocument15 pagesAll Standards - Comparison MatrixaadmaadmNo ratings yet
- IATF 16949 DocumenDocument1 pageIATF 16949 Documenpunitg_2No ratings yet
- 2 Annex-List of Interested Parties With ExampleDocument2 pages2 Annex-List of Interested Parties With ExampleStallion Auto Parts P. Ltd.No ratings yet
- Supplier Assessment (F - 003 - QF-SQ-COM - 002 Rev. 02) .Document50 pagesSupplier Assessment (F - 003 - QF-SQ-COM - 002 Rev. 02) .muthuselvanNo ratings yet
- Updated Closer IATFDocument8 pagesUpdated Closer IATFSandeep Verma100% (1)
- Quality System Procedure For Change Point ControlDocument3 pagesQuality System Procedure For Change Point Controlrajesh sharmaNo ratings yet
- Production Internal Audit NCDocument2 pagesProduction Internal Audit NCSabari SaravananNo ratings yet
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- Process Wise Level Wise Skill Req. For Opr.Document1 pageProcess Wise Level Wise Skill Req. For Opr.Prakash kumarTripathiNo ratings yet
- F MR 20B 4M Criteria NewDocument4 pagesF MR 20B 4M Criteria NewBangali Singh100% (1)
- Layered AuditDocument5 pagesLayered AuditlugarxNo ratings yet
- ASP-NPD-04 (Process of Product Safety)Document5 pagesASP-NPD-04 (Process of Product Safety)akash.vd.1603No ratings yet
- Vda FmeaDocument30 pagesVda Fmealalit GuptaNo ratings yet
- Process Map - Unitwise Process LinkagesDocument1 pageProcess Map - Unitwise Process LinkagesSachin RamdurgNo ratings yet
- 8D Report - FormatsDocument1 page8D Report - FormatsAbhinav SinghNo ratings yet
- Ipc & Ipp Logbook or FlowDocument8 pagesIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- Iatf ActivitiesDocument6 pagesIatf ActivitiesWizard tube and Engineered componentNo ratings yet
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredDocument2 pagesSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavNo ratings yet
- Bgl-Fm-Qa - Red Bin Analysis RuleDocument1 pageBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNo ratings yet
- Coherence PlanDocument2 pagesCoherence PlanAman JasujaNo ratings yet
- Supplier Name Auditors: Vendor Attendees:: JudgmentDocument4 pagesSupplier Name Auditors: Vendor Attendees:: Judgment3A System SolutionNo ratings yet
- Pfmea - Aiag-VdaDocument108 pagesPfmea - Aiag-VdaGLAUCIO DOS SANTOS SILVANo ratings yet
- List of Documents IATF 16949 Documentation Toolkit EN PDFDocument4 pagesList of Documents IATF 16949 Documentation Toolkit EN PDFRahul SharmaNo ratings yet
- Guideline 4M Change MatrixDocument3 pagesGuideline 4M Change MatrixAman JasujaNo ratings yet
- Tharaj Castings PVT - ltd.-1st & 2nd Phase PresentationDocument58 pagesTharaj Castings PVT - ltd.-1st & 2nd Phase PresentationAnkur DhirNo ratings yet
- Part Name: Sample Size: Part No.: Date: Customer:: Verificatio NDocument25 pagesPart Name: Sample Size: Part No.: Date: Customer:: Verificatio Nsatrughana patraNo ratings yet
- Customer Specific Requirements MatrixDocument4 pagesCustomer Specific Requirements Matrixjefry sitorus0% (1)
- IATF IA CHecklistDocument2 pagesIATF IA CHecklistDamodaran RajanayagamNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- Change Management C Pillar Stacking Reduced From 1+4 To 1+2Document18 pagesChange Management C Pillar Stacking Reduced From 1+4 To 1+2shobha shelarNo ratings yet
- Part Submission ChecklistDocument8 pagesPart Submission ChecklistGeovanny HernándezNo ratings yet
- MRM Data For AugDocument2 pagesMRM Data For AugPrakash kumarTripathiNo ratings yet
- Internal Audit Check Sheet MaintDocument3 pagesInternal Audit Check Sheet MaintRamdas Paithankar100% (1)
- Iatf 3year Internal Audit PlanDocument6 pagesIatf 3year Internal Audit Planrajesh sharmaNo ratings yet
- 6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessDocument1 page6000 Appendix 6000.: 2 Flowchart of Local Audit Project ProcessNiken RindasariNo ratings yet
- APS-WP-15 Process Validation ProcedureDocument24 pagesAPS-WP-15 Process Validation Procedureshobha shelarNo ratings yet
- MR 08 Contingency PlanDocument11 pagesMR 08 Contingency PlanManoj KaushikNo ratings yet
- Product Audit FormDocument2 pagesProduct Audit Formcong da0% (1)
- Sundram Fasteners LTD, Autolec Division. Apqp Timing Plan - XXXXXXXXXXX (1111111) Date: XX - XX.XXXXDocument2 pagesSundram Fasteners LTD, Autolec Division. Apqp Timing Plan - XXXXXXXXXXX (1111111) Date: XX - XX.XXXXUdhayakumarNo ratings yet
- List of Mandatory Documents Required by IATF 16949-2016Document3 pagesList of Mandatory Documents Required by IATF 16949-2016Oscar Solis MartirNo ratings yet
- 4M Change Monitoring SheetDocument1 page4M Change Monitoring SheetDinesh KumarNo ratings yet
- Control PlanDocument6 pagesControl PlanFahmy Khoerul HudaNo ratings yet
- P13-Process For APQPDocument6 pagesP13-Process For APQPBangali Singh100% (1)
- (LFC5000 VK Manual)Document12 pages(LFC5000 VK Manual)Peñaloz GustavoNo ratings yet
- SAP GUI Family: Guided TourDocument98 pagesSAP GUI Family: Guided Tourmca1954No ratings yet
- Electronic Commerce Eighth Edition: Technology Infrastructure: The Internet and The World Wide WebDocument84 pagesElectronic Commerce Eighth Edition: Technology Infrastructure: The Internet and The World Wide WebsrgperumalNo ratings yet
- John Ngaya Mukabi, PHD Full CV 23NOV09Document104 pagesJohn Ngaya Mukabi, PHD Full CV 23NOV09John Ngaya MukabiNo ratings yet
- Khubaib Akhtar: Career ObjectiveDocument3 pagesKhubaib Akhtar: Career Objectivekhubaib akhtarNo ratings yet
- Air Compressor Bendix 2150Document32 pagesAir Compressor Bendix 2150Juan RiveraNo ratings yet
- Indra: KSB Pumps LimitedDocument2 pagesIndra: KSB Pumps Limitedvsv mnaNo ratings yet
- Trust, Compassion and Loyalty Seeing ClearlyDocument5 pagesTrust, Compassion and Loyalty Seeing Clearlysvetlana_sdNo ratings yet
- SHP Butterfly Technical DocumentationDocument28 pagesSHP Butterfly Technical DocumentationNicolasNo ratings yet
- Word ProcessingDocument21 pagesWord ProcessingAlice Valiente100% (2)
- Unit 3: Step 3 - Understand Technology CommercializationDocument15 pagesUnit 3: Step 3 - Understand Technology CommercializationCAROL CASTRONo ratings yet
- Becht stainGBPess steeGBPDocument2 pagesBecht stainGBPess steeGBPMahmoud GamalNo ratings yet
- Turbine FL Ow Meter SCFT AnalogueDocument5 pagesTurbine FL Ow Meter SCFT AnalogueCésar PérezNo ratings yet
- Truss Camber DiagramDocument5 pagesTruss Camber DiagramDanny ArimaNo ratings yet
- Stair Pressurization CalculationDocument9 pagesStair Pressurization CalculationHaymanot BaynesagnNo ratings yet
- CS1253 - Visual ProgrammingDocument3 pagesCS1253 - Visual ProgrammingKodaikdNo ratings yet
- Direct Instruction Lesson Template 2017 1 - 2Document2 pagesDirect Instruction Lesson Template 2017 1 - 2api-455662270No ratings yet
- A252Document7 pagesA252Luz DuarteNo ratings yet
- Fb-274 GB Paladin1200dDocument2 pagesFb-274 GB Paladin1200dchaudhasNo ratings yet
- Department of Defense Source Selection Guide 2011Document48 pagesDepartment of Defense Source Selection Guide 2011James E. Krause, P.A.No ratings yet
- Train Gate UPPALDocument38 pagesTrain Gate UPPALIsmail DinarNo ratings yet
- Construction Technology Unit 1Document43 pagesConstruction Technology Unit 1Kabilesh SNo ratings yet
- MuleitorDocument282 pagesMuleitorFrancisco MontecinosNo ratings yet
- Hazard Mapping Checklist-1Document1 pageHazard Mapping Checklist-1John Matthew CerenoNo ratings yet
- Cp1w Eip61 ManualDocument28 pagesCp1w Eip61 ManualJederVieiraNo ratings yet
- CS304 Object Oriented Programming Final Term of 2012 Subjectives Solved With References by MoaazDocument26 pagesCS304 Object Oriented Programming Final Term of 2012 Subjectives Solved With References by MoaazTayyabah Shah0% (1)
- TCW450Document2 pagesTCW450Richard GriffithNo ratings yet
- Falling Ball ViscometerDocument17 pagesFalling Ball ViscometerShaho Abdulqader MohamedaliNo ratings yet