Download as pdf or txt
You might also like
- Adopting Best Practices in Blown Film ExtrusionDocument16 pagesAdopting Best Practices in Blown Film ExtrusionHafiani HichamNo ratings yet
- Q23 Toolbox 2Document10 pagesQ23 Toolbox 2Carlos ArenasNo ratings yet
- ECCM15 BCKIM Full PaperDocument9 pagesECCM15 BCKIM Full PaperrsakinNo ratings yet
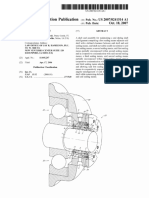
- US20070241514A1 Shaft SealDocument21 pagesUS20070241514A1 Shaft SealdausykNo ratings yet
- Us20050146076a1 3-D Fabrics and Fabric Preforms For Composites Having Integrated Systems, Devices, and or Networks PDFDocument49 pagesUs20050146076a1 3-D Fabrics and Fabric Preforms For Composites Having Integrated Systems, Devices, and or Networks PDFParikshit PaulNo ratings yet
- Prakash 2017Document8 pagesPrakash 2017rajagouthamNo ratings yet
- US20150246502A1 Impact Absorbing Composite MaterialDocument10 pagesUS20150246502A1 Impact Absorbing Composite MaterialAnonymous EarAM2No ratings yet
- The Effect of Spraying On Fiber Content and Shotcrete PropertiesDocument16 pagesThe Effect of Spraying On Fiber Content and Shotcrete PropertiesArturo PerezNo ratings yet
- US20190290137A1Document38 pagesUS20190290137A1N R RaajanNo ratings yet
- Harmonic Analysis of Flex Seal of Rocket NozzleDocument14 pagesHarmonic Analysis of Flex Seal of Rocket NozzlemadhumamayyaNo ratings yet
- 12) United States Patent: Krupinski Et ADocument19 pages12) United States Patent: Krupinski Et AVinod Kumar KonagantiNo ratings yet
- Adhesive Formulation 01 PDFDocument9 pagesAdhesive Formulation 01 PDFVansala GanesanNo ratings yet
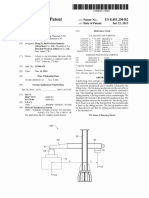
- United States Patent (10) Patent No.: US 8.491,250 B2Document10 pagesUnited States Patent (10) Patent No.: US 8.491,250 B2RoyLoraGallardoNo ratings yet
- Us 7638082Document10 pagesUs 7638082Fa BelNo ratings yet
- J Eml 2019 01 007Document20 pagesJ Eml 2019 01 007eduar yecid duarte gomezNo ratings yet
- Us20100155534a1 Aircraft Baffle SealDocument9 pagesUs20100155534a1 Aircraft Baffle Seal王雪梅No ratings yet
- Geotextiles and Geomembranes: Han-Long Liu, Jian ChuDocument4 pagesGeotextiles and Geomembranes: Han-Long Liu, Jian ChuDian_SipilNo ratings yet
- United States Patent Application Publication: ZHAO Et Al. Pub. No.: Pub. DateDocument8 pagesUnited States Patent Application Publication: ZHAO Et Al. Pub. No.: Pub. DateRetno WulandariNo ratings yet
- Integral Hinges in Engineering PlasticsDocument22 pagesIntegral Hinges in Engineering Plasticssferrand850100% (1)
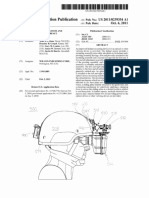
- US20110239354-Helmet Mounting System and Mounting Shoe Interface - Kopia PDFDocument29 pagesUS20110239354-Helmet Mounting System and Mounting Shoe Interface - Kopia PDFja2ja1No ratings yet
- Us 8770402Document13 pagesUs 8770402Online WorkNo ratings yet
- 〈915〉 Measurement of Structural Strength of Semisolids by PenetrometryDocument4 pages〈915〉 Measurement of Structural Strength of Semisolids by Penetrometrymehrdarou.qaNo ratings yet
- Us 20140363742Document24 pagesUs 20140363742chokribNo ratings yet
- FSW Journal 1Document6 pagesFSW Journal 1JeganNo ratings yet
- 2019 FBG Smart Bolts and Their Application in Power Grids PDFDocument7 pages2019 FBG Smart Bolts and Their Application in Power Grids PDFJack LeeNo ratings yet
- Materials 15 03817Document23 pagesMaterials 15 03817yasminaNo ratings yet
- D1 Us20190072701aDocument24 pagesD1 Us20190072701aDonghee ChoiNo ratings yet
- US20130083391A1-Monocular - Binocular Bridge - Kopia PDFDocument20 pagesUS20130083391A1-Monocular - Binocular Bridge - Kopia PDFja2ja1No ratings yet
- Snap-Fit Optimization For Achieving Desired Insertion and Retention ForcesDocument11 pagesSnap-Fit Optimization For Achieving Desired Insertion and Retention ForcesSuteu IonelNo ratings yet
- TS19 - 366-377 - 3245.16 - Experimental AssessmentDocument12 pagesTS19 - 366-377 - 3245.16 - Experimental AssessmentAname HfamilyNo ratings yet
- Poly Urithene EtcDocument3 pagesPoly Urithene EtcManjeev GuragainNo ratings yet
- Woven & Nonwoven GeotextileDocument9 pagesWoven & Nonwoven GeotextileFaysal Islam MridhaNo ratings yet
- Mechanical Properties and Production Quality of Hand-Layup and Vacuum Infusion Processed Hybrid Composite Materials For GFRP Marine StructuresDocument14 pagesMechanical Properties and Production Quality of Hand-Layup and Vacuum Infusion Processed Hybrid Composite Materials For GFRP Marine StructuresHENDRATO HENDRATONo ratings yet
- V Older 2007Document7 pagesV Older 2007bentalebNo ratings yet
- Y-Peel Characterization of Adhesively-Bonded Carton Board An Objective Method ÇOK ÇOK ÖNEMLİİİİİİİİİİİİDocument15 pagesY-Peel Characterization of Adhesively-Bonded Carton Board An Objective Method ÇOK ÇOK ÖNEMLİİİİİİİİİİİİebruNo ratings yet
- Us 9550299Document19 pagesUs 9550299titaniumman_2013No ratings yet
- 2011 고분자 - 분야 - 심사실무가이드Document126 pages2011 고분자 - 분야 - 심사실무가이드ChinsuW.LeeNo ratings yet
- Analysisof Bumper Beamin FrontalcollisionDocument5 pagesAnalysisof Bumper Beamin Frontalcollisiondj39alxNo ratings yet
- Positive and Negative PressuresDocument10 pagesPositive and Negative PressuresIslam HelazaNo ratings yet
- Twin Screw Extruder Montiel Et AllDocument5 pagesTwin Screw Extruder Montiel Et AllsufiNo ratings yet
- Us20160237266a1 PDFDocument24 pagesUs20160237266a1 PDFSyahdillaNo ratings yet
- Calculation of Hybrid Joints in Aero StructuresDocument9 pagesCalculation of Hybrid Joints in Aero Structuresudaykumar8995No ratings yet
- Clinical and Laboratory Manual of Dental Implant AbutmentsFrom EverandClinical and Laboratory Manual of Dental Implant AbutmentsRating: 3 out of 5 stars3/5 (2)
- Patent Application Publication (10) Pub. No.: US 2010/0072034 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2010/0072034 A1AdailsonNo ratings yet
- National University of Sciences & Technology: Final Year Project Report TitleDocument82 pagesNational University of Sciences & Technology: Final Year Project Report TitleAhsen IftikharNo ratings yet
- United States Patent (10) Patent N0.: US 8,716,371 B2Document8 pagesUnited States Patent (10) Patent N0.: US 8,716,371 B2rinahNo ratings yet
- Lightweight BIW Clinching TechnologyDocument20 pagesLightweight BIW Clinching TechnologyMaratNo ratings yet
- Development of WC-Inconel Composites Using SLM: ArticleDocument12 pagesDevelopment of WC-Inconel Composites Using SLM: ArticleVivekananda SubramaniNo ratings yet
- Hou 2021Document13 pagesHou 2021Jitesh DhimanNo ratings yet
- Gland PackingDocument141 pagesGland PackingAndreas SimatupangNo ratings yet
- US8794568Document17 pagesUS8794568雷黎明No ratings yet
- s 9.pdf طرق ترابط السلكون مع البولي يوريثانDocument5 pagess 9.pdf طرق ترابط السلكون مع البولي يوريثانالمهندس حيدر العصاميNo ratings yet
- Vulkan Composite DOKU1802540020EDocument14 pagesVulkan Composite DOKU1802540020EgennaroNo ratings yet
- Installation Instructions: Fiber Optic Swing-Out Patch Panel Instruction SheetDocument10 pagesInstallation Instructions: Fiber Optic Swing-Out Patch Panel Instruction SheetMuhammad TariqNo ratings yet
- Bending Analysis of A Filament-Wound Composite TubDocument12 pagesBending Analysis of A Filament-Wound Composite TubEndalkachew GashawtenaNo ratings yet
- Moroni 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012054Document9 pagesMoroni 2021 IOP Conf. Ser. Mater. Sci. Eng. 1038 012054Paulo UtargNo ratings yet
- Us 6838499Document7 pagesUs 6838499Pranshu JainNo ratings yet
- Self-Loosening of 3D Printed Bolted Joints For EngDocument6 pagesSelf-Loosening of 3D Printed Bolted Joints For Engtran hungNo ratings yet
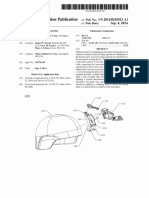
- US20140245523-Helmet Mountuing Systems - Kopia PDFDocument22 pagesUS20140245523-Helmet Mountuing Systems - Kopia PDFja2ja1No ratings yet
- Matecconf Icancee2019 01013Document8 pagesMatecconf Icancee2019 01013Anthony FuNo ratings yet
- Total Internal Reflection - PhyDocument16 pagesTotal Internal Reflection - PhyRishabh GuptaNo ratings yet
- Rinhs Science 9 4th Activity 2 Projectile Motion Word PuzzleDocument2 pagesRinhs Science 9 4th Activity 2 Projectile Motion Word PuzzleRyan BersaminNo ratings yet
- (Muchong - Com) The Fundamentals of Modal Testing PDFDocument56 pages(Muchong - Com) The Fundamentals of Modal Testing PDFwanglei2112221990No ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument24 pagesAccepted Manuscript: Applied Thermal EngineeringSiraj AL sharifNo ratings yet
- Imp5 PDFDocument5 pagesImp5 PDFJustin JosephNo ratings yet
- Chapter 13 Section 2 WebsiteDocument9 pagesChapter 13 Section 2 Websiteapi-260037870No ratings yet
- Mailer PhysicsDocument8 pagesMailer PhysicsArockia RajaNo ratings yet
- MEC 2205 Lecture 1Document29 pagesMEC 2205 Lecture 1vincentNo ratings yet
- ASNTDocument5 pagesASNTshifaNo ratings yet
- Pressuremeter Test: Experiment No. 05Document24 pagesPressuremeter Test: Experiment No. 05rishav baishyaNo ratings yet
- Diamagnetism-WPS OfficeDocument2 pagesDiamagnetism-WPS OfficeQueennie GadutNo ratings yet
- Smart MaterialsDocument11 pagesSmart MaterialsBhaskara P AcharNo ratings yet
- Chemitac 111 enDocument3 pagesChemitac 111 enExclusive ContentsNo ratings yet
- (2017 - ASME - Optimization of COPV PDFDocument9 pages(2017 - ASME - Optimization of COPV PDFAdarsh RavindranNo ratings yet
- Abdul Hamid Al Habib - Model Puff - STMKGDocument16 pagesAbdul Hamid Al Habib - Model Puff - STMKGAbdul Hamid Al HabibNo ratings yet
- Siwes Report Peace OlatunjiDocument44 pagesSiwes Report Peace OlatunjiOkocha DavidkingNo ratings yet
- MSC Chemistry Paper-IX Unit-5Document56 pagesMSC Chemistry Paper-IX Unit-5Alexa Torres100% (1)
- THD3602 Major Test 1 2023Document3 pagesTHD3602 Major Test 1 2023LeighNo ratings yet
- Manual de InstruccionesDocument66 pagesManual de Instruccionesluis50% (2)
- Experiment Apparatus Used: Theory:: Coefficient of Damping (B)Document2 pagesExperiment Apparatus Used: Theory:: Coefficient of Damping (B)amitNo ratings yet
- AP Chemistry Unit 7 General Equilibrium Free Response Practice OldDocument2 pagesAP Chemistry Unit 7 General Equilibrium Free Response Practice Oldfrenchbunny0709No ratings yet
- Packed Stripper SizingDocument16 pagesPacked Stripper SizingAriesNo ratings yet
- University of Mauritius: Special Retake ExaminationsDocument6 pagesUniversity of Mauritius: Special Retake ExaminationsKeshav GopaulNo ratings yet
- Thermoelectric EffectDocument5 pagesThermoelectric EffectUday KhanalNo ratings yet
- Exp2 Tutorial Conclusion RecommendationDocument5 pagesExp2 Tutorial Conclusion RecommendationSiti Hajar Mohamed0% (1)
- OpticsDocument2 pagesOpticssheriff98100% (2)
- Microelectromechanical Assignment Help: Problem 2.6: Dynamics With Matlab and SimulinkDocument24 pagesMicroelectromechanical Assignment Help: Problem 2.6: Dynamics With Matlab and SimulinkMechanical Engineering Assignment HelpNo ratings yet
- Org Lab - Column ChromDocument10 pagesOrg Lab - Column ChromDauri ParkNo ratings yet
- Filler Metal - Bestseller - Engl - NT - BohlerDocument29 pagesFiller Metal - Bestseller - Engl - NT - BohlerMaher BmdNo ratings yet
- 1.3 Question DatabaseDocument42 pages1.3 Question DatabasedaminNo ratings yet