Download as pdf or txt
You might also like
- TABLE 100.12.1 Bolt-Torque Values For Electrical Connections US Standard Fasteners Heat-Treated Steel - Cadmium or Zinc PlatedDocument3 pagesTABLE 100.12.1 Bolt-Torque Values For Electrical Connections US Standard Fasteners Heat-Treated Steel - Cadmium or Zinc PlatedKennedy VasconezNo ratings yet
- Astm C1397-13Document9 pagesAstm C1397-13Boz Van DuynNo ratings yet
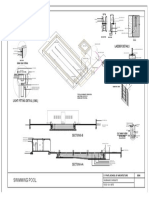
- Swimming Pool 3Document1 pageSwimming Pool 3Arpit Jain100% (1)
- High Strength Lightweight Aggregate Concrete Using Blended Coarse Lightweight Aggregate Origin From Palm Oil IndustryDocument9 pagesHigh Strength Lightweight Aggregate Concrete Using Blended Coarse Lightweight Aggregate Origin From Palm Oil IndustryHafidh HabibiNo ratings yet
- Copper Slag As Sand Replacement For HighDocument6 pagesCopper Slag As Sand Replacement For HighANURAG CHAUHANNo ratings yet
- The Use of Blast Furnace Slag As A Supplementary CDocument13 pagesThe Use of Blast Furnace Slag As A Supplementary CCivil manNo ratings yet
- JINDALDocument7 pagesJINDALDivya SharmaNo ratings yet
- (IJETA-V10I6P2) :deepram Meena, Mohsin Khan Agwan, Hemant Kumar SainDocument5 pages(IJETA-V10I6P2) :deepram Meena, Mohsin Khan Agwan, Hemant Kumar SainIJETA - EighthSenseGroupNo ratings yet
- Studies On Relationship Between Water/Binder Ratio and Compressive Strength of High Volume Fly Ash ConcreteDocument8 pagesStudies On Relationship Between Water/Binder Ratio and Compressive Strength of High Volume Fly Ash ConcreteAJER JOURNALNo ratings yet
- 2018serie de Conferencias IOP Ciencia e Ingeniera de MaterialesDocument10 pages2018serie de Conferencias IOP Ciencia e Ingeniera de MaterialesLesly Torres ZavaletaNo ratings yet
- Evaluation of The Impact of Short-Term Aging On Volumetric and Marshall Properties of Palm Oil Clinker Fine Modified Asphalt Concrete (Pocf-Mac)Document12 pagesEvaluation of The Impact of Short-Term Aging On Volumetric and Marshall Properties of Palm Oil Clinker Fine Modified Asphalt Concrete (Pocf-Mac)Cesar Idrogo MontalvoNo ratings yet
- 2014-09-01 - Microstructure and Properties of Concrete Using Bottom Ash and Waste - Construction and Building MaterialsDocument14 pages2014-09-01 - Microstructure and Properties of Concrete Using Bottom Ash and Waste - Construction and Building MaterialsRoxy MansNo ratings yet
- Effect of Rice Husk On Compressive Strength of Concrete: Naveen, Sumit Bansal and Yogender AntilDocument7 pagesEffect of Rice Husk On Compressive Strength of Concrete: Naveen, Sumit Bansal and Yogender AntilShanthakumar NivoshanNo ratings yet
- EIJCSE4030Document9 pagesEIJCSE4030Rishab SahaNo ratings yet
- Combine Effect of Rice Husk Ash and Fly Ash On Concrete by 30% Cement ReplacementDocument10 pagesCombine Effect of Rice Husk Ash and Fly Ash On Concrete by 30% Cement ReplacementMuhammad BasitNo ratings yet
- Construction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. RamliDocument16 pagesConstruction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. Ramlijaysern7No ratings yet
- Eng-Green Concrete Efficient and Eco-Friendly-Chirag GargDocument6 pagesEng-Green Concrete Efficient and Eco-Friendly-Chirag GargImpact JournalsNo ratings yet
- Un Estudio de La Resistencia A La Compresión Del Hormigón PorDocument10 pagesUn Estudio de La Resistencia A La Compresión Del Hormigón PorgNo ratings yet
- Sustainable ConcreteDocument18 pagesSustainable Concretealexcarere181No ratings yet
- The Effect of Partial Replacement of Nigerian Portland Limestone Cement With Rice Husk Ash Agricultural Waste in ConcreteDocument7 pagesThe Effect of Partial Replacement of Nigerian Portland Limestone Cement With Rice Husk Ash Agricultural Waste in ConcreteazapNo ratings yet
- Strength Characteristics of Concrete Using Eco-Friendly MaterialsDocument5 pagesStrength Characteristics of Concrete Using Eco-Friendly MaterialsSai KittiNo ratings yet
- Binary and Quaternary Blends in High Strength ConcreteDocument5 pagesBinary and Quaternary Blends in High Strength ConcreteKalashNo ratings yet
- Properties of Green Concrete Mix by Concurrent Use of Fly Ash and Quarry DustDocument7 pagesProperties of Green Concrete Mix by Concurrent Use of Fly Ash and Quarry DustIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Wood Ash 18Document19 pagesWood Ash 18r;rNo ratings yet
- Studies On Utilization of Fly Ash and Rice Husk Ash in ConcreteDocument5 pagesStudies On Utilization of Fly Ash and Rice Husk Ash in ConcreteerpublicationNo ratings yet
- Rice Husk Ash Sandcrete Block As Low Cost Building Material: S.P.SangeethaDocument4 pagesRice Husk Ash Sandcrete Block As Low Cost Building Material: S.P.SangeethaMirza AfrianNo ratings yet
- Synergistic Effect On Ternary Blended Cementitious SystemDocument30 pagesSynergistic Effect On Ternary Blended Cementitious SystemEditor IJTSRDNo ratings yet
- Bamboo As A Building MaterialDocument56 pagesBamboo As A Building MaterialMahesh KoppakaNo ratings yet
- Chapter 2Document74 pagesChapter 2Okechukwu Obi KingsleyNo ratings yet
- Utilization of Fly Ash and Lime in PPC Concrete: Sudhir Kumar, Dr. Vikash Srivastava, Dr. V.C. AgarwalDocument4 pagesUtilization of Fly Ash and Lime in PPC Concrete: Sudhir Kumar, Dr. Vikash Srivastava, Dr. V.C. AgarwalerpublicationNo ratings yet
- Pravina K. Gunasekaran Et Al., 2023 InglesDocument9 pagesPravina K. Gunasekaran Et Al., 2023 InglesLuanna CamposNo ratings yet
- Use of Incineration Solid Waste Bottom Ash As CemeDocument7 pagesUse of Incineration Solid Waste Bottom Ash As CemeARIANA EMMA IRENE BENAVIDES GAMARRANo ratings yet
- Polymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteDocument31 pagesPolymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteAmanda Camejo CoronaNo ratings yet
- Materials 16 07009Document15 pagesMaterials 16 07009Christian RAMADJINo ratings yet
- 1 s2.0 S0950061823037674 MainDocument11 pages1 s2.0 S0950061823037674 Mainguirv03No ratings yet
- Evaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberDocument6 pagesEvaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberSaad IlyasNo ratings yet
- Rice Husk Ash A ReviewDocument13 pagesRice Husk Ash A ReviewAbdulkadir AdamNo ratings yet
- 1 s2.0 S2214785321043546 MainDocument9 pages1 s2.0 S2214785321043546 MainMANISHA SURVENo ratings yet
- Replacement of Cement Using Fly AshDocument22 pagesReplacement of Cement Using Fly Ashkaushal yadavNo ratings yet
- High Performance Concrete Using Quaternary BlendDocument5 pagesHigh Performance Concrete Using Quaternary BlendIJIRAENo ratings yet
- Experimental Study On Properties of Cement With RHA As Replacement in ConcreteDocument6 pagesExperimental Study On Properties of Cement With RHA As Replacement in ConcreteDivya TadepalliNo ratings yet
- Evaluation of Sustainable Green Concrete With Partial Replacement of Cement by Banana Leaf Powder and Cattle Bone PowderDocument4 pagesEvaluation of Sustainable Green Concrete With Partial Replacement of Cement by Banana Leaf Powder and Cattle Bone PowderJeriel PacerNo ratings yet
- Singhal D2018 (Alccofine)Document10 pagesSinghal D2018 (Alccofine)swathi manianNo ratings yet
- 13 50 PDFDocument18 pages13 50 PDFraviteja036No ratings yet
- Granite Powder ConcreteDocument7 pagesGranite Powder ConcreteAdityaNo ratings yet
- Impact of Waste Engine Oil and Fly Ash On Concrete Composition and Engineering PropertiesDocument7 pagesImpact of Waste Engine Oil and Fly Ash On Concrete Composition and Engineering PropertiesEditor IJTSRDNo ratings yet
- Effecte of Fly Ash as a Sustainable Material on LiDocument18 pagesEffecte of Fly Ash as a Sustainable Material on Lianunciano GuterresNo ratings yet
- 3) Ijret20170608008Document4 pages3) Ijret20170608008SOMNo ratings yet
- Experimental Study To Check The Effect of Egg Shell Powder and Rice Husk Ash On The Property of Concrete IJERTCONV4IS33002Document5 pagesExperimental Study To Check The Effect of Egg Shell Powder and Rice Husk Ash On The Property of Concrete IJERTCONV4IS33002Arun anandNo ratings yet
- 7-An Experimental Investigation On Concrete Paver Block by UsingDocument11 pages7-An Experimental Investigation On Concrete Paver Block by UsinglafryNo ratings yet
- D8053118419 PDFDocument7 pagesD8053118419 PDFJeriel PacerNo ratings yet
- Partial Replacement of ConcreteDocument12 pagesPartial Replacement of ConcreteGbenge JoshuaNo ratings yet
- Study On Strength and Durability of Cellular Cement-Fly Ash BlocksDocument6 pagesStudy On Strength and Durability of Cellular Cement-Fly Ash BlocksDaniela BaqueroNo ratings yet
- Ajib 16 (Q3)Document12 pagesAjib 16 (Q3)NuriyahNo ratings yet
- Chinnu, 2022Document18 pagesChinnu, 2022anggi harahapNo ratings yet
- Experimental Investigation On Rice Husk Ash As Cement Replacement On Concrete ProductionDocument10 pagesExperimental Investigation On Rice Husk Ash As Cement Replacement On Concrete ProductionazapNo ratings yet
- Geo 28Document14 pagesGeo 28jahremade jahremadeNo ratings yet
- A Study On Effect of Fly Ash and Glass Powder On The Compressive Strength and Permeability of ConcreteDocument8 pagesA Study On Effect of Fly Ash and Glass Powder On The Compressive Strength and Permeability of ConcreteArul RajNo ratings yet
- Strength and Durability of Mortar and Concrete Containing Rice Husk Ash: A ReviewDocument15 pagesStrength and Durability of Mortar and Concrete Containing Rice Husk Ash: A ReviewmahmoodNo ratings yet
- Construction and Building Materials: Turhan Bilir, Osman Gencel, Ilker Bekir TopcuDocument8 pagesConstruction and Building Materials: Turhan Bilir, Osman Gencel, Ilker Bekir TopcukanomasiNo ratings yet
- Final-Manuscript Group1Document15 pagesFinal-Manuscript Group1jerico mangalindanNo ratings yet
- Effective Utilization of Rice Husk Ash by Partial Replacement of CementDocument43 pagesEffective Utilization of Rice Husk Ash by Partial Replacement of CementSharathBanakar50% (2)
- Advances in Materials Science for Environmental and Energy Technologies VIFrom EverandAdvances in Materials Science for Environmental and Energy Technologies VITatsuki OhjiNo ratings yet
- Stainless Series S118-4 or S6118-4 (Globe), S1118-4 or S61118-4 (Angle) Specification SheetDocument1 pageStainless Series S118-4 or S6118-4 (Globe), S1118-4 or S61118-4 (Angle) Specification SheetWattsNo ratings yet
- Kecepatan Potong Material Pahat HSS Pahat Carbida Halus Kasar Halus KasarDocument42 pagesKecepatan Potong Material Pahat HSS Pahat Carbida Halus Kasar Halus KasartrisnaNo ratings yet
- Conduit Bushings For Rigid Metal Conduit and IMC: Applications Features Material/Finish Certifications and CompliancesDocument1 pageConduit Bushings For Rigid Metal Conduit and IMC: Applications Features Material/Finish Certifications and CompliancesJosé TimanáNo ratings yet
- Durbar Floor Plate (Corus) .Document12 pagesDurbar Floor Plate (Corus) .Stuart GoodswenNo ratings yet
- Poly V PulleysDocument12 pagesPoly V Pulleyskevin YachaNo ratings yet
- Hand Lay UpDocument29 pagesHand Lay UpRavendran Krishnan100% (2)
- Wqt-Visual-Mag - BS 2Document24 pagesWqt-Visual-Mag - BS 2KyNo ratings yet
- Swagelok Biopharm Fittings BrochureDocument12 pagesSwagelok Biopharm Fittings BrochureBobby LewisNo ratings yet
- ASME IX Changes 2003 PDFDocument5 pagesASME IX Changes 2003 PDFRaul Humberto Mora VillamizarNo ratings yet
- Problade Ultra: Product Information Technical Data Sheet ForDocument3 pagesProblade Ultra: Product Information Technical Data Sheet ForEldhose ChackochanNo ratings yet
- Spesifikasi Tehnik Lift Menara PandangDocument6 pagesSpesifikasi Tehnik Lift Menara PandangNasrullah STNo ratings yet
- Surface Box On Field or Verges Surface Box On Paved Roads Plan ViewDocument1 pageSurface Box On Field or Verges Surface Box On Paved Roads Plan ViewAbdelmoneimNo ratings yet
- Thesis FinalDocument95 pagesThesis FinalTom Chandler100% (2)
- Labdhi MFG LLP - Corporate PresentationDocument18 pagesLabdhi MFG LLP - Corporate PresentationShyam SundarNo ratings yet
- Manual Pinch Valves BrochureDocument9 pagesManual Pinch Valves BrochureVenkatesh GangadharNo ratings yet
- 2 67 1587621735 6ijmperdjun20206Document10 pages2 67 1587621735 6ijmperdjun20206TJPRC PublicationsNo ratings yet
- Bhunga - 3Document19 pagesBhunga - 3MARY ALEX STUDENT - ARCHNo ratings yet
- Precision Grouting of TurbomachineryDocument16 pagesPrecision Grouting of TurbomachineryReyes SanchezNo ratings yet
- Structural Engineering Design Criteria PDFDocument36 pagesStructural Engineering Design Criteria PDFmhergonzalesNo ratings yet
- 04 Steam TrapsDocument8 pages04 Steam TrapsJoshua Balaram RaoNo ratings yet
- Tender B - Architectural SpecficationsDocument188 pagesTender B - Architectural SpecficationsJe M'appelle NofreNo ratings yet
- Lining Railway Tunnels - 2012 - : Section/Article DescriptionDocument8 pagesLining Railway Tunnels - 2012 - : Section/Article DescriptionMike2322No ratings yet
- Fittings and ValvesDocument6 pagesFittings and ValvesRheina lean ayoNo ratings yet
- Block Works & Plastering DraftDocument4 pagesBlock Works & Plastering DraftEljo AndsNo ratings yet
- (Article) Absolute Cheapskate Way To Start Making KnivesDocument17 pages(Article) Absolute Cheapskate Way To Start Making Knivesalquimico8No ratings yet
- Dizayn General Product ListDocument29 pagesDizayn General Product ListAlan Nur Maulana YusufNo ratings yet
- Electrodeposited Copper For Engineering UsesDocument4 pagesElectrodeposited Copper For Engineering UsesVatsalNo ratings yet