Download as pdf or txt
You might also like
- JSA - Electrical Testing - Circuit Breaker Field TestDocument4 pagesJSA - Electrical Testing - Circuit Breaker Field TestTawfik Mohamed Abu Zaid0% (1)
- Wps Repair WorDocument1 pageWps Repair WorMajdi JerbiNo ratings yet
- Cutting HandlingDocument25 pagesCutting HandlingWalid AmdouniNo ratings yet
- Svsprasad Engineer (Design), Switchgear Products Division, Vijai Electricals LimitedDocument52 pagesSvsprasad Engineer (Design), Switchgear Products Division, Vijai Electricals Limitedkrmrps0% (1)
- Refractory ProcedureDocument13 pagesRefractory ProcedureArunachalam Avanashi100% (3)
- Standard Spesification Storage TankDocument10 pagesStandard Spesification Storage TankpapathsheilaNo ratings yet
- Block by Bloody Block PDFDocument74 pagesBlock by Bloody Block PDFSnafuu100% (3)
- Catalog KloskaDocument4 pagesCatalog KloskakatadotiNo ratings yet
- Newton Raphson MethodDocument29 pagesNewton Raphson Methodfaizankhan23100% (1)
- ES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Document10 pagesES-20.14 Waste Heat PTT Public Co., LTD Recovery Units Engineering Standard REV: 02Nikki RobertsNo ratings yet
- Field Joint CoatingDocument7 pagesField Joint Coatingkrishna3794No ratings yet
- Dgms All Circular 2002 PDFDocument61 pagesDgms All Circular 2002 PDFravimutyamNo ratings yet
- Dgms All Circular 2002 PDFDocument61 pagesDgms All Circular 2002 PDFravimutyamNo ratings yet
- Is-909 Underground Fire HydrantDocument9 pagesIs-909 Underground Fire HydrantCharls JamesNo ratings yet
- Scope of Job:-: Attachment To PR 10-2275 Page 1 of 9 Hot Insulation Jobs in Fre Job Scope & Notes To VendorsDocument9 pagesScope of Job:-: Attachment To PR 10-2275 Page 1 of 9 Hot Insulation Jobs in Fre Job Scope & Notes To VendorsraghbirNo ratings yet
- Preparation of Test Panels For Accelerated and Outdoor Weathering of Bituminous CoatingsDocument4 pagesPreparation of Test Panels For Accelerated and Outdoor Weathering of Bituminous CoatingsdaovandongpktNo ratings yet
- Glassflake Lining Metal TanksDocument5 pagesGlassflake Lining Metal TanksSimbu ArasanNo ratings yet
- Sectional TankDocument4 pagesSectional TankGT2013No ratings yet
- 3PS Gaw 006 - 03Document53 pages3PS Gaw 006 - 03Viveck VivekNo ratings yet
- TechnicalSpecification HEAT PUMP SYSTEMDocument21 pagesTechnicalSpecification HEAT PUMP SYSTEMAbdullaKakkadKarumbilNo ratings yet
- JPKT 00 P 1 012 Rev 0 Specification For Field Joint CoatingDocument11 pagesJPKT 00 P 1 012 Rev 0 Specification For Field Joint Coatingrohitbhat2345No ratings yet
- UntitledyDocument15 pagesUntitledySàávâñ VàśànthàñNo ratings yet
- Section 15080 - Plumbing InsulationDocument7 pagesSection 15080 - Plumbing InsulationAhmed AliNo ratings yet
- Spec Water Storage TanksDocument5 pagesSpec Water Storage TanksparthivNo ratings yet
- Descarga Gratis Inmediata Dise o de Un Tanque Criog Nico 1673278637 2023-01-09 15-37-26Document34 pagesDescarga Gratis Inmediata Dise o de Un Tanque Criog Nico 1673278637 2023-01-09 15-37-26Edgar Alexander Fonseca NeiraNo ratings yet
- Technical Data For GeomembraneDocument5 pagesTechnical Data For GeomembraneakgcdaveNo ratings yet
- Pipelines and City Gate Natural Gas Ram Station - Nigeria: Cable ScheduleDocument7 pagesPipelines and City Gate Natural Gas Ram Station - Nigeria: Cable ScheduleDanilo QuevedoNo ratings yet
- Technical Specifications For 33 KV Xlpe Insulated Underground Cables 1. ScopeDocument22 pagesTechnical Specifications For 33 KV Xlpe Insulated Underground Cables 1. Scopethumula.rameshNo ratings yet
- 2017102611430709709Document10 pages2017102611430709709fanaticsNo ratings yet
- HV Porcelain Bushing: IS2099 Galvanization: IS2633 Primary Terminals: IS 10601Document9 pagesHV Porcelain Bushing: IS2099 Galvanization: IS2633 Primary Terminals: IS 10601AnilNo ratings yet
- Api 510 Questions & Answers (Closed 1)Document12 pagesApi 510 Questions & Answers (Closed 1)Mohammed Shakil100% (3)
- U (1) .G Piping ProtectionDocument5 pagesU (1) .G Piping ProtectionAsad Bin Ala QatariNo ratings yet
- Solution Tank D-5107 - Repair ProcedureDocument3 pagesSolution Tank D-5107 - Repair Procedurebinoj mbNo ratings yet
- Portland Cement Plaster - SpecDocument7 pagesPortland Cement Plaster - Speclinga2014No ratings yet
- QTN For Epoxy and ESD Flooring Dtd.28!2!2012Document9 pagesQTN For Epoxy and ESD Flooring Dtd.28!2!2012dox4printNo ratings yet
- Job Procedure For Pipe Line Field Joint Coating-IoclDocument3 pagesJob Procedure For Pipe Line Field Joint Coating-IoclVineet Khanduri50% (2)
- Tica SpecDocument29 pagesTica SpecCong ThanhNo ratings yet
- 41537TECH MechDocument24 pages41537TECH MechSunilChotaliyaNo ratings yet
- SECTION 07 21 23 Loose-Fill InsulationDocument5 pagesSECTION 07 21 23 Loose-Fill InsulationJuanPaoloYbañezNo ratings yet
- UIG AWWA D103 09std Glass Fused To Steel Bolted Tank Specifications Section 13210 2019r2Document14 pagesUIG AWWA D103 09std Glass Fused To Steel Bolted Tank Specifications Section 13210 2019r2karunaNo ratings yet
- Floline (3-W) Triple Wall Profiled Hdpe Culvert: Physical Properties Test Method Unit ValueDocument3 pagesFloline (3-W) Triple Wall Profiled Hdpe Culvert: Physical Properties Test Method Unit Valuejerryruki71No ratings yet
- 80080-TCH-0000-SP-003 - SIGNED-Coating ProcedureDocument7 pages80080-TCH-0000-SP-003 - SIGNED-Coating ProcedurePaul NieNo ratings yet
- Technical Specifications For 11 KV Xlpe Insulated Underground Cables 1.0 ScopeDocument22 pagesTechnical Specifications For 11 KV Xlpe Insulated Underground Cables 1.0 Scopethomas chinNo ratings yet
- 17 Gral CT Pipe InfoDocument15 pages17 Gral CT Pipe InfogcgironNo ratings yet
- Cw213623-Sokaij-Qa-6050-00002-Sleeving ProcedureDocument7 pagesCw213623-Sokaij-Qa-6050-00002-Sleeving ProcedurejeszzymenNo ratings yet
- Standards Brazed Plate HEDocument5 pagesStandards Brazed Plate HEprad_21adNo ratings yet
- Hose Submarine 10 ''Document3 pagesHose Submarine 10 ''mAVINo ratings yet
- Armaflex Insulation + Fire Rated DuctworkDocument7 pagesArmaflex Insulation + Fire Rated DuctworkGiải Pháp Cơ ĐiệnNo ratings yet
- 18-Construction QA QC-Heat TreatmentDocument8 pages18-Construction QA QC-Heat TreatmentVPN NetworkNo ratings yet
- 70.00.00 Standard Practices - RepairDocument8 pages70.00.00 Standard Practices - RepairTimoteo Molina RomeroNo ratings yet
- 8'!? / .or'WHDocument5 pages8'!? / .or'WHFaustino AbadNo ratings yet
- RegulationDocument15 pagesRegulationLuzhengyeNo ratings yet
- SECTION 07550 Protected Membrane Roofing Part 1 - General 1. 1Document6 pagesSECTION 07550 Protected Membrane Roofing Part 1 - General 1. 1Im ChinithNo ratings yet
- Method Statement Coring&SealingDocument3 pagesMethod Statement Coring&SealingMOHD SYAFIQNo ratings yet
- PS-G00-091 (Executia-Controlul-Executiei-Sudurilor-Aluminotermice)Document8 pagesPS-G00-091 (Executia-Controlul-Executiei-Sudurilor-Aluminotermice)AlinaIordacheNo ratings yet
- AN-1501 Handling InstructionsDocument8 pagesAN-1501 Handling InstructionsmSmallNo ratings yet
- Welding Procedure Casing Pump PDFDocument4 pagesWelding Procedure Casing Pump PDFdethamrnNo ratings yet
- Wall Specification SWD 07214Document8 pagesWall Specification SWD 07214zonds1866No ratings yet
- Standard Updated-VRF Specification-Crown Home ConsultantDocument41 pagesStandard Updated-VRF Specification-Crown Home ConsultantneamatallahNo ratings yet
- Highlighted-VRF Specification-Crown Home ConsultantDocument41 pagesHighlighted-VRF Specification-Crown Home ConsultantneamatallahNo ratings yet
- Epoxy and ESD FlooringDocument4 pagesEpoxy and ESD Flooringdox4printNo ratings yet
- Cracks in Propeller HubDocument2 pagesCracks in Propeller Hublitos_92No ratings yet
- SECTION 03332: Lightweight Insulating ConcreteDocument4 pagesSECTION 03332: Lightweight Insulating ConcreteStraus WaseemNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Guidelines DRAFTDocument30 pagesGuidelines DRAFTmajdi jerbiNo ratings yet
- Best PracticeIIDocument44 pagesBest PracticeIImajdi jerbiNo ratings yet
- Dokumen - Tips Temper Bead Welding Wps and PQRDocument27 pagesDokumen - Tips Temper Bead Welding Wps and PQRmajdi jerbiNo ratings yet
- SSTD 8070 0039 Weld - ADocument10 pagesSSTD 8070 0039 Weld - Amajdi jerbiNo ratings yet
- Tah 3Document6 pagesTah 3majdi jerbiNo ratings yet
- WPSDocument11 pagesWPSmajdi jerbiNo ratings yet
- Asme Viii - QDocument431 pagesAsme Viii - Qmajdi jerbiNo ratings yet
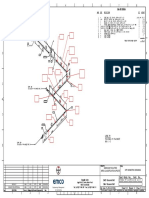
- 128 A 4 DWG 1-2-3Document3 pages128 A 4 DWG 1-2-3majdi jerbiNo ratings yet
- Tank Inspection Report: Client: Ola Energy Location: Rades Tank ID: R15 Inspection Date: 06/03/2023Document6 pagesTank Inspection Report: Client: Ola Energy Location: Rades Tank ID: R15 Inspection Date: 06/03/2023majdi jerbiNo ratings yet
- RPT - 97 55 2004 01715 01 eDocument42 pagesRPT - 97 55 2004 01715 01 emajdi jerbiNo ratings yet
- Rec 70 Rev 2Document9 pagesRec 70 Rev 2majdi jerbiNo ratings yet
- Survey Form 42A Barge Safety Survey v3 1Document2 pagesSurvey Form 42A Barge Safety Survey v3 1majdi jerbiNo ratings yet
- Questions - VIPDocument446 pagesQuestions - VIPmajdi jerbiNo ratings yet
- Real Exam 1Document35 pagesReal Exam 1majdi jerbiNo ratings yet
- Emp Appendix 10 - Marine Fuel Procedures Feb 2020Document32 pagesEmp Appendix 10 - Marine Fuel Procedures Feb 2020majdi jerbiNo ratings yet
- Crawler Crane PDFDocument191 pagesCrawler Crane PDFmajdi jerbiNo ratings yet
- Presentation 1Document7 pagesPresentation 1majdi jerbiNo ratings yet
- CIP Questions & AnsversDocument9 pagesCIP Questions & Ansversmajdi jerbi100% (1)
- BS 7645Document9 pagesBS 7645majdi jerbiNo ratings yet
- Progress Per Activities (Till 03/10/2019) : EZZ#9 Related Pipes GridDocument2 pagesProgress Per Activities (Till 03/10/2019) : EZZ#9 Related Pipes GridMajdi Jerbi100% (1)
- WPS-CR 01-06-15Document1 pageWPS-CR 01-06-15majdi jerbiNo ratings yet
- WPS-PTR 01-05-15Document1 pageWPS-PTR 01-05-15majdi jerbiNo ratings yet
- WPS CR 01-08-09Document1 pageWPS CR 01-08-09majdi jerbiNo ratings yet
- Aff - 01 - 2018 - Planning - Rev 07Document3 pagesAff - 01 - 2018 - Planning - Rev 07majdi jerbiNo ratings yet
- Annex VII Acceptance FormsDocument5 pagesAnnex VII Acceptance Formsmajdi jerbiNo ratings yet
- WPS TTR 01-08-09Document1 pageWPS TTR 01-08-09majdi jerbiNo ratings yet
- WPS PTR 01-08-09Document1 pageWPS PTR 01-08-09majdi jerbiNo ratings yet
- Silo - Tips Steel Tank Institute Ast Inspections Dana Schmidt Pe Sti SpfaDocument74 pagesSilo - Tips Steel Tank Institute Ast Inspections Dana Schmidt Pe Sti Spfamajdi jerbiNo ratings yet
- Time Sheet MAJDI JERBI Mois 09-2019Document2 pagesTime Sheet MAJDI JERBI Mois 09-2019majdi jerbiNo ratings yet
- List of Society Latest PDFDocument42 pagesList of Society Latest PDFDr Tilak Raj MeenaNo ratings yet
- Factsheet 210129 28 IdxbasicDocument1 pageFactsheet 210129 28 IdxbasicNeedlaregNo ratings yet
- Instant PotDocument48 pagesInstant PotCatrinescu Oana100% (1)
- Statistical Model For IC50 Determination of Acetylcholinesterase Enzyme For Alzheimer's DiseaseDocument9 pagesStatistical Model For IC50 Determination of Acetylcholinesterase Enzyme For Alzheimer's DiseaseIJPHSNo ratings yet
- APA102-2020 LED DatasheetDocument16 pagesAPA102-2020 LED DatasheetDaisyNo ratings yet
- Vascular and Non-Vascular PlantsDocument3 pagesVascular and Non-Vascular PlantsLeonardo PigaNo ratings yet
- Sentence ConnectorsDocument2 pagesSentence ConnectorsReeta Kannusamy100% (1)
- Physical FeaturesDocument4 pagesPhysical FeaturesReshma SharmaNo ratings yet
- Piping Engineer: Resume CV: Sponsored LinksDocument7 pagesPiping Engineer: Resume CV: Sponsored Linksravi gurungNo ratings yet
- Cityscope Sports and LeisureDocument7 pagesCityscope Sports and LeisurePD HoàngNo ratings yet
- Lesson 4 - Visual Art and Its PurposeDocument6 pagesLesson 4 - Visual Art and Its PurposeMae CherryNo ratings yet
- (Welding) ANSI-AWS Standard A5.5-96 Specification For Low-Alloy Steel Electrodes For Shielded Metal Arc Welding (Ebook, 55 Pages)Document55 pages(Welding) ANSI-AWS Standard A5.5-96 Specification For Low-Alloy Steel Electrodes For Shielded Metal Arc Welding (Ebook, 55 Pages)hammadNo ratings yet
- ABB Control TP180DA DatasheetDocument3 pagesABB Control TP180DA Datasheetntdien923100% (1)
- St. Jerome Would Be Shocked-St. Francis de Sales Delighted! Bible Study and Research SoftwareDocument3 pagesSt. Jerome Would Be Shocked-St. Francis de Sales Delighted! Bible Study and Research SoftwareRamelfebea MontedelobeniaNo ratings yet
- Covumaiphuongthionline Cacthituonglai 1Document2 pagesCovumaiphuongthionline Cacthituonglai 1Ngọc ThảoNo ratings yet
- Syriac Unicode U0700Document4 pagesSyriac Unicode U0700ygurseyNo ratings yet
- (1908) United States Revenue Cutter Service Uniform RegulationsDocument57 pages(1908) United States Revenue Cutter Service Uniform RegulationsHerbert Hillary Booker 2nd100% (3)
- Datasheet Dh321Document20 pagesDatasheet Dh32193082No ratings yet
- SPM30 PDF Eng PDFDocument0 pagesSPM30 PDF Eng PDFValdemar Miguel SilvaNo ratings yet
- 01 DTMDocument2 pages01 DTMMauro BorgesNo ratings yet
- 5mm LED Datasheet PDFDocument1 page5mm LED Datasheet PDFAlex ZXNo ratings yet
- A Seminar Report On: An International Study On A Risk of Cyber TerrorismDocument7 pagesA Seminar Report On: An International Study On A Risk of Cyber TerrorismManish SakalkarNo ratings yet
- Letter From Harvard Leaders To EPA's Andrew Wheeler On Proposed Science PolicyDocument60 pagesLetter From Harvard Leaders To EPA's Andrew Wheeler On Proposed Science PolicyEmily AtkinNo ratings yet
- W Hoov TM001 E1 PDFDocument48 pagesW Hoov TM001 E1 PDFDrewNo ratings yet
- Four Spheres and Apple CaseDocument2 pagesFour Spheres and Apple CaseGks06No ratings yet
- 2023 Grade 7 - 9 EMS ATP MediationDocument19 pages2023 Grade 7 - 9 EMS ATP MediationtmshuqwanaNo ratings yet