
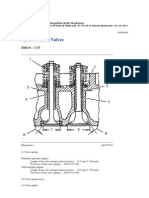
Altura Da Camisa (D342)
Altura Da Camisa (D342)
You might also like
- Especificaciones 226-B CAT Engine 3024CDocument9 pagesEspecificaciones 226-B CAT Engine 3024CRASMAJON91% (11)
- C12Document98 pagesC12Marcos Astete EgoavilNo ratings yet
- Catalogo FW - 1075b-TigercatDocument544 pagesCatalogo FW - 1075b-TigercatEstarlem Muniz100% (1)
- smhs 7727 Special Instruction-проверка установки гильз 3400Document5 pagessmhs 7727 Special Instruction-проверка установки гильз 3400AminadavNo ratings yet
- Subaru OUTBACK PDFDocument11 pagesSubaru OUTBACK PDFCutiiVitezaNo ratings yet
- Caterpillar c6.6Document23 pagesCaterpillar c6.6Marcos Astete Egoavil75% (4)
- Cylinder Head Valves: EspecificacionesDocument9 pagesCylinder Head Valves: Especificacionesgalvis1020No ratings yet
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos Quiros100% (1)
- Proyeccion de Las Camisas de CilindrosDocument5 pagesProyeccion de Las Camisas de CilindrosAlejandro ValenzuelaNo ratings yet
- Fuel Injection Equipment: EspecificacionesDocument29 pagesFuel Injection Equipment: EspecificacionesSergio Ricardo Ibañez100% (1)
- Motor 60Z02152 - 08 (1) CAT 3306 Liner ProjectionDocument2 pagesMotor 60Z02152 - 08 (1) CAT 3306 Liner ProjectionIsmael De Jesus Andrade0% (1)
- Cylinder Line Projection - SMCS - 1216 - 040Document5 pagesCylinder Line Projection - SMCS - 1216 - 040ToispuoliNo ratings yet
- Liner ProtrusionDocument8 pagesLiner Protrusionsidhu100% (1)
- Montagem e Desmontagem Da Camisa 3306Document3 pagesMontagem e Desmontagem Da Camisa 3306Lucas ApostoloNo ratings yet
- smhs 7727 Special Instruction-проверка установки гильз 3400Document5 pagessmhs 7727 Special Instruction-проверка установки гильз 3400Евгений АбрамовNo ratings yet
- Cylinder Block: SpecificationsDocument4 pagesCylinder Block: SpecificationsBeniamin Kowoll100% (1)
- Datos de Reparacion de Motor Caterpillar c6.6Document21 pagesDatos de Reparacion de Motor Caterpillar c6.6Marcos Astete EgoavilNo ratings yet
- Folga de VálvulasDocument3 pagesFolga de VálvulasTatiano BrolloNo ratings yet
- Reglaje de ValvulasDocument15 pagesReglaje de ValvulasJuan Antonio Ochoa PadronNo ratings yet
- Cylinder Block: Cerrar SIS Pantalla AnteriorDocument6 pagesCylinder Block: Cerrar SIS Pantalla AnteriorJefferson HuamanNo ratings yet
- d348 - M.serviceDocument1,704 pagesd348 - M.serviceMarcos Vinicius BinottoNo ratings yet
- 003 - Engine BlockDocument29 pages003 - Engine Blockmax_simonsNo ratings yet
- 3176 Turbo Juego PDFDocument2 pages3176 Turbo Juego PDFErick AlarconNo ratings yet
- Clutch Echo 2002Document17 pagesClutch Echo 2002Tomas DominguezNo ratings yet
- Guia Overhaul 212Document13 pagesGuia Overhaul 212Eirick Wayne Zuñigga De-ItzelNo ratings yet
- Pont DifferentielDocument8 pagesPont DifferentielOthmanNo ratings yet
- Valvulas 3406E PDFDocument3 pagesValvulas 3406E PDFaxelfredyNo ratings yet
- Attelage Articulé: Spécifications DesDocument3 pagesAttelage Articulé: Spécifications DesParc ElyesNo ratings yet
- 016-006 Flywheel HousingDocument11 pages016-006 Flywheel HousingYè WințNo ratings yet
- Telma F7 Installation On Meritor RS160-180-185 Axle TL103014Document6 pagesTelma F7 Installation On Meritor RS160-180-185 Axle TL103014Odim41No ratings yet
- Especificacoes Bloco 3114 - 3116 - 3126Document3 pagesEspecificacoes Bloco 3114 - 3116 - 3126Rogério Reale100% (1)
- Cylinder Head Valves: SMCS - 1105Document3 pagesCylinder Head Valves: SMCS - 1105Anderson FreitasNo ratings yet
- 2.3 Engine Mechanical System - Cylinder Head Assembly PDFDocument21 pages2.3 Engine Mechanical System - Cylinder Head Assembly PDFCristian.E.B100% (1)
- Accent Cylinder Head AssemblyDocument30 pagesAccent Cylinder Head Assemblyflash_24014910No ratings yet
- sebf8734 гильза с-9Document13 pagessebf8734 гильза с-9Евгений АбрамовNo ratings yet
- Warning: Mudguards (Kit P/N 715 001 208)Document5 pagesWarning: Mudguards (Kit P/N 715 001 208)bapal1986No ratings yet
- SOW Annual Maintenance of Howden CompressorsDocument13 pagesSOW Annual Maintenance of Howden CompressorsMasroor RasoolNo ratings yet
- Cylinder Head: SpecificationsDocument6 pagesCylinder Head: Specificationsjhonny solano galvisNo ratings yet
- Cylinder Head: SpecificationsDocument6 pagesCylinder Head: SpecificationsJayrold O'ConnellNo ratings yet
- Especificação Da BielaDocument5 pagesEspecificação Da BielasuportethermoNo ratings yet
- Articulated Hitch GroupDocument4 pagesArticulated Hitch Groupcristian chuquicondor torresNo ratings yet
- Use of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)Document4 pagesUse of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)IgorNo ratings yet
- Valves 3408EDocument3 pagesValves 3408EgluykNo ratings yet
- Especificaciones 3304Document196 pagesEspecificaciones 3304insano008No ratings yet
- Cylinder LinersDocument4 pagesCylinder Linersma.powersourceNo ratings yet
- Specifications and Repair Procedures For C4.4 Cylinder BlocksDocument8 pagesSpecifications and Repair Procedures For C4.4 Cylinder BlocksMarielis ContrerasNo ratings yet
- Remover e Instalar Camisas de CilindrosDocument4 pagesRemover e Instalar Camisas de CilindrosAlejandro ValenzuelaNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- Dimenciones de Valvulas CaterpillarDocument4 pagesDimenciones de Valvulas CaterpillarYubiangel Celeste Perugini ParababithNo ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Use of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)Document4 pagesUse of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)Victor NoschangNo ratings yet
- Camara 3126B EspecificacionDocument5 pagesCamara 3126B EspecificacionGerardo VelazquezNo ratings yet
- Medidas e Torques (C15 C18)Document50 pagesMedidas e Torques (C15 C18)caiocunhaconquista100% (2)
- 3406B TruckDocument4 pages3406B Truckvictor franco gallegosNo ratings yet
- 3500 ENGINE SpecificationsDocument5 pages3500 ENGINE SpecificationsVan Phuc ThaiNo ratings yet
- Valves d342Document4 pagesValves d342joaoNo ratings yet
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Exm 2014Document8 pagesExm 2014Kiriana Welsh PhillipsNo ratings yet
- Comfort Control TAC Installation InstructionsDocument28 pagesComfort Control TAC Installation InstructionsANo ratings yet
- 3516B Generator Set Engine Fuel Injector Adjustment SIS CATERPILLAR PDFDocument5 pages3516B Generator Set Engine Fuel Injector Adjustment SIS CATERPILLAR PDFayman akrabNo ratings yet
- Chapter 5 - Field-Effect Transistors (Fets)Document129 pagesChapter 5 - Field-Effect Transistors (Fets)Srie WidodoNo ratings yet
- Bobcat s160 SpecsDocument2 pagesBobcat s160 SpecsAlfonso CervantesNo ratings yet
- Power Focus 4000 UKDocument8 pagesPower Focus 4000 UKjvettonNo ratings yet
- 2014-Nissan-Pathfinder POWER WINDOW CONTROL SYSTEMDocument139 pages2014-Nissan-Pathfinder POWER WINDOW CONTROL SYSTEMgerardogmoralesNo ratings yet
- Hbka 02Document20 pagesHbka 02Adil AssefNo ratings yet
- Availink AVL6211Document35 pagesAvailink AVL6211ady_gligor7987No ratings yet
- Ch-2.1 DBAC254180 - DBAC254180Document90 pagesCh-2.1 DBAC254180 - DBAC254180Parisien DavidNo ratings yet
- Micom P126 and P127 Directional/Non Directional Overcurrent RelaysDocument2 pagesMicom P126 and P127 Directional/Non Directional Overcurrent RelaysAONLANo ratings yet
- PCNC Maintenance Manual 6-15Document301 pagesPCNC Maintenance Manual 6-15Claiton Costa NunesNo ratings yet
- Final Report Safety Guard BlindDocument32 pagesFinal Report Safety Guard BlindAshutosh Dabas100% (3)
- Ecommerce Compatibility MatrixDocument1 pageEcommerce Compatibility MatrixIlham PerdanaNo ratings yet
- PAI Industries, Inc. - Catalog Faja BL25HDocument3 pagesPAI Industries, Inc. - Catalog Faja BL25HAlexis ValleNo ratings yet
- 40 1s4 PDFDocument5 pages40 1s4 PDFShahzad AliNo ratings yet
- Fitting Instructions: Unloading and AssemblyDocument34 pagesFitting Instructions: Unloading and Assemblyvut73 aNo ratings yet
- Generation of ComputerDocument17 pagesGeneration of ComputerNishant JainNo ratings yet
- Repuestos Rexroth-AA4VG90DA2D2-32L PDFDocument36 pagesRepuestos Rexroth-AA4VG90DA2D2-32L PDFRafael RodriguezNo ratings yet
- HV GT Series Pneumatic Turbine Vibrator BrochureDocument2 pagesHV GT Series Pneumatic Turbine Vibrator BrochureFaridNo ratings yet
- Iot Based Home Automation Using Fpga1Document22 pagesIot Based Home Automation Using Fpga1Aswand BaskarNo ratings yet
- SCOTCH YOKE - Imperial - Feb2017 - LowDocument20 pagesSCOTCH YOKE - Imperial - Feb2017 - LowCesar Carlos MarquezNo ratings yet
- 3.1.2. Controls and Indicators: Overall ViewDocument10 pages3.1.2. Controls and Indicators: Overall ViewAdicandra46No ratings yet
- 1LE1573-2CB66-4AC4 - Datasheet MOTOR SIEMENS 100 HPDocument1 page1LE1573-2CB66-4AC4 - Datasheet MOTOR SIEMENS 100 HPADOLFO TOLOZANo ratings yet
- CA 250 Manual de EletricaDocument25 pagesCA 250 Manual de EletricaAdeildo dos santos sales deildo100% (1)
- Plano Hidraulico HEX CAT 336Document2 pagesPlano Hidraulico HEX CAT 336Anonymous I3rbKZrx7G100% (1)
- DS LEADER-Volt Catalog USAR ZCL08.264.US .4Document2 pagesDS LEADER-Volt Catalog USAR ZCL08.264.US .4Zouhir kéniNo ratings yet
- Manual Oper y Mant 966H PDFDocument61 pagesManual Oper y Mant 966H PDFYonny ColqueNo ratings yet
- M Di 0145 PDFDocument4 pagesM Di 0145 PDFJuanCarlosCastilloNo ratings yet























































































Download as pdf or txt
You might also like
- Especificaciones 226-B CAT Engine 3024CDocument9 pagesEspecificaciones 226-B CAT Engine 3024CRASMAJON91% (11)
- C12Document98 pagesC12Marcos Astete EgoavilNo ratings yet
- Catalogo FW - 1075b-TigercatDocument544 pagesCatalogo FW - 1075b-TigercatEstarlem Muniz100% (1)
- smhs 7727 Special Instruction-проверка установки гильз 3400Document5 pagessmhs 7727 Special Instruction-проверка установки гильз 3400AminadavNo ratings yet
- Subaru OUTBACK PDFDocument11 pagesSubaru OUTBACK PDFCutiiVitezaNo ratings yet
- Caterpillar c6.6Document23 pagesCaterpillar c6.6Marcos Astete Egoavil75% (4)
- Cylinder Head Valves: EspecificacionesDocument9 pagesCylinder Head Valves: Especificacionesgalvis1020No ratings yet
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos Quiros100% (1)
- Proyeccion de Las Camisas de CilindrosDocument5 pagesProyeccion de Las Camisas de CilindrosAlejandro ValenzuelaNo ratings yet
- Fuel Injection Equipment: EspecificacionesDocument29 pagesFuel Injection Equipment: EspecificacionesSergio Ricardo Ibañez100% (1)
- Motor 60Z02152 - 08 (1) CAT 3306 Liner ProjectionDocument2 pagesMotor 60Z02152 - 08 (1) CAT 3306 Liner ProjectionIsmael De Jesus Andrade0% (1)
- Cylinder Line Projection - SMCS - 1216 - 040Document5 pagesCylinder Line Projection - SMCS - 1216 - 040ToispuoliNo ratings yet
- Liner ProtrusionDocument8 pagesLiner Protrusionsidhu100% (1)
- Montagem e Desmontagem Da Camisa 3306Document3 pagesMontagem e Desmontagem Da Camisa 3306Lucas ApostoloNo ratings yet
- smhs 7727 Special Instruction-проверка установки гильз 3400Document5 pagessmhs 7727 Special Instruction-проверка установки гильз 3400Евгений АбрамовNo ratings yet
- Cylinder Block: SpecificationsDocument4 pagesCylinder Block: SpecificationsBeniamin Kowoll100% (1)
- Datos de Reparacion de Motor Caterpillar c6.6Document21 pagesDatos de Reparacion de Motor Caterpillar c6.6Marcos Astete EgoavilNo ratings yet
- Folga de VálvulasDocument3 pagesFolga de VálvulasTatiano BrolloNo ratings yet
- Reglaje de ValvulasDocument15 pagesReglaje de ValvulasJuan Antonio Ochoa PadronNo ratings yet
- Cylinder Block: Cerrar SIS Pantalla AnteriorDocument6 pagesCylinder Block: Cerrar SIS Pantalla AnteriorJefferson HuamanNo ratings yet
- d348 - M.serviceDocument1,704 pagesd348 - M.serviceMarcos Vinicius BinottoNo ratings yet
- 003 - Engine BlockDocument29 pages003 - Engine Blockmax_simonsNo ratings yet
- 3176 Turbo Juego PDFDocument2 pages3176 Turbo Juego PDFErick AlarconNo ratings yet
- Clutch Echo 2002Document17 pagesClutch Echo 2002Tomas DominguezNo ratings yet
- Guia Overhaul 212Document13 pagesGuia Overhaul 212Eirick Wayne Zuñigga De-ItzelNo ratings yet
- Pont DifferentielDocument8 pagesPont DifferentielOthmanNo ratings yet
- Valvulas 3406E PDFDocument3 pagesValvulas 3406E PDFaxelfredyNo ratings yet
- Attelage Articulé: Spécifications DesDocument3 pagesAttelage Articulé: Spécifications DesParc ElyesNo ratings yet
- 016-006 Flywheel HousingDocument11 pages016-006 Flywheel HousingYè WințNo ratings yet
- Telma F7 Installation On Meritor RS160-180-185 Axle TL103014Document6 pagesTelma F7 Installation On Meritor RS160-180-185 Axle TL103014Odim41No ratings yet
- Especificacoes Bloco 3114 - 3116 - 3126Document3 pagesEspecificacoes Bloco 3114 - 3116 - 3126Rogério Reale100% (1)
- Cylinder Head Valves: SMCS - 1105Document3 pagesCylinder Head Valves: SMCS - 1105Anderson FreitasNo ratings yet
- 2.3 Engine Mechanical System - Cylinder Head Assembly PDFDocument21 pages2.3 Engine Mechanical System - Cylinder Head Assembly PDFCristian.E.B100% (1)
- Accent Cylinder Head AssemblyDocument30 pagesAccent Cylinder Head Assemblyflash_24014910No ratings yet
- sebf8734 гильза с-9Document13 pagessebf8734 гильза с-9Евгений АбрамовNo ratings yet
- Warning: Mudguards (Kit P/N 715 001 208)Document5 pagesWarning: Mudguards (Kit P/N 715 001 208)bapal1986No ratings yet
- SOW Annual Maintenance of Howden CompressorsDocument13 pagesSOW Annual Maintenance of Howden CompressorsMasroor RasoolNo ratings yet
- Cylinder Head: SpecificationsDocument6 pagesCylinder Head: Specificationsjhonny solano galvisNo ratings yet
- Cylinder Head: SpecificationsDocument6 pagesCylinder Head: SpecificationsJayrold O'ConnellNo ratings yet
- Especificação Da BielaDocument5 pagesEspecificação Da BielasuportethermoNo ratings yet
- Articulated Hitch GroupDocument4 pagesArticulated Hitch Groupcristian chuquicondor torresNo ratings yet
- Use of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)Document4 pagesUse of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)IgorNo ratings yet
- Valves 3408EDocument3 pagesValves 3408EgluykNo ratings yet
- Especificaciones 3304Document196 pagesEspecificaciones 3304insano008No ratings yet
- Cylinder LinersDocument4 pagesCylinder Linersma.powersourceNo ratings yet
- Specifications and Repair Procedures For C4.4 Cylinder BlocksDocument8 pagesSpecifications and Repair Procedures For C4.4 Cylinder BlocksMarielis ContrerasNo ratings yet
- Remover e Instalar Camisas de CilindrosDocument4 pagesRemover e Instalar Camisas de CilindrosAlejandro ValenzuelaNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- Dimenciones de Valvulas CaterpillarDocument4 pagesDimenciones de Valvulas CaterpillarYubiangel Celeste Perugini ParababithNo ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Use of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)Document4 pagesUse of 8T0455 Cylinder Liner Projection Indicator Group (0760, 1216)Victor NoschangNo ratings yet
- Camara 3126B EspecificacionDocument5 pagesCamara 3126B EspecificacionGerardo VelazquezNo ratings yet
- Medidas e Torques (C15 C18)Document50 pagesMedidas e Torques (C15 C18)caiocunhaconquista100% (2)
- 3406B TruckDocument4 pages3406B Truckvictor franco gallegosNo ratings yet
- 3500 ENGINE SpecificationsDocument5 pages3500 ENGINE SpecificationsVan Phuc ThaiNo ratings yet
- Valves d342Document4 pagesValves d342joaoNo ratings yet
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Exm 2014Document8 pagesExm 2014Kiriana Welsh PhillipsNo ratings yet
- Comfort Control TAC Installation InstructionsDocument28 pagesComfort Control TAC Installation InstructionsANo ratings yet
- 3516B Generator Set Engine Fuel Injector Adjustment SIS CATERPILLAR PDFDocument5 pages3516B Generator Set Engine Fuel Injector Adjustment SIS CATERPILLAR PDFayman akrabNo ratings yet
- Chapter 5 - Field-Effect Transistors (Fets)Document129 pagesChapter 5 - Field-Effect Transistors (Fets)Srie WidodoNo ratings yet
- Bobcat s160 SpecsDocument2 pagesBobcat s160 SpecsAlfonso CervantesNo ratings yet
- Power Focus 4000 UKDocument8 pagesPower Focus 4000 UKjvettonNo ratings yet
- 2014-Nissan-Pathfinder POWER WINDOW CONTROL SYSTEMDocument139 pages2014-Nissan-Pathfinder POWER WINDOW CONTROL SYSTEMgerardogmoralesNo ratings yet
- Hbka 02Document20 pagesHbka 02Adil AssefNo ratings yet
- Availink AVL6211Document35 pagesAvailink AVL6211ady_gligor7987No ratings yet
- Ch-2.1 DBAC254180 - DBAC254180Document90 pagesCh-2.1 DBAC254180 - DBAC254180Parisien DavidNo ratings yet
- Micom P126 and P127 Directional/Non Directional Overcurrent RelaysDocument2 pagesMicom P126 and P127 Directional/Non Directional Overcurrent RelaysAONLANo ratings yet
- PCNC Maintenance Manual 6-15Document301 pagesPCNC Maintenance Manual 6-15Claiton Costa NunesNo ratings yet
- Final Report Safety Guard BlindDocument32 pagesFinal Report Safety Guard BlindAshutosh Dabas100% (3)
- Ecommerce Compatibility MatrixDocument1 pageEcommerce Compatibility MatrixIlham PerdanaNo ratings yet
- PAI Industries, Inc. - Catalog Faja BL25HDocument3 pagesPAI Industries, Inc. - Catalog Faja BL25HAlexis ValleNo ratings yet
- 40 1s4 PDFDocument5 pages40 1s4 PDFShahzad AliNo ratings yet
- Fitting Instructions: Unloading and AssemblyDocument34 pagesFitting Instructions: Unloading and Assemblyvut73 aNo ratings yet
- Generation of ComputerDocument17 pagesGeneration of ComputerNishant JainNo ratings yet
- Repuestos Rexroth-AA4VG90DA2D2-32L PDFDocument36 pagesRepuestos Rexroth-AA4VG90DA2D2-32L PDFRafael RodriguezNo ratings yet
- HV GT Series Pneumatic Turbine Vibrator BrochureDocument2 pagesHV GT Series Pneumatic Turbine Vibrator BrochureFaridNo ratings yet
- Iot Based Home Automation Using Fpga1Document22 pagesIot Based Home Automation Using Fpga1Aswand BaskarNo ratings yet
- SCOTCH YOKE - Imperial - Feb2017 - LowDocument20 pagesSCOTCH YOKE - Imperial - Feb2017 - LowCesar Carlos MarquezNo ratings yet
- 3.1.2. Controls and Indicators: Overall ViewDocument10 pages3.1.2. Controls and Indicators: Overall ViewAdicandra46No ratings yet
- 1LE1573-2CB66-4AC4 - Datasheet MOTOR SIEMENS 100 HPDocument1 page1LE1573-2CB66-4AC4 - Datasheet MOTOR SIEMENS 100 HPADOLFO TOLOZANo ratings yet
- CA 250 Manual de EletricaDocument25 pagesCA 250 Manual de EletricaAdeildo dos santos sales deildo100% (1)
- Plano Hidraulico HEX CAT 336Document2 pagesPlano Hidraulico HEX CAT 336Anonymous I3rbKZrx7G100% (1)
- DS LEADER-Volt Catalog USAR ZCL08.264.US .4Document2 pagesDS LEADER-Volt Catalog USAR ZCL08.264.US .4Zouhir kéniNo ratings yet
- Manual Oper y Mant 966H PDFDocument61 pagesManual Oper y Mant 966H PDFYonny ColqueNo ratings yet
- M Di 0145 PDFDocument4 pagesM Di 0145 PDFJuanCarlosCastilloNo ratings yet