Download as pdf or txt
You might also like
- Vray Render Settings For Interior VisualisationDocument15 pagesVray Render Settings For Interior VisualisationNezzlupiba LoveNo ratings yet
- How To Laser Engrave A PhotoDocument16 pagesHow To Laser Engrave A Photobranest2No ratings yet
- Laser Engraving PhotosDocument212 pagesLaser Engraving PhotosJuliano SouzaNo ratings yet
- Russ Method For Dithering On LaserDocument2 pagesRuss Method For Dithering On LasermarcanstNo ratings yet
- Photo Engraving Tips & Tricks: General Information About Selection of Images and Laser ParametersDocument7 pagesPhoto Engraving Tips & Tricks: General Information About Selection of Images and Laser ParametersBobbyNo ratings yet
- Adjusting For Kerf in Inkscape2Document6 pagesAdjusting For Kerf in Inkscape2polygon9000No ratings yet
- LaserCut_Ebook_V1Document41 pagesLaserCut_Ebook_V1Popp Laurentiu LiviuNo ratings yet
- Computer ReviewerDocument5 pagesComputer ReviewerRalph iNo ratings yet
- 51" X 24" (1300mm X 620mm) Laser Cutting & Engraving MachineDocument6 pages51" X 24" (1300mm X 620mm) Laser Cutting & Engraving MachineJHONNY CARBONELL CRISTYSNo ratings yet
- Russ Stepover InfoDocument14 pagesRuss Stepover InfoUmesh AhirraoNo ratings yet
- Russ Stepover InfoDocument14 pagesRuss Stepover InfoVeLuisNo ratings yet
- Art122 EngravingDocument2 pagesArt122 EngravingAlb GabdoullinNo ratings yet
- Q2 W3 StudentsDocument21 pagesQ2 W3 StudentsBallenas BridgeNo ratings yet
- Guide To Image SharpeningDocument12 pagesGuide To Image SharpeningB DarbariNo ratings yet
- Modelling A Relief From A Photograph in ArtCAMDocument22 pagesModelling A Relief From A Photograph in ArtCAMBart DeckersNo ratings yet
- Polymer GravureDocument36 pagesPolymer GravurePepabuNo ratings yet
- Drawing Setup Guidelines For Laser Cutting and Engraving - CorelDRAW - Cut Laser CutDocument11 pagesDrawing Setup Guidelines For Laser Cutting and Engraving - CorelDRAW - Cut Laser Cuttarek_gNo ratings yet
- TMPDocument31 pagesTMPuamiranda3518No ratings yet
- Ict and Multimedia: Explain The Information Type of ImageDocument44 pagesIct and Multimedia: Explain The Information Type of ImageMohdHelmizanNo ratings yet
- Spatial FilteringDocument40 pagesSpatial Filteringsarbjot singhNo ratings yet
- Element of Image SharpnessDocument34 pagesElement of Image SharpnessThanh HàNo ratings yet
- Prep Photos Laser EngravingDocument34 pagesPrep Photos Laser EngravingFreddy Cordova100% (1)
- Aliasing and Anti-Aliasing TechniquesDocument28 pagesAliasing and Anti-Aliasing TechniquesMohammad Wasi IbtidaNo ratings yet
- Learn Basic Photography.6230896.PowerpointDocument15 pagesLearn Basic Photography.6230896.Powerpointlynn may tanNo ratings yet
- 10W InstructionsDocument21 pages10W InstructionsIdragoNo ratings yet
- Lect3 PDFDocument47 pagesLect3 PDFphysicsnewblolNo ratings yet
- c4d Render TipzDocument4 pagesc4d Render TipzCory ShawNo ratings yet
- SDSMDocument13 pagesSDSM王毅No ratings yet
- DavidBBrooks SEguideDocument29 pagesDavidBBrooks SEguideesasoft3No ratings yet
- V-Ray Quickstart Guide: by José P. Olivares-HatchDocument10 pagesV-Ray Quickstart Guide: by José P. Olivares-HatchDavidNo ratings yet
- AN1701 - Speckle Pattern FundamentalsDocument13 pagesAN1701 - Speckle Pattern FundamentalsTonyChangNo ratings yet
- Digital Plate ControlDocument32 pagesDigital Plate ControlecdtcenterNo ratings yet
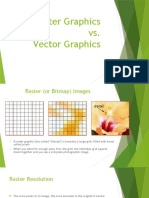
- Raster Graphics vs. Vector GraphicsDocument15 pagesRaster Graphics vs. Vector GraphicsGeorge PopovNo ratings yet
- Bitmapped Images: Digital Multimedia, 2nd EditionDocument23 pagesBitmapped Images: Digital Multimedia, 2nd Editionmjung_hwaNo ratings yet
- Universal V-Ray 1.5 SettingsDocument2 pagesUniversal V-Ray 1.5 SettingsjayjayibanezNo ratings yet
- Target - Width, Target - Height: Left TopDocument5 pagesTarget - Width, Target - Height: Left TopdraNo ratings yet
- Separacin de Coloes PhotoshopDocument2 pagesSeparacin de Coloes PhotoshopAllen CardonaNo ratings yet
- Tips para Visualizacion Mas Rapida Del Render (Ingles)Document4 pagesTips para Visualizacion Mas Rapida Del Render (Ingles)alfonso manosalvaNo ratings yet
- Laser GRBL Software InstructionDocument12 pagesLaser GRBL Software InstructionAhmet ÖzbeyNo ratings yet
- Resolution Digital vs. AnalogDocument5 pagesResolution Digital vs. AnalogAnonymous YoF1nHvRNo ratings yet
- Scanning Guide - How To Produce Optimal 2D Gel ImagesDocument24 pagesScanning Guide - How To Produce Optimal 2D Gel ImagesClebing100% (1)
- 3D WorshopDocument66 pages3D Worshopjohn doeNo ratings yet
- DE:Noise Is A Tool That Removes Excessive Noise Out of An Image Sequence. DE:NoiseDocument18 pagesDE:Noise Is A Tool That Removes Excessive Noise Out of An Image Sequence. DE:NoiseImagen StylesNo ratings yet
- Inkscape Laser Plug-InDocument26 pagesInkscape Laser Plug-InprezimeNo ratings yet
- EE 604 Image ProcessingDocument15 pagesEE 604 Image Processingmuskan agarwalNo ratings yet
- Rendering With IronCADDocument22 pagesRendering With IronCADpabs2604No ratings yet
- Subsurface Scattering For Poser 3DDocument19 pagesSubsurface Scattering For Poser 3DyarivtalNo ratings yet
- Top Ten Secrets v3Document19 pagesTop Ten Secrets v3fajaruddinNo ratings yet
- Top Ten Secrets v3Document19 pagesTop Ten Secrets v3rizkipraNo ratings yet
- GIMP - Reducing CCD NoiseDocument6 pagesGIMP - Reducing CCD NoiseDragan StanisavljevicNo ratings yet
- Photoshop CS5 - Upscaling: Enlarge Your Images The Right WayDocument5 pagesPhotoshop CS5 - Upscaling: Enlarge Your Images The Right WayNoor AdzlizawatiNo ratings yet
- (Ebook) - 3ds Max Glass MaterialDocument4 pages(Ebook) - 3ds Max Glass MaterialUchith IdunilNo ratings yet
- Blur-Aware Image Downsampling With NotesDocument48 pagesBlur-Aware Image Downsampling With NotesMatthew TrentacosteNo ratings yet
- Never Been This Easy!: Engraving HasDocument8 pagesNever Been This Easy!: Engraving Hasjustdoit1212No ratings yet
- Adjusting Sharpness: Image Previews at 100%, 75%, 50%, 25% or 12.5%Document4 pagesAdjusting Sharpness: Image Previews at 100%, 75%, 50%, 25% or 12.5%Don Willy BabaNo ratings yet
- Rapid Manufacturing Process OptimizationDocument30 pagesRapid Manufacturing Process OptimizationNishant MayekarNo ratings yet
- A2 SizeDocument3 pagesA2 SizeShiena BeasonNo ratings yet
- Practical Implementation of SH Lighting and HDR Rendering Full-LengthDocument154 pagesPractical Implementation of SH Lighting and HDR Rendering Full-Lengtha wNo ratings yet
- Multimedia Systems-L4Document26 pagesMultimedia Systems-L4Abdelrhman AhmedNo ratings yet
- Using Graphics In Books: The Reflowable EditionFrom EverandUsing Graphics In Books: The Reflowable EditionRating: 1 out of 5 stars1/5 (1)
- Budi Utomo Materi Kelas XiiDocument21 pagesBudi Utomo Materi Kelas XiiMashita ZamidaNo ratings yet
- Lesson Plan Grade 7 TLEDocument9 pagesLesson Plan Grade 7 TLEDeyan MaghanoyNo ratings yet
- Saugerties Artists Map 2011Document2 pagesSaugerties Artists Map 2011Daily FreemanNo ratings yet
- Adjusting Sharpness: Image Previews at 100%, 75%, 50%, 25% or 12.5%Document4 pagesAdjusting Sharpness: Image Previews at 100%, 75%, 50%, 25% or 12.5%Don Willy BabaNo ratings yet
- Activity 3.2: Applying The Basics of Image Editing and Photo EffectsDocument6 pagesActivity 3.2: Applying The Basics of Image Editing and Photo Effectsapi-395979053No ratings yet
- Presbyopia: Prevalence, Impact, and InterventionsDocument2 pagesPresbyopia: Prevalence, Impact, and InterventionsMichaelWasuwayNo ratings yet
- Bowens Illumitran 3Document22 pagesBowens Illumitran 3vicentolueNo ratings yet
- GoldenretrieverDocument6 pagesGoldenretrieverTobias-Andreas DietzelNo ratings yet
- Titania SlidesCarnivalDocument30 pagesTitania SlidesCarnivalShiela Mae BautistaNo ratings yet
- Fire Fighting PowerPoint TemplatesDocument48 pagesFire Fighting PowerPoint TemplatesRizky Ardiansyah WidjayaNo ratings yet
- EEE6218 Visual Information Processing (VIP) : Topic 01: Digital ImagingDocument71 pagesEEE6218 Visual Information Processing (VIP) : Topic 01: Digital ImagingdialauchennaNo ratings yet
- Latihan PTS PEC Pamulang 1,2Document2 pagesLatihan PTS PEC Pamulang 1,2Pec Pamulang 1No ratings yet
- Dip 4Document147 pagesDip 4gigabyte1812No ratings yet
- Optical Dispensing Coding Module 1119Document35 pagesOptical Dispensing Coding Module 1119AmigoVideoLogsNo ratings yet
- Creative Idea Bulb PowerPoint TemplateDocument37 pagesCreative Idea Bulb PowerPoint TemplateRevanty IryaniNo ratings yet
- Principles of Design and Elements of ArtsDocument30 pagesPrinciples of Design and Elements of ArtsfdsfdNo ratings yet
- PDF 20221025 070832 0000Document9 pagesPDF 20221025 070832 0000Paulina MarchioniNo ratings yet
- 11 Tips To Help You Master Candid Photography: PhotzyDocument35 pages11 Tips To Help You Master Candid Photography: PhotzyDionysis AssimacopoulosNo ratings yet
- Raider R Fu150 ClassicDocument10 pagesRaider R Fu150 ClassicPablo Escobar0% (1)
- Dr. Junaid Faisal WazirDocument10 pagesDr. Junaid Faisal Waziryasir iqbalNo ratings yet
- FLIR TG267 DatasheetDocument2 pagesFLIR TG267 DatasheetMathiasNo ratings yet
- Nathaniel SlidesCarnivalDocument43 pagesNathaniel SlidesCarnivalPatrícia SodréNo ratings yet
- Week#15Document11 pagesWeek#15Zia MughalNo ratings yet
- Canon Tele 6 说明书Document40 pagesCanon Tele 6 说明书taoershaNo ratings yet
- What Is 3D Technology? Technology Used To Study 3 Dimensions of Any ObjectDocument19 pagesWhat Is 3D Technology? Technology Used To Study 3 Dimensions of Any Objectshyam ranaNo ratings yet
- George Chris (Ed.) - Landscape Photography Made EasyDocument228 pagesGeorge Chris (Ed.) - Landscape Photography Made EasyAnony100% (2)
- Intoducing Product: Coco Peat Batok Kelapa Minyak SerehDocument46 pagesIntoducing Product: Coco Peat Batok Kelapa Minyak SerehMohamadFatihRidwanMangkudewoNo ratings yet
- Tes Bahasa InggrisDocument19 pagesTes Bahasa Inggrissitifadilla2402No ratings yet
- Tabilog, RonniePhoto Imaging and PostprocessingDocument60 pagesTabilog, RonniePhoto Imaging and PostprocessingRonnie SesslerNo ratings yet
- Landsat Multispectral ScannerDocument3 pagesLandsat Multispectral ScannerSyarif HidayatullahNo ratings yet