Download as pdf or txt
You might also like
- Solutions Manual Brief Course in Mathematical Statistics 1st Edition TanisDocument3 pagesSolutions Manual Brief Course in Mathematical Statistics 1st Edition Tanisstephensimon3297No ratings yet
- Total Productive Maintenance (TPM)Document14 pagesTotal Productive Maintenance (TPM)RAM KUMARNo ratings yet
- Effective Management of EquipmentDocument2 pagesEffective Management of EquipmentBrendan CrowleyNo ratings yet
- 4 - TPM Kaizen Training PackageDocument19 pages4 - TPM Kaizen Training Packagefilimendez64No ratings yet
- Total Productive Maintenance (TPM) ?Document6 pagesTotal Productive Maintenance (TPM) ?lee jong sukNo ratings yet
- TPM and Oee: Mauri e O'BrieDocument50 pagesTPM and Oee: Mauri e O'BrieAngelNo ratings yet
- Chapter 2 Maintenance and EngineeringDocument14 pagesChapter 2 Maintenance and EngineeringMuhammad Uzair KamaruddinNo ratings yet
- Total Productive Maintenance (T PM) : by Yigedeb Abay December 2015Document47 pagesTotal Productive Maintenance (T PM) : by Yigedeb Abay December 2015DerejeNo ratings yet
- CT II LEAN ANS KeyDocument12 pagesCT II LEAN ANS KeySundaravignesh 1809No ratings yet
- TPM 2Document54 pagesTPM 2TIAGO COSTANo ratings yet
- Article 4Document13 pagesArticle 4Quality HosurNo ratings yet
- 10 Chapter 1Document31 pages10 Chapter 1Mayank MJ0% (1)
- An Introduction To Total Productive Maintenance (TPM)Document21 pagesAn Introduction To Total Productive Maintenance (TPM)praveenchinnaNo ratings yet
- Chap 7 Maintenance PlanningfDocument32 pagesChap 7 Maintenance PlanningfAbeyu AssefaNo ratings yet
- Maintenance and Monitoring Condition: Nabila Aditya Sekar Monika Miftah Shidqi Qayyum Hamidi Alius M. Mushawwir ArdiDocument44 pagesMaintenance and Monitoring Condition: Nabila Aditya Sekar Monika Miftah Shidqi Qayyum Hamidi Alius M. Mushawwir ArdiAna RodianaNo ratings yet
- 1 s2.0 S2214785320316102 MainDocument6 pages1 s2.0 S2214785320316102 MainmonicaNo ratings yet
- What Is TPMDocument10 pagesWhat Is TPMmouNo ratings yet
- Maintenance 8th SemDocument28 pagesMaintenance 8th SemBipul VermaNo ratings yet
- MaintenanceDocument75 pagesMaintenanceshahzad afzal100% (21)
- RCM On Service SectorDocument5 pagesRCM On Service SectorSourabh GoyalNo ratings yet
- Total Productive MaintenanceDocument23 pagesTotal Productive MaintenanceasdfqwerNo ratings yet
- Time For Lean ThinkingDocument2 pagesTime For Lean ThinkingBrendan CrowleyNo ratings yet
- TPM and Oee: Mauri e O'BrieDocument51 pagesTPM and Oee: Mauri e O'Brieprashanth191182No ratings yet
- Saxena - Total Productive Maintenance TPM As A Vital Function in Manufacturing SystemsDocument9 pagesSaxena - Total Productive Maintenance TPM As A Vital Function in Manufacturing SystemsAnh VuNo ratings yet
- TPMactio plansIJEST PDFDocument15 pagesTPMactio plansIJEST PDFayush guptaNo ratings yet
- Total Productive MaintenanceDocument10 pagesTotal Productive MaintenanceMohamed KhaledNo ratings yet
- TPM Report 1004Document36 pagesTPM Report 1004Vinay PanditNo ratings yet
- Implementing TPMDocument2 pagesImplementing TPMBrendan CrowleyNo ratings yet
- What Is Total Productive Maintenance (TPM) ?Document20 pagesWhat Is Total Productive Maintenance (TPM) ?Teknik KokolaNo ratings yet
- From Reactive Maintenance ToDocument8 pagesFrom Reactive Maintenance ToArdelean PaulNo ratings yet
- Evaluation of The Maintenance OrganizationDocument4 pagesEvaluation of The Maintenance Organizationagmas katanaNo ratings yet
- Advanced CMMS MetricsDocument17 pagesAdvanced CMMS Metricscderin2000No ratings yet
- Maintenance Policies:: Breakdown Maintenance or Reactive MaintenanceDocument11 pagesMaintenance Policies:: Breakdown Maintenance or Reactive Maintenancesureshkumar100% (1)
- Maintenance Management Assignment 1: Total Productive Maintenance in RMG IndustryDocument15 pagesMaintenance Management Assignment 1: Total Productive Maintenance in RMG IndustryPrakritiNo ratings yet
- TPM (Total Productive Maintenence)Document1 pageTPM (Total Productive Maintenence)Subbarayan SaravanakumarNo ratings yet
- TPM Study Material For TraineesDocument27 pagesTPM Study Material For TraineesSIVAKUMAR SHANMUGASUNDARAMNo ratings yet
- Materials Today: Proceedings: M. Suryaprakash, M. Gomathi Prabha, M. Yuvaraja, R.V. Rishi RevanthDocument6 pagesMaterials Today: Proceedings: M. Suryaprakash, M. Gomathi Prabha, M. Yuvaraja, R.V. Rishi RevanthSang BùiNo ratings yet
- Total Productive Maintenance: Submitted By-Sakshi Singh Jayant KumarDocument26 pagesTotal Productive Maintenance: Submitted By-Sakshi Singh Jayant KumarSakshi SinghNo ratings yet
- Journal of Scientific and Engineering Research, 2018, 5 (4) :156-164Document9 pagesJournal of Scientific and Engineering Research, 2018, 5 (4) :156-164Robbi Abryanto Lumban GaolNo ratings yet
- TPM Colte, Melody KDocument5 pagesTPM Colte, Melody KMemaitutxNo ratings yet
- TPMDocument20 pagesTPMSri JayanthNo ratings yet
- A Framework For Integrating Overall Equipment Effectiveness With Analytic Network Process Method - 2013 - 5p.Document5 pagesA Framework For Integrating Overall Equipment Effectiveness With Analytic Network Process Method - 2013 - 5p.pham ngoc tuanNo ratings yet
- TPMDocument36 pagesTPMKajal MattuNo ratings yet
- Types of Maintenance - 5 Must-Know Examples - Mobility WorkDocument7 pagesTypes of Maintenance - 5 Must-Know Examples - Mobility WorkJoshua EkeleNo ratings yet
- FI Training WorkshopDocument17 pagesFI Training WorkshopRajesh SinghNo ratings yet
- TPM OEE EBook - LBSPartners 2015 PDFDocument51 pagesTPM OEE EBook - LBSPartners 2015 PDFpsychic_jason0071319No ratings yet
- Rohit Raj - BFT - 5 - MM Assign1Document9 pagesRohit Raj - BFT - 5 - MM Assign1Rohit RajNo ratings yet
- Iv Unit PPT 1644379-Me1014unit4-2010-2011/: Maintenance PoliciesDocument11 pagesIv Unit PPT 1644379-Me1014unit4-2010-2011/: Maintenance PoliciessureshkumarNo ratings yet
- Acknowledgement: Mr. P.S Pal For Their Advice, Encouragement and CooperationDocument36 pagesAcknowledgement: Mr. P.S Pal For Their Advice, Encouragement and CooperationUjjawal SinghNo ratings yet
- Operator Asset Ownership This Is My Equipment Part 1 98Document7 pagesOperator Asset Ownership This Is My Equipment Part 1 98Mgn SanNo ratings yet
- Irjet V5i12134Document9 pagesIrjet V5i12134Anonymous xuEZu5KyNo ratings yet
- An Introduction To Total Productive Maintenance (TPM)Document18 pagesAn Introduction To Total Productive Maintenance (TPM)onceagainhi_16388606No ratings yet
- Applying Predictive Maintenance Techniques To Utility SystemsDocument0 pagesApplying Predictive Maintenance Techniques To Utility SystemsAbdan ShidqiNo ratings yet
- MaintenanceDocument47 pagesMaintenanceArif RachmadiNo ratings yet
- BABEL3 What Is MaintenanceDocument35 pagesBABEL3 What Is MaintenanceHendra SamanthaNo ratings yet
- Total Productive Maintenance (TPM)Document25 pagesTotal Productive Maintenance (TPM)chaitanya_kumar_13No ratings yet
- Lecture No 11 Reliability Centered MaintenanceDocument33 pagesLecture No 11 Reliability Centered MaintenanceAltamash Munir100% (1)
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- CMMS Unleashed: Harnessing the Power of Technology for Efficient Maintenance Management: Cryotos CMMS, #1From EverandCMMS Unleashed: Harnessing the Power of Technology for Efficient Maintenance Management: Cryotos CMMS, #1No ratings yet
- Medical PDFDocument989 pagesMedical PDFpimientabravoNo ratings yet
- Summary - QuizizzDocument1 pageSummary - QuizizzDylan LALLYNo ratings yet
- Guided Writing (Informal Letter)Document11 pagesGuided Writing (Informal Letter)gnolaz100% (1)
- H4 Residential - Mixed Housing Suburban ZoneDocument30 pagesH4 Residential - Mixed Housing Suburban ZonekizonzNo ratings yet
- Revision 7Document2 pagesRevision 7aZriey ajizzzNo ratings yet
- Sampling Distribution and Simulation in RDocument10 pagesSampling Distribution and Simulation in RPremier PublishersNo ratings yet
- Climate Responsive Building Design in The Kathmandu Valley: ArticleDocument9 pagesClimate Responsive Building Design in The Kathmandu Valley: ArticleRKNo ratings yet
- UTS Module 1Document13 pagesUTS Module 1Mark Christian BrlNo ratings yet
- Math 11 - Stat Prob - Q3Wk 1 2 Key.v. 02282021Document17 pagesMath 11 - Stat Prob - Q3Wk 1 2 Key.v. 02282021Cynthia LiaresNo ratings yet
- All Part 2Document7 pagesAll Part 2vuNo ratings yet
- Uc Boyutlu Baglanma Stilleri Olcegi ToadDocument21 pagesUc Boyutlu Baglanma Stilleri Olcegi Toad4sq8vnbsv2No ratings yet
- (5.3) Shear and Moment in BeamsDocument62 pages(5.3) Shear and Moment in BeamsIan Arnold FamiNo ratings yet
- The 12 Earthly BranchesDocument3 pagesThe 12 Earthly BranchesViorel RosNo ratings yet
- Sadomasochism Accor Sadomasochism According To Freud's Psychosexual Stages of Chosexual Stages of Development TheoryDocument10 pagesSadomasochism Accor Sadomasochism According To Freud's Psychosexual Stages of Chosexual Stages of Development TheoryDolce BbNo ratings yet
- Division SipDocument2 pagesDivision SipXyris Gerard FernandezNo ratings yet
- The Inner Universe Theoryof Dark Energy InterpretationDocument17 pagesThe Inner Universe Theoryof Dark Energy InterpretationCiprian Bitca100% (1)
- Animal Behavior: Notes by Ali RashdiDocument8 pagesAnimal Behavior: Notes by Ali Rashdinatasha RajperNo ratings yet
- Solutions Acids and Bases Test Review AnswersDocument2 pagesSolutions Acids and Bases Test Review Answersapi-305204604No ratings yet
- Sulit Dcc6213: Hydraulics and Hydrology / PksDocument6 pagesSulit Dcc6213: Hydraulics and Hydrology / Pksmuhd haziqNo ratings yet
- Palomaria - Module 3Document9 pagesPalomaria - Module 3ALMIRA LOUISE PALOMARIANo ratings yet
- Heat Resistant ChocolateDocument14 pagesHeat Resistant Chocolategs67570No ratings yet
- Shiva Alloys Mandi Gobindgarh - Met. Lab Eqpts.Document3 pagesShiva Alloys Mandi Gobindgarh - Met. Lab Eqpts.Mandeep SodhiNo ratings yet
- RIVERA ECE11 Enabling Assessment 3Document4 pagesRIVERA ECE11 Enabling Assessment 3Ehron RiveraNo ratings yet
- Language in International Business - Developing A Field - Mary Yoko Brannen, Terry Mughan (Eds.) - JIBS Special Collections, 1, 2017 - Palgrave Macmillan - 9783319427447 - Anna's ArchiveDocument318 pagesLanguage in International Business - Developing A Field - Mary Yoko Brannen, Terry Mughan (Eds.) - JIBS Special Collections, 1, 2017 - Palgrave Macmillan - 9783319427447 - Anna's ArchiveАксанв РыбакNo ratings yet
- Light and Optic NotesDocument18 pagesLight and Optic NotesNuan Ting NgNo ratings yet
- Clincher DiesDocument4 pagesClincher DiestibismtxNo ratings yet
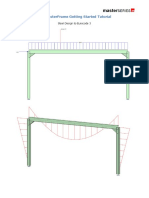
- T00 MasterFrame Getting Started Tutorial PDFDocument36 pagesT00 MasterFrame Getting Started Tutorial PDFJEMAYERNo ratings yet
- Audit Plan - PT IRSDocument30 pagesAudit Plan - PT IRSHeru Wijaya MassosorangNo ratings yet
- UNIT I: Introduction To Physics: Lesson 1.1. Measurement in PhysicsDocument36 pagesUNIT I: Introduction To Physics: Lesson 1.1. Measurement in PhysicsFlorelen GarbeNo ratings yet