Download as pdf or txt
You might also like
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingFrom EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingRating: 4 out of 5 stars4/5 (1)
- B.6.23 - STD SPECS - For Plum Concrete & Plum MasonaryDocument3 pagesB.6.23 - STD SPECS - For Plum Concrete & Plum MasonaryBijay Krishna Das100% (3)
- Unit 21799p P.L.C. IIDocument18 pagesUnit 21799p P.L.C. IIcataiceNo ratings yet
- PLC Ladder Logic: Nano PLC Micro PLC Mini PLC Compact PLC Small PLC Brick PLC Medium PLC Large PLC Modular PLCDocument12 pagesPLC Ladder Logic: Nano PLC Micro PLC Mini PLC Compact PLC Small PLC Brick PLC Medium PLC Large PLC Modular PLCmanisha daundNo ratings yet
- PLC Hardware ComponentsDocument30 pagesPLC Hardware ComponentsJosephNo ratings yet
- Lab 01 - Introduction To PLC Hardware and SoftwareDocument18 pagesLab 01 - Introduction To PLC Hardware and SoftwareSyed Abdullah Hasan Chishti100% (1)
- Architecture of Specific PLC ControllerDocument11 pagesArchitecture of Specific PLC ControllerDazuky UkyNo ratings yet
- Programmable Logic ControllerDocument28 pagesProgrammable Logic ControllerMOHAMMED RAHEELNo ratings yet
- Programmable Logic Controller (PLC) : The Need For PlcsDocument6 pagesProgrammable Logic Controller (PLC) : The Need For Plcsaditya bhandakkarNo ratings yet
- MPMC SougataDocument5 pagesMPMC SougataSherlok HolmesNo ratings yet
- PLC Orientation 2.0Document27 pagesPLC Orientation 2.0HarisumiranNo ratings yet
- Plcman - Co.uk PLC GuideDocument27 pagesPlcman - Co.uk PLC GuideBharat SharmaNo ratings yet
- Lab 02 - Getting Familier To Ladder Logic ProgrammingDocument12 pagesLab 02 - Getting Familier To Ladder Logic ProgrammingSyed Abdullah Hasan ChishtiNo ratings yet
- Unit 4 16marksDocument12 pagesUnit 4 16markssramalingam288953No ratings yet
- Automatas Curso PLC Basico Siemens PDFDocument27 pagesAutomatas Curso PLC Basico Siemens PDFClaudio PerezNo ratings yet
- PLC LabDocument11 pagesPLC LabromeshNo ratings yet
- 4 PLC ProgrammingDocument49 pages4 PLC ProgrammingAamir Ahmed Ali SalihNo ratings yet
- PLC ScriptDocument3 pagesPLC Scriptsreekanthtg007No ratings yet
- Mitsubishi Melsec PLC Ladder Logic ApplicationDocument215 pagesMitsubishi Melsec PLC Ladder Logic ApplicationAmon Amarth100% (1)
- PLC Sample Assignment Structure FOR REFERENCE ONLYDocument29 pagesPLC Sample Assignment Structure FOR REFERENCE ONLYkier90No ratings yet
- WWW Plctutorialpoi...Document18 pagesWWW Plctutorialpoi...baapmatsikha5No ratings yet
- PLC 2Document31 pagesPLC 2Biniam HaddisNo ratings yet
- PLC QuestionsDocument17 pagesPLC QuestionsbahyNo ratings yet
- Tutorial On Simatic s5 Control System :practical Programming and Fault FindingDocument22 pagesTutorial On Simatic s5 Control System :practical Programming and Fault Findingak4dili80% (5)
- PLCDocument87 pagesPLCAnoop Ravi100% (1)
- Sns College of Engineering: Kurumbapalayam (Po), Coimbatore - 641 107Document19 pagesSns College of Engineering: Kurumbapalayam (Po), Coimbatore - 641 107Afkir Al-HusaineNo ratings yet
- Ladder DiagramDocument45 pagesLadder DiagramAnastasia PestereanNo ratings yet
- Interfacing The Keyboard To 8051 Micro Controller 11Document10 pagesInterfacing The Keyboard To 8051 Micro Controller 11rajinikanth100% (1)
- PLC SeminarDocument6 pagesPLC SeminarRavi Kant GuptaNo ratings yet
- Cacho, KathleenJoyC. (ESD FE)Document5 pagesCacho, KathleenJoyC. (ESD FE)KATHLEEN JOY CACHONo ratings yet
- Training ReportDocument18 pagesTraining Reportpiyushji125No ratings yet
- 15EE305J Microcontroller LabDocument82 pages15EE305J Microcontroller LabEngr. Muhammad Shahid Laiq Research Associate NCAINo ratings yet
- Eec Practical 8085 MicroprocessorDocument8 pagesEec Practical 8085 MicroprocessorinxludezNo ratings yet
- Standard PLC Programming ManualDocument34 pagesStandard PLC Programming ManualsuperalitosNo ratings yet
- IADocument9 pagesIAVipul SharmaNo ratings yet
- PLC Solution BookDocument49 pagesPLC Solution BookJagadeesh Rajamanickam71% (14)
- PLC and SCADADocument77 pagesPLC and SCADAIshwari GhuleNo ratings yet
- Question Bank For MPDocument38 pagesQuestion Bank For MPmekalajesiNo ratings yet
- Supplementary Technical Material Programmable Logic Controllers (PLC'S)Document13 pagesSupplementary Technical Material Programmable Logic Controllers (PLC'S)amit_mohanty_2No ratings yet
- LGLite ATE HC125 TristateDocument8 pagesLGLite ATE HC125 TristateVijayakumar SNo ratings yet
- Programmable Logic Control: Department of Electrical and ElectronicsDocument35 pagesProgrammable Logic Control: Department of Electrical and ElectronicsApurva BangaleNo ratings yet
- Lab 5Document8 pagesLab 5maheshasicNo ratings yet
- Process Control Instrumentation Technology (PDFDrive) - 1 - Removed - Removed - RemovedDocument15 pagesProcess Control Instrumentation Technology (PDFDrive) - 1 - Removed - Removed - RemovedNandi Muhamad LutfiNo ratings yet
- Answers For QuestionnsDocument101 pagesAnswers For QuestionnsfitzgeraldNo ratings yet
- CHAPTER 2 Programmable Logic Controller (PLC) and Relay Ladder Logic (RLL)Document15 pagesCHAPTER 2 Programmable Logic Controller (PLC) and Relay Ladder Logic (RLL)joseblancorojasNo ratings yet
- Zelio Logic RelaysDocument16 pagesZelio Logic Relayswww.otomasyonegitimi.comNo ratings yet
- PLC Quick Working ExplainDocument8 pagesPLC Quick Working ExplainMalik SameeullahNo ratings yet
- PLC BasicsDocument20 pagesPLC BasicsTalha_Gujjar_4662No ratings yet
- PLC Interview Questions and AnswersDocument6 pagesPLC Interview Questions and AnswersJêmš NavikNo ratings yet
- Journey To The Center of The Plant and Back Again - SCADA 1Document10 pagesJourney To The Center of The Plant and Back Again - SCADA 1Anonymous zdCUbW8HfNo ratings yet
- Lectures Section 3 ModifiedDocument73 pagesLectures Section 3 ModifiedcoventryUkNo ratings yet
- Introduction To Programmable Logic Controllers: What Is PLC?Document16 pagesIntroduction To Programmable Logic Controllers: What Is PLC?Ann RazonNo ratings yet
- Hacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesFrom EverandHacks To Crush Plc Program Fast & Efficiently Everytime... : Coding, Simulating & Testing Programmable Logic Controller With ExamplesRating: 5 out of 5 stars5/5 (1)
- Preliminary Specifications: Programmed Data Processor Model Three (PDP-3) October, 1960From EverandPreliminary Specifications: Programmed Data Processor Model Three (PDP-3) October, 1960No ratings yet
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Q2F1713522018Document8 pagesQ2F1713522018BILLYNo ratings yet
- Ladder Logic BasicsDocument13 pagesLadder Logic BasicsBILLYNo ratings yet
- Q1F1713522018Document4 pagesQ1F1713522018BILLYNo ratings yet
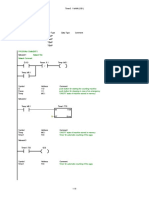
- Ladder Logic Diagram Examples - 3Document5 pagesLadder Logic Diagram Examples - 3BILLYNo ratings yet
- Industrial AutomationDocument18 pagesIndustrial AutomationBILLYNo ratings yet
- FEE 512 Exercise 1Document1 pageFEE 512 Exercise 1BILLYNo ratings yet
- Japanese Quality Tools and TechniquesDocument36 pagesJapanese Quality Tools and TechniquesNab JiNo ratings yet
- OceanofPDF - Com Strictly Research - Terry TowersDocument284 pagesOceanofPDF - Com Strictly Research - Terry TowersKenny SimNo ratings yet
- Ged Test Accom App AdhdDocument7 pagesGed Test Accom App AdhdJeannette DorfmanNo ratings yet
- Akira - GA - Intro-To-Coding-Html-CssDocument46 pagesAkira - GA - Intro-To-Coding-Html-CssVinoth JayaprakasamNo ratings yet
- 5054 s16 Ms 41 PDFDocument3 pages5054 s16 Ms 41 PDFKritish RamnauthNo ratings yet
- DeforestationDocument1 pageDeforestationzaineb chzkibNo ratings yet
- 84501-9200-9L-008 Rev-0 Technical Inspection Services Company Final Documentation RequirementsDocument7 pages84501-9200-9L-008 Rev-0 Technical Inspection Services Company Final Documentation RequirementsPeni M. SaptoargoNo ratings yet
- OpenFOAM编程指南Document100 pagesOpenFOAM编程指南Feishi XuNo ratings yet
- World's No.1 LCD/LED Solution Designer World's Leading Interactive & Collaboration Solution BrandDocument3 pagesWorld's No.1 LCD/LED Solution Designer World's Leading Interactive & Collaboration Solution BrandINTELL WAVESNo ratings yet
- 9A03501 Thermal Engineering IIDocument4 pages9A03501 Thermal Engineering IIsivabharathamurthyNo ratings yet
- Basic First Aid Handbook v2Document47 pagesBasic First Aid Handbook v2maeveley9dayne9chuaNo ratings yet
- Whittaker Dynamics 17Document442 pagesWhittaker Dynamics 17Mahmoud Ahmed 202201238No ratings yet
- (00 Cari) - Iso - 8466 1 1990Document5 pages(00 Cari) - Iso - 8466 1 1990faridsidikNo ratings yet
- UNHCR Hygiene Promotion GuidelinesDocument112 pagesUNHCR Hygiene Promotion GuidelinesBrandie ShackelfordNo ratings yet
- Ozone Therapy Is Safest Known TherapyDocument35 pagesOzone Therapy Is Safest Known Therapyherdin2008100% (1)
- Kalsi® Building Board Cladding: Kalsi® Clad Standard DimensionsDocument1 pageKalsi® Building Board Cladding: Kalsi® Clad Standard DimensionsDenis AkingbasoNo ratings yet
- Front Office Section-ReceptionDocument33 pagesFront Office Section-ReceptionRishina CabilloNo ratings yet
- Written RequestDocument2 pagesWritten Requestcarvazro100% (1)
- Vision PT 365 Culture 2021 (WWW - Upscpdf.com)Document51 pagesVision PT 365 Culture 2021 (WWW - Upscpdf.com)Swati YadavNo ratings yet
- PR m1Document15 pagesPR m1Jazmyn BulusanNo ratings yet
- Vol-37 Let's Eat! MagazineDocument80 pagesVol-37 Let's Eat! MagazineLetseatmagNo ratings yet
- Find Me Phoenix Book 6 Stacey Kennedy Full ChapterDocument67 pagesFind Me Phoenix Book 6 Stacey Kennedy Full Chaptercatherine.anderegg828100% (21)
- Science TE804Document15 pagesScience TE804carolynhart_415No ratings yet
- Arthur Wolk v. Olson, 10-3352, Opposition To Motion To CertifyDocument56 pagesArthur Wolk v. Olson, 10-3352, Opposition To Motion To CertifyTed FrankNo ratings yet
- Chapter 6: The Legal and Political Environment of Global BusinessDocument25 pagesChapter 6: The Legal and Political Environment of Global BusinessMaxineNo ratings yet
- J.the Reproduction and Husbandry of The Water Monitor Varanus Salvator at The Gladys Porter Zoo, BrownsvilleDocument7 pagesJ.the Reproduction and Husbandry of The Water Monitor Varanus Salvator at The Gladys Porter Zoo, BrownsvilleAhmad MigifatoniNo ratings yet
- MT2OL-Ia6 2 1Document136 pagesMT2OL-Ia6 2 1QUILIOPE, JUSTINE JAY S.No ratings yet
- 21CC 4 U6Document10 pages21CC 4 U6Adrian Spanu100% (1)
- A Movie Recommendation System (Amrs)Document27 pagesA Movie Recommendation System (Amrs)shanmukhaNo ratings yet