
ww17 Sludge 3 Ig Old
ww17 Sludge 3 Ig Old
You might also like
- Manual On The Causes and Control of Activated Sludge Bulking, Foaming, and Other Solids Separation ProblemsDocument12 pagesManual On The Causes and Control of Activated Sludge Bulking, Foaming, and Other Solids Separation ProblemsAngela Lamas18% (11)
- TDS1 Student Exercise Workbook Part1Document70 pagesTDS1 Student Exercise Workbook Part1Nermina Pecar0% (1)
- TcposamDocument210 pagesTcposamIvica Labudovic100% (1)
- Activated Sludge Troubleshooting ChartDocument1 pageActivated Sludge Troubleshooting ChartIslandHighlander100% (2)
- FYP-Project Report-Template For 7th SemesterDocument18 pagesFYP-Project Report-Template For 7th SemesterHammad BhaiNo ratings yet
- Illustrator For Beginners TastytutsDocument25 pagesIllustrator For Beginners Tastytutsapi-163891747No ratings yet
- Activated Sludge ModelsDocument128 pagesActivated Sludge ModelsselvizuryaniNo ratings yet
- Philippine Markets Wastewater TreatmentDocument11 pagesPhilippine Markets Wastewater TreatmentCris-Anne Juangco III100% (1)
- Maintenance of Water and Wastewater Plants 2 PDFDocument67 pagesMaintenance of Water and Wastewater Plants 2 PDFنيرمين احمدNo ratings yet
- Z Op Cert Process at A GlanceDocument44 pagesZ Op Cert Process at A GlancesybaritzNo ratings yet
- Metasynth BookDocument210 pagesMetasynth Bookang musikeroNo ratings yet
- Java InstructionsDocument8 pagesJava InstructionsVIDYA SWAROOP NELLINo ratings yet
- Semi Detailed Applying TransitionDocument11 pagesSemi Detailed Applying TransitionChristine Alyssa C. VillamorNo ratings yet
- Topic 6 FinalDocument11 pagesTopic 6 Finalprencessmaeyaon02No ratings yet
- Prince2 Practitioner User Guide v1.2Document42 pagesPrince2 Practitioner User Guide v1.2Go MacoNo ratings yet
- Sslmicf9quarter3week1 779332714012337Document4 pagesSslmicf9quarter3week1 779332714012337henryrondina72No ratings yet
- Annex SL Intro and Awareness Course - TG - Session Plan Module - 0314Document2 pagesAnnex SL Intro and Awareness Course - TG - Session Plan Module - 0314Skander HamadiNo ratings yet
- Outline The Key Points To Include in A Final Year Viva PresentationDocument3 pagesOutline The Key Points To Include in A Final Year Viva PresentationNyashah FelixNo ratings yet
- Module 3Document26 pagesModule 3binaguaeraphNo ratings yet
- Electrical Safety Training: Tailgate ConferenceDocument26 pagesElectrical Safety Training: Tailgate ConferenceFxStuntDriverNo ratings yet
- Premiere Pro StepsDocument14 pagesPremiere Pro StepsabcNo ratings yet
- 3D Slider Crank Tutorial (Basic)Document61 pages3D Slider Crank Tutorial (Basic)Manoj SinghNo ratings yet
- EN Mean Value Theorem by SlidesgoDocument29 pagesEN Mean Value Theorem by SlidesgoHaydar HaririNo ratings yet
- Report 1 TemplateDocument8 pagesReport 1 TemplateInspectorNo ratings yet
- Direct Instruction Lesson Plan Template: Teachers: SubjectDocument6 pagesDirect Instruction Lesson Plan Template: Teachers: Subjectapi-456666189No ratings yet
- Lessons On PresentationDocument33 pagesLessons On PresentationSarfaraj AhmedNo ratings yet
- Exercise A1 - Simple Ogee SetupDocument20 pagesExercise A1 - Simple Ogee SetupCarlos Luis Oyuela Gomez100% (2)
- Objective:: Lab 08 - Introduction To Computing (EC-102)Document9 pagesObjective:: Lab 08 - Introduction To Computing (EC-102)Ahmad MusabNo ratings yet
- St. Paul University PhilippinesDocument6 pagesSt. Paul University PhilippinesVanesa Calimag ClementeNo ratings yet
- Assoc CopyPro Workbook ENGDocument90 pagesAssoc CopyPro Workbook ENGjonathanharripersadNo ratings yet
- PowerPoint Lesson PlanDocument7 pagesPowerPoint Lesson PlanAbby Erero-EscarpeNo ratings yet
- IT 101 Module 2.0 2022Document8 pagesIT 101 Module 2.0 2022lanilyn mongadoNo ratings yet
- Comm 1009 Week Five 2014Document28 pagesComm 1009 Week Five 2014waysenNo ratings yet
- Elementary Statistics - Picturing The World (gnv64) - Part3Document5 pagesElementary Statistics - Picturing The World (gnv64) - Part3Martin RidoNo ratings yet
- Dynamic Presentations Trainer's Notes PDFDocument75 pagesDynamic Presentations Trainer's Notes PDFLaphat Piriyakiar100% (1)
- SSS 2 3RD Term Lesson NoteDocument22 pagesSSS 2 3RD Term Lesson NoteOyinade AdeoluNo ratings yet
- Using Power Point in The ClassroomDocument5 pagesUsing Power Point in The ClassroomAnkita BarikNo ratings yet
- 01 - Programming Problem-SolvingDocument114 pages01 - Programming Problem-SolvingAya AmirNo ratings yet
- Excel FunctionsDocument5 pagesExcel FunctionsjulieNo ratings yet
- 1.introduction of Basic Tools: Button Keyboard Shortcut DescriptionDocument20 pages1.introduction of Basic Tools: Button Keyboard Shortcut DescriptionSanjai RomeoNo ratings yet
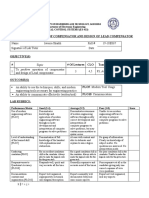
- LAB # 13: Operation of Compensator and Design of Lead CompensatorDocument17 pagesLAB # 13: Operation of Compensator and Design of Lead CompensatorJaveria ShaikhNo ratings yet
- Abaqus For Engineer SampleDocument63 pagesAbaqus For Engineer Sample17pgme001No ratings yet
- Curriculum BrochureDocument9 pagesCurriculum BrochureLead Trainer, CMO, BLETINo ratings yet
- DAY Content Present Notes Means TypeDocument3 pagesDAY Content Present Notes Means TypealexforconiNo ratings yet
- Structured ProgrammingDocument36 pagesStructured ProgrammingWaleFagbodunNo ratings yet
- Learning ScratchDocument22 pagesLearning Scratchdecoleman100% (1)
- CRT Part 2 Workshop 2023 Training Notes v1 (11aug23) - EditedDocument65 pagesCRT Part 2 Workshop 2023 Training Notes v1 (11aug23) - EditedJohnson OshodiNo ratings yet
- Unit 1Document61 pagesUnit 1Anil PenumachaNo ratings yet
- Lecture 5 PDFDocument10 pagesLecture 5 PDFfb6pnfdky9No ratings yet
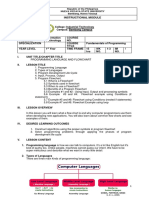
- Instructional Module: Republic of The Philippines Nueva Vizcaya State University Bambang, Nueva VizcayaDocument16 pagesInstructional Module: Republic of The Philippines Nueva Vizcaya State University Bambang, Nueva VizcayaAnaliza Kitongan LantayanNo ratings yet
- Ch07 Learning CurvesDocument24 pagesCh07 Learning Curvessubash1111@gmail.com100% (1)
- Identify Different Kinds of Technical DrawingDocument27 pagesIdentify Different Kinds of Technical DrawingCanduman NhsNo ratings yet
- Ap Week of 5Document7 pagesAp Week of 5api-367154830No ratings yet
- 821 Animator XIIDocument186 pages821 Animator XIIanshikasig30No ratings yet
- Solution Manual For Programming With Microsoft Visual Basic 2015 7th EditionDocument15 pagesSolution Manual For Programming With Microsoft Visual Basic 2015 7th EditionGregorySmithxocj100% (37)
- Lectronic Resentation OOL: ObjectivesDocument19 pagesLectronic Resentation OOL: ObjectivesLathapandi LathaNo ratings yet
- Electronic Presentation ToolDocument19 pagesElectronic Presentation ToolMansi ChauhanNo ratings yet
- Y.P.Sreedevi: Software Development Life CycleDocument23 pagesY.P.Sreedevi: Software Development Life Cyclevictorj63No ratings yet
- Coursework Guide: Version HistoryDocument6 pagesCoursework Guide: Version HistoryBilly GeneNo ratings yet
- Assignment #5: Describe Objectives and Subobjectives and Content For This PeriodDocument20 pagesAssignment #5: Describe Objectives and Subobjectives and Content For This Periodapi-540238585No ratings yet
- Part1TrimmingTwoEditPointsx PDFDocument9 pagesPart1TrimmingTwoEditPointsx PDFdieg0uNo ratings yet
- 1.1.1.a History of Civil Engineering and ArchitectureDocument26 pages1.1.1.a History of Civil Engineering and ArchitectureManny Anthony TagubaNo ratings yet
- Biba Poster TarpaulinDocument1 pageBiba Poster TarpaulinManny Anthony TagubaNo ratings yet
- MHD HandbookDocument136 pagesMHD HandbookManny Anthony TagubaNo ratings yet
- Office ClosedDocument1 pageOffice ClosedManny Anthony TagubaNo ratings yet
- History of Sewage DisposalDocument45 pagesHistory of Sewage DisposalManny Anthony TagubaNo ratings yet
- ClassificationDocument48 pagesClassificationManny Anthony TagubaNo ratings yet
- CH 27 BacteriaDocument49 pagesCH 27 BacteriaManny Anthony TagubaNo ratings yet
- Applied Areas of MicrobiologyDocument59 pagesApplied Areas of MicrobiologyNigusuNo ratings yet
- Sedron Services Sumner Washington - ST 6267 - Draft O&M Manual - Emailed 1-26-21Document31 pagesSedron Services Sumner Washington - ST 6267 - Draft O&M Manual - Emailed 1-26-21Vishal shuklaNo ratings yet
- Bioworks 04 PDFDocument2 pagesBioworks 04 PDFMeMySelf&MyMusicNo ratings yet
- Oxy Bee Solutions Fire Fighting STP, WTPDocument16 pagesOxy Bee Solutions Fire Fighting STP, WTPSaurabh ChaudhariNo ratings yet
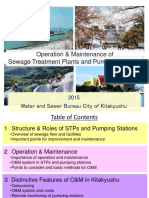
- 9 7 2015 1 20 25 03 Operation Maintenance of Sewage Treatment Plants and Pumping Stations (20150731PM)Document55 pages9 7 2015 1 20 25 03 Operation Maintenance of Sewage Treatment Plants and Pumping Stations (20150731PM)Elias RizkNo ratings yet
- General Brochure 2018 PDFDocument20 pagesGeneral Brochure 2018 PDFDio MiNo ratings yet
- The Design For Wastewater Treatment Plant WWTP With GPS X Modelling PDFDocument34 pagesThe Design For Wastewater Treatment Plant WWTP With GPS X Modelling PDFTariq Al DheiratNo ratings yet
- Ostara NRS Process-Flow-DiagramDocument2 pagesOstara NRS Process-Flow-Diagrampanoram bou20No ratings yet
- Bio-Activator - As A Solution of Biological Treatment Problems in Dairy IndustriesDocument3 pagesBio-Activator - As A Solution of Biological Treatment Problems in Dairy IndustriesGRD JournalsNo ratings yet
- Ott752 Textile Effluent TreatmentsDocument2 pagesOtt752 Textile Effluent TreatmentsVijay M50% (2)
- B e 2013 PDFDocument564 pagesB e 2013 PDFshreemantiNo ratings yet
- Biofilms Presentation Handouts 3-16-15Document62 pagesBiofilms Presentation Handouts 3-16-15Afan MirajNo ratings yet
- Fermentation 20190426132559Document22 pagesFermentation 20190426132559JivashiniBalasupurManiamNo ratings yet
- Biodegradable GreaseDocument9 pagesBiodegradable Greaseswoessner1No ratings yet
- Sewerage Planning and Wastewater Treatment For Sabang, Puerto GaleraDocument55 pagesSewerage Planning and Wastewater Treatment For Sabang, Puerto GaleraPEMSEA (Partnerships in Environmental Management for the Seas of East Asia)No ratings yet
- Activated Sludge Wastewater Treatment Processes and Control of Foam FormationDocument10 pagesActivated Sludge Wastewater Treatment Processes and Control of Foam FormationGeorge MarkasNo ratings yet
- Wang Et Al 2009 - Chlorella Cultivation in Different WastewatersDocument13 pagesWang Et Al 2009 - Chlorella Cultivation in Different WastewatersNixon AlfonsoNo ratings yet
- Ce 1304 Environmental EngineeringDocument44 pagesCe 1304 Environmental EngineeringprashmceNo ratings yet
- Service Standard For Water SupplyDocument129 pagesService Standard For Water SupplyMisama Nedian100% (1)
- STP 2X1000m3 MBBRDocument23 pagesSTP 2X1000m3 MBBRAlhussain KamelNo ratings yet
- Wastewater Treatment Plant Operator Certification TrainingDocument69 pagesWastewater Treatment Plant Operator Certification Trainingkokushkin02No ratings yet
- BNP Volume 2 - Employers RequirementDocument340 pagesBNP Volume 2 - Employers Requirementnaba1577No ratings yet
- In This Project We Will Design A Treatment Station, So We: - Pond ClassificationDocument16 pagesIn This Project We Will Design A Treatment Station, So We: - Pond ClassificationSayed Abo ElkhairNo ratings yet
- CE 428 - DesignActivated Sludge SystemDocument3 pagesCE 428 - DesignActivated Sludge System8925138229100% (1)
- UG 3-2 Mechanical Engineering R16-SyllabusDocument27 pagesUG 3-2 Mechanical Engineering R16-SyllabusĹova RajuNo ratings yet
- Ethyl Di ChlorideDocument98 pagesEthyl Di ChlorideEslam RezkNo ratings yet






























































































Download as pdf or txt
You might also like
- Manual On The Causes and Control of Activated Sludge Bulking, Foaming, and Other Solids Separation ProblemsDocument12 pagesManual On The Causes and Control of Activated Sludge Bulking, Foaming, and Other Solids Separation ProblemsAngela Lamas18% (11)
- TDS1 Student Exercise Workbook Part1Document70 pagesTDS1 Student Exercise Workbook Part1Nermina Pecar0% (1)
- TcposamDocument210 pagesTcposamIvica Labudovic100% (1)
- Activated Sludge Troubleshooting ChartDocument1 pageActivated Sludge Troubleshooting ChartIslandHighlander100% (2)
- FYP-Project Report-Template For 7th SemesterDocument18 pagesFYP-Project Report-Template For 7th SemesterHammad BhaiNo ratings yet
- Illustrator For Beginners TastytutsDocument25 pagesIllustrator For Beginners Tastytutsapi-163891747No ratings yet
- Activated Sludge ModelsDocument128 pagesActivated Sludge ModelsselvizuryaniNo ratings yet
- Philippine Markets Wastewater TreatmentDocument11 pagesPhilippine Markets Wastewater TreatmentCris-Anne Juangco III100% (1)
- Maintenance of Water and Wastewater Plants 2 PDFDocument67 pagesMaintenance of Water and Wastewater Plants 2 PDFنيرمين احمدNo ratings yet
- Z Op Cert Process at A GlanceDocument44 pagesZ Op Cert Process at A GlancesybaritzNo ratings yet
- Metasynth BookDocument210 pagesMetasynth Bookang musikeroNo ratings yet
- Java InstructionsDocument8 pagesJava InstructionsVIDYA SWAROOP NELLINo ratings yet
- Semi Detailed Applying TransitionDocument11 pagesSemi Detailed Applying TransitionChristine Alyssa C. VillamorNo ratings yet
- Topic 6 FinalDocument11 pagesTopic 6 Finalprencessmaeyaon02No ratings yet
- Prince2 Practitioner User Guide v1.2Document42 pagesPrince2 Practitioner User Guide v1.2Go MacoNo ratings yet
- Sslmicf9quarter3week1 779332714012337Document4 pagesSslmicf9quarter3week1 779332714012337henryrondina72No ratings yet
- Annex SL Intro and Awareness Course - TG - Session Plan Module - 0314Document2 pagesAnnex SL Intro and Awareness Course - TG - Session Plan Module - 0314Skander HamadiNo ratings yet
- Outline The Key Points To Include in A Final Year Viva PresentationDocument3 pagesOutline The Key Points To Include in A Final Year Viva PresentationNyashah FelixNo ratings yet
- Module 3Document26 pagesModule 3binaguaeraphNo ratings yet
- Electrical Safety Training: Tailgate ConferenceDocument26 pagesElectrical Safety Training: Tailgate ConferenceFxStuntDriverNo ratings yet
- Premiere Pro StepsDocument14 pagesPremiere Pro StepsabcNo ratings yet
- 3D Slider Crank Tutorial (Basic)Document61 pages3D Slider Crank Tutorial (Basic)Manoj SinghNo ratings yet
- EN Mean Value Theorem by SlidesgoDocument29 pagesEN Mean Value Theorem by SlidesgoHaydar HaririNo ratings yet
- Report 1 TemplateDocument8 pagesReport 1 TemplateInspectorNo ratings yet
- Direct Instruction Lesson Plan Template: Teachers: SubjectDocument6 pagesDirect Instruction Lesson Plan Template: Teachers: Subjectapi-456666189No ratings yet
- Lessons On PresentationDocument33 pagesLessons On PresentationSarfaraj AhmedNo ratings yet
- Exercise A1 - Simple Ogee SetupDocument20 pagesExercise A1 - Simple Ogee SetupCarlos Luis Oyuela Gomez100% (2)
- Objective:: Lab 08 - Introduction To Computing (EC-102)Document9 pagesObjective:: Lab 08 - Introduction To Computing (EC-102)Ahmad MusabNo ratings yet
- St. Paul University PhilippinesDocument6 pagesSt. Paul University PhilippinesVanesa Calimag ClementeNo ratings yet
- Assoc CopyPro Workbook ENGDocument90 pagesAssoc CopyPro Workbook ENGjonathanharripersadNo ratings yet
- PowerPoint Lesson PlanDocument7 pagesPowerPoint Lesson PlanAbby Erero-EscarpeNo ratings yet
- IT 101 Module 2.0 2022Document8 pagesIT 101 Module 2.0 2022lanilyn mongadoNo ratings yet
- Comm 1009 Week Five 2014Document28 pagesComm 1009 Week Five 2014waysenNo ratings yet
- Elementary Statistics - Picturing The World (gnv64) - Part3Document5 pagesElementary Statistics - Picturing The World (gnv64) - Part3Martin RidoNo ratings yet
- Dynamic Presentations Trainer's Notes PDFDocument75 pagesDynamic Presentations Trainer's Notes PDFLaphat Piriyakiar100% (1)
- SSS 2 3RD Term Lesson NoteDocument22 pagesSSS 2 3RD Term Lesson NoteOyinade AdeoluNo ratings yet
- Using Power Point in The ClassroomDocument5 pagesUsing Power Point in The ClassroomAnkita BarikNo ratings yet
- 01 - Programming Problem-SolvingDocument114 pages01 - Programming Problem-SolvingAya AmirNo ratings yet
- Excel FunctionsDocument5 pagesExcel FunctionsjulieNo ratings yet
- 1.introduction of Basic Tools: Button Keyboard Shortcut DescriptionDocument20 pages1.introduction of Basic Tools: Button Keyboard Shortcut DescriptionSanjai RomeoNo ratings yet
- LAB # 13: Operation of Compensator and Design of Lead CompensatorDocument17 pagesLAB # 13: Operation of Compensator and Design of Lead CompensatorJaveria ShaikhNo ratings yet
- Abaqus For Engineer SampleDocument63 pagesAbaqus For Engineer Sample17pgme001No ratings yet
- Curriculum BrochureDocument9 pagesCurriculum BrochureLead Trainer, CMO, BLETINo ratings yet
- DAY Content Present Notes Means TypeDocument3 pagesDAY Content Present Notes Means TypealexforconiNo ratings yet
- Structured ProgrammingDocument36 pagesStructured ProgrammingWaleFagbodunNo ratings yet
- Learning ScratchDocument22 pagesLearning Scratchdecoleman100% (1)
- CRT Part 2 Workshop 2023 Training Notes v1 (11aug23) - EditedDocument65 pagesCRT Part 2 Workshop 2023 Training Notes v1 (11aug23) - EditedJohnson OshodiNo ratings yet
- Unit 1Document61 pagesUnit 1Anil PenumachaNo ratings yet
- Lecture 5 PDFDocument10 pagesLecture 5 PDFfb6pnfdky9No ratings yet
- Instructional Module: Republic of The Philippines Nueva Vizcaya State University Bambang, Nueva VizcayaDocument16 pagesInstructional Module: Republic of The Philippines Nueva Vizcaya State University Bambang, Nueva VizcayaAnaliza Kitongan LantayanNo ratings yet
- Ch07 Learning CurvesDocument24 pagesCh07 Learning Curvessubash1111@gmail.com100% (1)
- Identify Different Kinds of Technical DrawingDocument27 pagesIdentify Different Kinds of Technical DrawingCanduman NhsNo ratings yet
- Ap Week of 5Document7 pagesAp Week of 5api-367154830No ratings yet
- 821 Animator XIIDocument186 pages821 Animator XIIanshikasig30No ratings yet
- Solution Manual For Programming With Microsoft Visual Basic 2015 7th EditionDocument15 pagesSolution Manual For Programming With Microsoft Visual Basic 2015 7th EditionGregorySmithxocj100% (37)
- Lectronic Resentation OOL: ObjectivesDocument19 pagesLectronic Resentation OOL: ObjectivesLathapandi LathaNo ratings yet
- Electronic Presentation ToolDocument19 pagesElectronic Presentation ToolMansi ChauhanNo ratings yet
- Y.P.Sreedevi: Software Development Life CycleDocument23 pagesY.P.Sreedevi: Software Development Life Cyclevictorj63No ratings yet
- Coursework Guide: Version HistoryDocument6 pagesCoursework Guide: Version HistoryBilly GeneNo ratings yet
- Assignment #5: Describe Objectives and Subobjectives and Content For This PeriodDocument20 pagesAssignment #5: Describe Objectives and Subobjectives and Content For This Periodapi-540238585No ratings yet
- Part1TrimmingTwoEditPointsx PDFDocument9 pagesPart1TrimmingTwoEditPointsx PDFdieg0uNo ratings yet
- 1.1.1.a History of Civil Engineering and ArchitectureDocument26 pages1.1.1.a History of Civil Engineering and ArchitectureManny Anthony TagubaNo ratings yet
- Biba Poster TarpaulinDocument1 pageBiba Poster TarpaulinManny Anthony TagubaNo ratings yet
- MHD HandbookDocument136 pagesMHD HandbookManny Anthony TagubaNo ratings yet
- Office ClosedDocument1 pageOffice ClosedManny Anthony TagubaNo ratings yet
- History of Sewage DisposalDocument45 pagesHistory of Sewage DisposalManny Anthony TagubaNo ratings yet
- ClassificationDocument48 pagesClassificationManny Anthony TagubaNo ratings yet
- CH 27 BacteriaDocument49 pagesCH 27 BacteriaManny Anthony TagubaNo ratings yet
- Applied Areas of MicrobiologyDocument59 pagesApplied Areas of MicrobiologyNigusuNo ratings yet
- Sedron Services Sumner Washington - ST 6267 - Draft O&M Manual - Emailed 1-26-21Document31 pagesSedron Services Sumner Washington - ST 6267 - Draft O&M Manual - Emailed 1-26-21Vishal shuklaNo ratings yet
- Bioworks 04 PDFDocument2 pagesBioworks 04 PDFMeMySelf&MyMusicNo ratings yet
- Oxy Bee Solutions Fire Fighting STP, WTPDocument16 pagesOxy Bee Solutions Fire Fighting STP, WTPSaurabh ChaudhariNo ratings yet
- 9 7 2015 1 20 25 03 Operation Maintenance of Sewage Treatment Plants and Pumping Stations (20150731PM)Document55 pages9 7 2015 1 20 25 03 Operation Maintenance of Sewage Treatment Plants and Pumping Stations (20150731PM)Elias RizkNo ratings yet
- General Brochure 2018 PDFDocument20 pagesGeneral Brochure 2018 PDFDio MiNo ratings yet
- The Design For Wastewater Treatment Plant WWTP With GPS X Modelling PDFDocument34 pagesThe Design For Wastewater Treatment Plant WWTP With GPS X Modelling PDFTariq Al DheiratNo ratings yet
- Ostara NRS Process-Flow-DiagramDocument2 pagesOstara NRS Process-Flow-Diagrampanoram bou20No ratings yet
- Bio-Activator - As A Solution of Biological Treatment Problems in Dairy IndustriesDocument3 pagesBio-Activator - As A Solution of Biological Treatment Problems in Dairy IndustriesGRD JournalsNo ratings yet
- Ott752 Textile Effluent TreatmentsDocument2 pagesOtt752 Textile Effluent TreatmentsVijay M50% (2)
- B e 2013 PDFDocument564 pagesB e 2013 PDFshreemantiNo ratings yet
- Biofilms Presentation Handouts 3-16-15Document62 pagesBiofilms Presentation Handouts 3-16-15Afan MirajNo ratings yet
- Fermentation 20190426132559Document22 pagesFermentation 20190426132559JivashiniBalasupurManiamNo ratings yet
- Biodegradable GreaseDocument9 pagesBiodegradable Greaseswoessner1No ratings yet
- Sewerage Planning and Wastewater Treatment For Sabang, Puerto GaleraDocument55 pagesSewerage Planning and Wastewater Treatment For Sabang, Puerto GaleraPEMSEA (Partnerships in Environmental Management for the Seas of East Asia)No ratings yet
- Activated Sludge Wastewater Treatment Processes and Control of Foam FormationDocument10 pagesActivated Sludge Wastewater Treatment Processes and Control of Foam FormationGeorge MarkasNo ratings yet
- Wang Et Al 2009 - Chlorella Cultivation in Different WastewatersDocument13 pagesWang Et Al 2009 - Chlorella Cultivation in Different WastewatersNixon AlfonsoNo ratings yet
- Ce 1304 Environmental EngineeringDocument44 pagesCe 1304 Environmental EngineeringprashmceNo ratings yet
- Service Standard For Water SupplyDocument129 pagesService Standard For Water SupplyMisama Nedian100% (1)
- STP 2X1000m3 MBBRDocument23 pagesSTP 2X1000m3 MBBRAlhussain KamelNo ratings yet
- Wastewater Treatment Plant Operator Certification TrainingDocument69 pagesWastewater Treatment Plant Operator Certification Trainingkokushkin02No ratings yet
- BNP Volume 2 - Employers RequirementDocument340 pagesBNP Volume 2 - Employers Requirementnaba1577No ratings yet
- In This Project We Will Design A Treatment Station, So We: - Pond ClassificationDocument16 pagesIn This Project We Will Design A Treatment Station, So We: - Pond ClassificationSayed Abo ElkhairNo ratings yet
- CE 428 - DesignActivated Sludge SystemDocument3 pagesCE 428 - DesignActivated Sludge System8925138229100% (1)
- UG 3-2 Mechanical Engineering R16-SyllabusDocument27 pagesUG 3-2 Mechanical Engineering R16-SyllabusĹova RajuNo ratings yet
- Ethyl Di ChlorideDocument98 pagesEthyl Di ChlorideEslam RezkNo ratings yet