
Professional Documents
Culture Documents
Design-Integrated Process Planner For Rebar Placement
Design-Integrated Process Planner For Rebar Placement
Uploaded by
Serge BCopyright:
Available Formats
You might also like
- JD Drive User ManualDocument81 pagesJD Drive User ManualDaniela Salvador50% (2)
- Conceptual Structural Design in SeedDocument8 pagesConceptual Structural Design in SeedCemile Gül GürcanNo ratings yet
- Applications of Artificial Intelligence Techniques To Componentâ Based Modular Building DesignDocument20 pagesApplications of Artificial Intelligence Techniques To Componentâ Based Modular Building DesignAlberto Astorayme ValenzuelaNo ratings yet
- Caseâ Based Preliminary Building Design PDFDocument15 pagesCaseâ Based Preliminary Building Design PDFAlberto Astorayme ValenzuelaNo ratings yet
- Assembly For Die MakingDocument11 pagesAssembly For Die MakingbinhleeNo ratings yet
- AVEVA Assembly PlanningDocument2 pagesAVEVA Assembly PlanningRodrigo E. PatriciaNo ratings yet
- Article - Designing Sand Cores and ToolingDocument4 pagesArticle - Designing Sand Cores and ToolingroyhanNo ratings yet
- AVEVA Assembly PlanningDocument2 pagesAVEVA Assembly PlanningJuan Ribeiro ReisNo ratings yet
- Multiobjective Design Optimization of Building SpaDocument19 pagesMultiobjective Design Optimization of Building SpadiablopapanatasNo ratings yet
- A Design Expert System For Auto-Routing of Ship Pipes: Sang-Seob Kang, Sehyun Myung and Soon-Hung HanDocument9 pagesA Design Expert System For Auto-Routing of Ship Pipes: Sang-Seob Kang, Sehyun Myung and Soon-Hung HanCua TranNo ratings yet
- Preisinger (2014) - Karamba - A Toolkit For Parametric Structural Design PDFDocument5 pagesPreisinger (2014) - Karamba - A Toolkit For Parametric Structural Design PDFcelestinodl736No ratings yet
- BIM-Based Simulator For Rebar PlacementDocument10 pagesBIM-Based Simulator For Rebar PlacementDF EderNo ratings yet
- Abourizk Song 2005 Quantifying Engineering Project Scope For Productivity ModelingDocument8 pagesAbourizk Song 2005 Quantifying Engineering Project Scope For Productivity ModelingBowen FuNo ratings yet
- Equipment and Piping LayoutDocument39 pagesEquipment and Piping LayoutlaxminarayanNo ratings yet
- 19 Equipment and Piping LayoutDocument39 pages19 Equipment and Piping LayoutShaik SameeruddinNo ratings yet
- Art 2Document17 pagesArt 2JESUS ANTONY MEDINA LOAIZANo ratings yet
- An Introduction To The Structural Carbon ToolDocument2 pagesAn Introduction To The Structural Carbon ToolSamer el AssaadNo ratings yet
- Connecting Design+Construction SmartMarket Brief (2017)Document30 pagesConnecting Design+Construction SmartMarket Brief (2017)hayberguevaraNo ratings yet
- Karamba A Toolkit For Parametric Structural DesignDocument6 pagesKaramba A Toolkit For Parametric Structural DesignCarl WillNo ratings yet
- Conceptofjigandfixturedesign AreviewDocument7 pagesConceptofjigandfixturedesign Areviewsahrul hofurNo ratings yet
- Keywords Submission (28.01.2022)Document1 pageKeywords Submission (28.01.2022)design sem7No ratings yet
- Design Requires A Systematic Methodology, Planning,: TechnicalDocument8 pagesDesign Requires A Systematic Methodology, Planning,: Technicaladamaso09No ratings yet
- Minimize Waste RateDocument12 pagesMinimize Waste RateFia PutriNo ratings yet
- Semi Automated Site Equipment Selection and Configurati - 2018 - Advanced EngineDocument13 pagesSemi Automated Site Equipment Selection and Configurati - 2018 - Advanced EngineNur Najiyyah Binti Mohd Shahri MalekNo ratings yet
- Structural: Guyana International Cricket Stadium, ProvidenceDocument13 pagesStructural: Guyana International Cricket Stadium, ProvidencevijaykumarzNo ratings yet
- Ivson Et Al. - 2017 - CasCADe A Novel 4D Visualization System For Virtual Construction PlanningDocument11 pagesIvson Et Al. - 2017 - CasCADe A Novel 4D Visualization System For Virtual Construction PlanningRodrigoCifuentesNo ratings yet
- Optimal Layout Planning For Human Robot Collaborative As - 2024 - Expert SystemsDocument17 pagesOptimal Layout Planning For Human Robot Collaborative As - 2024 - Expert SystemsPhi MaiNo ratings yet
- 31 An Exploratory Model On The Usability of A Prototyping PR 2017 Automation inDocument12 pages31 An Exploratory Model On The Usability of A Prototyping PR 2017 Automation inÐânĩĕl JøŚĕ CäŚŧrø ÂrïźăNo ratings yet
- (Asce) 0733-9445 (1998) 124 12 (1375)Document43 pages(Asce) 0733-9445 (1998) 124 12 (1375)sepehrNo ratings yet
- Ediol 2006nov29 Tool Esl Ta 01Document3 pagesEdiol 2006nov29 Tool Esl Ta 01Kharis NugrahaNo ratings yet
- Facilitating Mechanical Design With Augmented Reality: Poh, Y. L., Nee, A. Y. C., Youcef-Toumi, K., Ong, S. KDocument5 pagesFacilitating Mechanical Design With Augmented Reality: Poh, Y. L., Nee, A. Y. C., Youcef-Toumi, K., Ong, S. KThe DesiNo ratings yet
- AVEVA Hull Structural PDFDocument4 pagesAVEVA Hull Structural PDFDanilo ContrerasNo ratings yet
- Friedrich 2013Document8 pagesFriedrich 2013Matheus CabezasNo ratings yet
- Expert System For The Process Sequence Design of A Ball StudDocument7 pagesExpert System For The Process Sequence Design of A Ball StudAngello CristianNo ratings yet
- AnOverviewofHardware SoftwareCodesign PurvisFrankeDocument5 pagesAnOverviewofHardware SoftwareCodesign PurvisFrankeswapna revuriNo ratings yet
- Constructability Analysis - Machine Learning ApproachDocument9 pagesConstructability Analysis - Machine Learning ApproachAlberto Astorayme ValenzuelaNo ratings yet
- Bentley Microstation Generative ComponentsDocument2 pagesBentley Microstation Generative ComponentsGeorge HonciugNo ratings yet
- Commissioning and Startup - Increase Certainty Through Advanced PlanningDocument5 pagesCommissioning and Startup - Increase Certainty Through Advanced PlanningBramJanssen76100% (2)
- Design and Analysis of Chourasia Sapphire Building Using EtabsDocument5 pagesDesign and Analysis of Chourasia Sapphire Building Using EtabsTulsi LakhaniNo ratings yet
- Concrete and ComputerDocument4 pagesConcrete and ComputerArlandooNo ratings yet
- DB DynamicsDocument6 pagesDB DynamicsViniciusNo ratings yet
- TimeDocument14 pagesTimekirt wirk skythomasNo ratings yet
- Design CodesDocument4 pagesDesign Codesmichael18071972No ratings yet
- Elhaddad Et Al 2015 Bim Standards For Automated Bem Structural Analysis and Design of RC PlatesDocument17 pagesElhaddad Et Al 2015 Bim Standards For Automated Bem Structural Analysis and Design of RC Platessam.looNo ratings yet
- Geometric-Based Reasoning System For Project Planning by A. A. Morad, Associate Member, ASCE, and Y. J. Beliveau, 2 Member, ASCEDocument20 pagesGeometric-Based Reasoning System For Project Planning by A. A. Morad, Associate Member, ASCE, and Y. J. Beliveau, 2 Member, ASCEHery AgustianNo ratings yet
- Excel Management of Daily Progress in A Construction Project of Multiple Apartment BuildingsDocument1 pageExcel Management of Daily Progress in A Construction Project of Multiple Apartment Buildingskamlesh0106No ratings yet
- Cast-Designer For High Pressure Die CastingDocument4 pagesCast-Designer For High Pressure Die CastingXIAOJUN YANGNo ratings yet
- FRAMECAD Ebook - Leading by Design (UK) 2017 PDFDocument21 pagesFRAMECAD Ebook - Leading by Design (UK) 2017 PDFVengatesh Hari100% (1)
- Application of Systems Engineering To Subsea DevelopmentDocument18 pagesApplication of Systems Engineering To Subsea DevelopmentFernando BorguettiNo ratings yet
- Mass Timber Cost and Design Optimization ChecklistsDocument12 pagesMass Timber Cost and Design Optimization Checklistssant1411No ratings yet
- C Tech BIM SchinlerNelson Dec 081Document3 pagesC Tech BIM SchinlerNelson Dec 081Suno AliNo ratings yet
- Cased Based Design Journal 1Document29 pagesCased Based Design Journal 1MilkyNo ratings yet
- CubeSatSystems IEEEAero13 FinalDocument10 pagesCubeSatSystems IEEEAero13 FinalHugo AranhaNo ratings yet
- Structure March 2019 MagazineDocument68 pagesStructure March 2019 MagazineMatumbi Naito100% (1)
- Expert Systems With Applications: Wen-Chin Chen, Yung-Yuan Hsu, Ling-Feng Hsieh, Pei-Hao TaiDocument11 pagesExpert Systems With Applications: Wen-Chin Chen, Yung-Yuan Hsu, Ling-Feng Hsieh, Pei-Hao Taipnjohn2822No ratings yet
- 10 Appendix RS Means Assemblies Cost EstimationDocument12 pages10 Appendix RS Means Assemblies Cost Estimationshahbazi.amir15No ratings yet
- Literature ListDocument22 pagesLiterature ListGudiya PanditNo ratings yet
- IT-propelled Value Engineering in Construction: Point of ViewDocument5 pagesIT-propelled Value Engineering in Construction: Point of Viewratheejan1989No ratings yet
- Materials Today: Proceedings: C. Shiva Bala Chandra Mouli, Sudheer D. Kulkarni, S. DeepakDocument6 pagesMaterials Today: Proceedings: C. Shiva Bala Chandra Mouli, Sudheer D. Kulkarni, S. DeepakRakesh NNo ratings yet
- Automated Structural Optimization GNNDocument16 pagesAutomated Structural Optimization GNNsumit sahaNo ratings yet
- Robotics and Automation in Construction IndustryDocument9 pagesRobotics and Automation in Construction IndustrySerge BNo ratings yet
- Application of Assistive Wearable Robotics To Alleviate Construction Workforce Shortage Challenges and OpportunitiesDocument8 pagesApplication of Assistive Wearable Robotics To Alleviate Construction Workforce Shortage Challenges and OpportunitiesSerge BNo ratings yet
- Human Factors in Introducing On Site Construction AutomationDocument12 pagesHuman Factors in Introducing On Site Construction AutomationSerge BNo ratings yet
- UC Berkeley's Master of Information and Data Science - Delivered OnlineDocument2 pagesUC Berkeley's Master of Information and Data Science - Delivered OnlineSerge BNo ratings yet
- Digital Twin For Optical CommunicationDocument6 pagesDigital Twin For Optical CommunicationSerge BNo ratings yet
- Digital Twins: State of The Art Theory and Practice, Challenges, and Open Research QuestionsDocument19 pagesDigital Twins: State of The Art Theory and Practice, Challenges, and Open Research QuestionsSerge BNo ratings yet
- Stochastic Computation Offloading in Digital Twins - 2011.08430Document10 pagesStochastic Computation Offloading in Digital Twins - 2011.08430Serge BNo ratings yet
- Week 10Document1 pageWeek 10Serge BNo ratings yet
- Opel EngDocument26 pagesOpel EngalmircelebicNo ratings yet
- HSBCDocument3 pagesHSBCOmid PtokNo ratings yet
- The Tropos Software Development Methodology: Processes, Models and DiagramsDocument11 pagesThe Tropos Software Development Methodology: Processes, Models and Diagramsyossef. kassayNo ratings yet
- Gpon and OpticalDocument67 pagesGpon and Opticalkhanhvt50No ratings yet
- BACnet Energy MeterDocument5 pagesBACnet Energy MeterSophia SmithNo ratings yet
- Queuing ModelDocument25 pagesQueuing ModelPrincess Darlyn AlimagnoNo ratings yet
- CV CarlosDelgado BlackBeltSixSigma EnglishDocument5 pagesCV CarlosDelgado BlackBeltSixSigma EnglishKArina Calle RiveraNo ratings yet
- Preventive Maintenance Air FranceDocument4 pagesPreventive Maintenance Air FranceMarta MilicNo ratings yet
- Service Catalog Jython ValidationDocument7 pagesService Catalog Jython Validationyerberos86No ratings yet
- Electrical Design Engineer ResumeDocument2 pagesElectrical Design Engineer ResumeMukesh KumarNo ratings yet
- Statistics WikiDocument118 pagesStatistics WikisandhyaNo ratings yet
- Computational Thinking and Tinkering PDFDocument13 pagesComputational Thinking and Tinkering PDFJaime Lozano BNo ratings yet
- EM1C1NA21 Operator Manual EX80-5Document241 pagesEM1C1NA21 Operator Manual EX80-5Craig DawkinsNo ratings yet
- TreasuryDM1 2 MainDocument2 pagesTreasuryDM1 2 MainbalasukNo ratings yet
- GHGHDocument1 pageGHGHeko prastyoNo ratings yet
- BCOM CADepartment ProfileDocument35 pagesBCOM CADepartment ProfileDeepan KumarNo ratings yet
- Scandence: QR Code Based Attendance Management SystemDocument11 pagesScandence: QR Code Based Attendance Management SystemKaustubh SawantNo ratings yet
- Infix To Postfix and PrefixDocument10 pagesInfix To Postfix and PrefixPushkar Dua100% (2)
- Informatica Power Exchange Architecture PDFDocument24 pagesInformatica Power Exchange Architecture PDFDacalty Dac50% (2)
- 3D MODELING (Level - 2)Document14 pages3D MODELING (Level - 2)SumanNo ratings yet
- Chap-4 Field Effect TransistorDocument18 pagesChap-4 Field Effect Transistorbiruk satnawNo ratings yet
- Chapter 1: INTRODUCTION: 1.1 GeneralDocument40 pagesChapter 1: INTRODUCTION: 1.1 GeneralVishwajitNo ratings yet
- ACPIspec 40 ADocument717 pagesACPIspec 40 ABhargav ReddyNo ratings yet
- Tensorflow, Keras and Deep LearningDocument51 pagesTensorflow, Keras and Deep LearningrossNo ratings yet
- Lesson 11 Multiple Linear RegressionDocument35 pagesLesson 11 Multiple Linear RegressionbatmaninclashNo ratings yet
- 61863e Ladder Language Programming ManualDocument40 pages61863e Ladder Language Programming ManualSang Nguyễn BáNo ratings yet
- Fidic Procurement ProceduresDocument175 pagesFidic Procurement ProceduresBVS NAGABABU100% (1)
- Final Examination: This Is A Closed Book, Closed Notes, No Calculator ExamDocument10 pagesFinal Examination: This Is A Closed Book, Closed Notes, No Calculator Exambunty daNo ratings yet
- TBC ResourcesDocument49 pagesTBC Resourcesyuri Paul Castañeda BaldaNo ratings yet

































































































Design-Integrated Process Planner For Rebar Placement
Design-Integrated Process Planner For Rebar Placement
Uploaded by
Serge BOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Design-Integrated Process Planner For Rebar Placement
Design-Integrated Process Planner For Rebar Placement
Uploaded by
Serge BCopyright:
Available Formats
DESIGN-INTEGRATED PROCESS PLANNER FOR
REBAR PLACEMENT
By Md. SalimI and Leonhard E. Bernold,2 Member, ASCE
ABSTRACT: To remain competitive in the global market, the u.s. construction industry
is looking at drastic productivity increases. In recent years, developments in reinforced-
concrete construction have been rapid and sweeping. Therefore, reinforced-concrete
construction is an area of construction in which improvements in work methods and labor
efficiency could result in major cost savings. The placement of reinforcing bars (rebar)
is an integral part of this type of construction. This is an assembly-type operation with
fabricated rebar being placed and tied one by one. Process-oriented intelligent planning
for the placement of rebar aims to automate development of detailed plans that depict
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
the assembly sequences of individual bar or set(s) of bars. Traditionally, rebar is fabri-
cated, bundled, and delivered without considering their sequential placement. As a result,
a considerable amount of time is wasted for searching, identifying, rehandling, etc., of
rebar. To eliminate this waste, the rebar has to be delivered according to the need of
the assembly process. The two main objectives of this paper are to present: (I) A feature-
based and process-oriented planning framework; and (2) an intelligent and computer-
aided-design-integrated (CAD-integrated) process-planning system for the placement of
rebar. This paper demonstrates that data generated within a computer-aided design
(CAD) package can be extracted and utilized by other applications needed for automated
process planning. A prototype that has been implemented on a 486 personal computer
(PC-486) using LEVELS OBJECT, AutoCAD, and dBASE III PLUS will be used to
discuss some specific elements of such a system. The paper will conclude with a short
description of a successful field assessments of such a system.
INTRODUCTION
Reinforced-concrete structures constitute a major portion of U.S. construction. The instal-
lation of rebar is an integral part of this type of construction. Although reinforcing steel occupies
a small portion of the volume of reinforced concrete, its contribution to the cost is approximately
equal to that of concrete. The placement of rebar that includes tying of the bars is basically an
assembly operation with an individual bar or set(s) of bars. Traditionally, final placement of
rebar in the concrete form is done by hand at job site. A detailer usually develops the placing
drawings and bar lists. Placing drawings that show the concrete elements, including size, length,
and location of rebar, are used by the field personnel (e.g., foreman) and ironworkers for placing
fabricated rebar. However, the actual placement or installation is not planned and controlled
by the detailer. In the eastern part of the United States, a separate placing contractor usually
accomplishes the tasks of actual placement, while in the western part, rebar fabricators are often
responsible for placement. Bar lists include both bent and straight bars with their dimensions,
bends, and grade of steel. In today's shop practice, fabrication, bundling, and delivery of rebar
are based on the bar lists that do not consider sequences of rebar placement (Salim and Bernold
1992). Consequently, a considerable amount of time and other resources are wasted for search-
ing, identifying, and rehandling of the needed bars for sequential assembly operation.
Rebar should be fabricated and delivered according to the rebar-placement sequences. There-
fore, a basic requirement to achieve a placement-oriented (driven) fabrication and delivery is
the availability of a placement plan before the start of fabrication. Due to the complexities of
reinforced-concrete construction, and the many different rules and objectives of rebar placement,
the planning of such an operation can be very complex. According to Bernold and Reinhart
(1990), an intelligent process-planning system could be instrumental in addressing such problems.
Both design and construction have embraced the advantages provided by computers for
improving productivity and the quality of work. With the increased use of computer-aided-
design (CAD) systems and motivation for computer-integrated construction (CIC), automated
process planning has become more important in realizing the full potential of other tools (Zozaya-
Gorostiza et at. 1989). The fact that the detailers increasingly take advantage of computer
capabilities and software (e.g., CAD), serves as a key element in integrating detailing with other
functions (e.g., placement planning). Automatic evaluation of CAD-represented rebar designs
with a linked process-planning system using artificial intelligence (AI) could assist the detailer
'Asst. Prof., Dept. of Industrial Technol., Univ. of Northern Iowa, Cedar Falls, IA 50614-0178.
°Assoc. Prof., Dept. of Civ. Engrg., North Carolina State Univ., Raleigh, NC 27695-7908.
Note. Discussion open until September I, 1995. To extend the closing date one month, a written request must
be filed with the ASCE Manager of Journals. The manuscript for this paper was submitted for review and possible
publication on July 28, 1993. This paper is part of the Journal a/Computing in Civil Engineering, Vol. 9, No.2,
April, 1995. ©ASCE, ISSN 0887-3801/95/0002-0157-0167/$2.00 + $.25 per page. Paper No. 6655.
JOURNAL OF COMPUTING IN CIVIL ENGINEERING 157
J. Comput. Civ. Eng. 1995.9:157-167.
and integrate him with the fabrication shop and contractor working on site. In other words,
such a linkage could be the key to creating a detailed plan representing the order of rebar
assembly. The placement plan obtained from process planning action could be effectively utilized
for organizing fabrication, delivery, and staging of rebar integrated with actual placement. The
following section will briefly discuss the approaches to computer-aided process planning.
CURRENT DEVELOPMENTS IN COMPUTER-AIDED PROCESS PLANNING
"Process plans consist of sequential lists of individual manufacturing operations with all rel-
evant associated information necessary to produce a part in a certain manufacturing facility"
(Ansaldi et al. 1989). The main goal of a computer-aided process-planning system is the automatic
generation of a useable process plan by integrating design and production data. Since computer-
aided-design (CAD) system is the prime tool for creating detail designs, the CAD-represented
model itself could be utilized for providing input data to the process-planning system, eliminating
human intervention for translating CAD-represented designs into a form suitable for automatic
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
processing. In today's practice, a human process planner (scheduler) who is intimately familiar
with all aspects of the respective manufacturing or assembly operation performs the process-
planning functions. Continuous attempts are being made to enhance the process-planning func-
tions by augmenting the abilities of human expert with those of computers. According to Ansaldi
et al. (1989), developments in manufacturing industry aim at an intelligent process-planning
system that would integrate design and production data for generating useable process plans.
Despite significant efforts to develop automatic process-planning systems using different meth-
odologies, the manufacturing industry has yet to develop a system that will fulfill the ultimate
objective of intelligent process planning. Existing computer-aided process-planning systems can
be classified into: (1) Variant process planning; and (2) generative process planning (Chang and
Wysk 1985).
Variant Process Planning
The variant process-planning system uses key features of a product in searching a database
that contains existing process plans. Based on the similarity of key features, the system retrieves
a predefined process plan for a new product. However, modifications to satisfy nonstandardized
requirements are performed by human planners.
Variant process planning involves two key tasks. The first task is the generation of group
technology (GT) code for a particular part or component. GT code is generally an alphanumeric
designation of a part where different segments of the code are used to represent different aspects
of the part (e.g., shape). It should be noted that there are many different GT coding schemes
currently in use. For example, one coding system developed in Japan uses a 21-digit code to
allow for representation of greater amounts of information (Chang and Wysk 1985). Once the
GT code is generated for a part, it is compared to other generated codes to facilitate grouping
the part into a family of similar parts. The process plans for the family of parts are summarized
to create a standard process plan for that family. The second task is the generation of code for
a new part and then compare it to the various families of code to find the family to which it
belongs. When this is accomplished, a standard process plan for that part family can be retrieved
from the database, edited as required, and finally used for the creation of the new feature.
Thus, variant process planning still relies on a human process planner to group and link the
basic features of the part or assembly to be made.
Generative Process Planning
In a generative process-planning system, plans are generated automatically without referring
to the existing plans in a database. In manufacturing, this is accomplished by using a combination
of the part description, a description of machining/assembly process parameters and restrictions,
and a predefined set of logic decision rules for the selection of processes, equipment, tools, and
so forth. The logic decision rules can be structured within the inference engine of an expert
system "shell." However, during the development of a generative process-planning system,
several special problems need to be solved. First, it is very difficult to formalize the declarative
and procedural knowledge in a problem (Chang and Wysk 1985). The second major obstacle
to fully automated process planning using the generative approach is the difficulty in interpreting
the CAD images. Generally, CAD images are stored as data points with associated feature-
generating functions that produce primitive elements, such as curves and lines. Interpretation
of the "dumb" images require human intelligence (Bernold and Reinhart 1990). Traditional
CAD-represented designs do not contain the information necessary for producing a set of
features or assembly operations required to produce the design object. To overcome this barrier,
CAD image interpreters and CAD solid modelers have been developed.
In the area of construction, only a few attempts in testing prototype systems have been
reported. For example, Zozaya-Gorostiza et al. (1989) developed a knowledge-based process-
158 JOURNAL OF COMPUTING IN CIVIL ENGINEERING
J. Comput. Civ. Eng. 1995.9:157-167.
planning system (PLANEX) for construction and manufacturing to overcome the difficulties of
expressing the heuristics that are commonly used by human planners. The development of the
system can be regarded as a step towards automating process planning. But it lacks integrating
CAD and its application is limited to excavation and structural erection. In a more recent
attempt, Bernold and Reinhart (1990) developed a prototype process-planning system for au-
tomated stonecutting. The prototype system was able to generate process plans for cutting a
single stone block to create the design object. Still another prototype process-planning system
was developed for wood truss fabrication (Bernold and Livingston 1990). Neither system was
integrated with CAD. It is apparent that a few attempts have been made by researchers to
develop prototype systems for generative process planning for different applications. No attempt
to develop a CAD-integrated process-planning system has been reported.
DEVELOPMENT OF PROCESS-PLANNING MODEL FOR REBAR PLACEMENT
As mentioned, the placement and tying of rebar is an assembly operation. Similar to the
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
milling operation in manufacturing, the sequential placement of rebar depends on the feature
of rebar combined with the features of concrete elements. A general definition of feature found
CONCRElB
COMPONENTFEA'IURB
FIG. 1. Process-Oriented Tree Structure of Rebar Placement
CONCRETE RElNFORCEMENT
FOR
OFFlCE BUlLDlNG
IlIl
Ill:
i=
E~
e !E
Z
82
IlIl
~-< ~
IlIl
=
IlIl
:!
~ ...
8Ill:
@:
Ill:
l!l
!1,11
FIG. 2. Integrated Tree Structure for Feature-Based Placement Planning
JOURNAL OF COMPUTING IN CIVIL ENGINEERING 159
J. Comput. Civ. Eng. 1995.9:157-167.
in the literature is a geometric form or entity that is used in reasoning in one or more design
or manufacturing activities (i.e., fit, function, manufacturability evaluation, analysis interfacing,
tool and die design, inspectibility, serviceability, etc.) (Cunningham and Dixon 1988). For
example, to manufacture a hole in a solid metal piece, it is sufficient to know the dimensions
of the hole with its manufacturability information. Thus, a hole can be described as a feature
of the metal piece. The shape of fabricated rebar (e.g., closed stirrup) is an important feature
for sequential assembly operations. Today, the term "feature" is used in a much broader sense
and utilized to represent any set of information (geometric or nongeometric) that can be for-
mulated in terms of generic parameters and properties, and referenced to as a set in the reasoning
process of some applications (Ansaldi et al. 1989). Thus, feature-based representation may be
able to help in the establishment of search (problem) space. "A search space is a space within
which is contained the set of states of the problem being considered, the operators or moves
that describe transition between states, and the specifications of the initial state from which the
solution process begins and the goal state which defines the end of the search for a solution"
(Dym and Levitt 1991). The search tree is a special case of a search graph in which two nodes
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
have only one path between them. In the search of a tree, movement occurs because some
condition or set of conditions triggers an operator. The operators can be viewed as if-then
statements. The work breakdown structure (WBS) for a construction project can be considered
a simple application of a search tree in that physical elements are logically connected. Fig. 1
presents a hierarchical tree structure based on the critical features of concrete building elements
(Bernold and Salim 1993). For example, concrete floor systems are organized into classes of
beam(s), slab(s), girder(s), and connection(s). The class beam(s) has many subcomponents such
as T-beams and rectangular beams, that characterize a beam in more detail and with it provide
a framework for linking a particular building element with an appropriate construction method.
To facilitate tree searches necessary for creating placement plans artificially, all the concrete
elements are represented as structured objects. The hierarchical structure for organizing the
concrete-building elements alone is not sufficient for the intelligent planning of the assembly
sequences of rebar placement. Thus, it is also necessary to physically organize the rebar system
of a building based on the critical features of both concrete and rebar elements. An integrated
tree structure to relate building elements with appropriate construction methods for rebar as-
sembly is presented in Fig. 2. As shown, this tree structure enables the physical organization
of the rebar based on the critical concrete element and rebar features. A common descriptor
(e.g., inverted T-beam) is able to provide a natural connector between the process oriented.
tree structure of rebar placement (Fig. 1) and the hierarchical decomposition of the rebar system.
The reinforcement for an office building is decomposed into distinct classifications (super classes)
of the building structure (e.g., FOUNDATION) and then into classes (e.g.. INVERTED
T-BEAM). Moving further down the tree (Fig. 2) vertically, three other classifications: (1)
Subassembly (e.g., LONGITUDINAL BARS), (2) set of bars (e.g., SET 1); and (3) individual
rebar element (e.g., BAR BISIT1) can be easily recognized. The individual rebar element is
identified with a code (e.g., B1S3TS1). Different segments of this code are used to represent
different aspects of the rebar element such as type of stirrup, set number, etc. The individual
rebar elements are grouped logically together into set(s) of bars based on the commonality of
certain features (e.g., type/shape). The bars or set(s) collectively represent a subassembly. For
example, the subassembly, STIRRUPS of a beam may comprise several sets of stirrups (e.g.,
five No. S, six No.3). Each individual stirrup receives its individual code that helps in identifying
it easily. For example, BIS3TSI (Fig. 2) is based on the following coding scheme: (1) B(eam)l
relates to inverted T-beam 1; (2) S(et)3 identifies the bars belonging to set 3; and (3) T(ype)
S(tirrup)l, shown as last three digits in the code, specifies the type of individual stirrup.
The integrated tree structure (Fig. 2) enables the building reinforcement to be methodically
arranged on the basis of critical concrete and rebar element features so that it can be searched
by the intelligent process planner. The following sections describe a CAD-integrated process-
planning system for rebar that utilizes the developed tree structures.
CAD-INTEGRATED REBAR PLACEMENT PLANNER (CRPP)
CAD systems have been adopted by industry to enhance detail design productivity. CAD is
one of the most advanced tools to develop electronic models of rebar design and rebar details.
Because of their importance in the industry, it was decided to use the well-accepted CAD
software package, AutoCAD, as the basic design tool. Fig. 3 presents the schematic of the
CAD-integrated rebar-placement planner (CRPP) architecture, which implemented the concepts
of both intelligent and manual process planning. The purpose for incorporating a manual ap-
proach to process planning in CRPP was to make the system more flexible to use. Rebar detailing
in CRPP is supported by a rebar feature library. The feature library contains rebar configurations
commonly used in the construction industry. Each configuration is further characterized by the
size(s) and length(s) of different bar sections. As indicated by the name of the library, the
configuration or shape of each rebar (e.g., closed stirrup) is a feature directly related in com-
bination with other descriptors to the sequence with which the rebar is placed into the formwork.
160 JOURNAL OF COMPUTING IN CIVIL ENGINEERING
J. Comput. Civ. Eng. 1995.9:157-167.
DATA
§ DB's
EXTRACTION
MANUAL
I'ROCESS
I'LAN
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
l'ROCESS
ORIENTED
REBAR
LIST
DESCRIPTIVE
RP-PP
III
GRAPHICAL
Kl'-l'1'
I~~~~::~~il
KBS
ti
FIG. 3. Architecture of CAD-Integrated Rebar Placement Planner (CRPP)
TABLE 1 .. Customary Units)
Bar Lists (Data in US
Grade Pieces Size Length Type Mark A B C D E F G
(1 ) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11 ) (12) (13)
6U 14 II 27-10 2 SIIU7 1-4 26-6 - - - - -
6U 14 II 12-5 2 S1I411 1-4 9-9 - - - - 1-4
6U 14 II 11-4 2 SIIUU 1-4 10-0 - - - - -
6U III 7 14-10 2 S722 1-2 12-6 - - - - 1-2
60 III 7 13-4 2 S720 1-2 11-0 - - - - 1-2
60 III 7 7-2 2 S716 1-2 6-0 - - - - -
60 26 4 7-8 T2 S450 4 I-II 1-7 I-II 1-7 - 4
60 42 3 3-3 T2 S376 - 1-3 9 1-3 - - -
60 22 3 2-10 SIO S375 5 2-1 4 - - - -
60 22 3 2-6 T5 S361 5 1-9 4 - - - -
In the CRPP, the designer is able to pick any standard bar from the library and insert it into
the design drawing. A customized CAD menu facilitates the designer to easily create detailed
design drawings by utilizing standard rebar from the feature library. Frame-based attribute lists
enable the designer to specify size, lengths of different sections of rebar, and so forth. Upon
completion of the feature-oriented rebar design, CAD data is made available to a database
management system (DBMS) as shown in Fig. 3. The extracted CAD data is stored in the main
database file (Rebar.dbf). CAD data is reorganized within the DBMS and two other separate
database files: (1) Design.dbf; and (2) Process.dbf are established. Design.dbf contains relevant
CAD data used by DBMS to generate a quantity takeoff (QT) rebar lists as shown in Table 1.
Instead of sending all the detail design data to the intelligent process-planner (PP) module, the
data is massaged and reorganized within the DBMS and required input data for process-planning
functions is stored in Process.dbf file. The outputs of the PP are placement plans for rebar (RP-
PP). As indicated in the Fig. 3, process plans can be developed manual1y (without the use of
PP) sequencing individual or set of bars using the tools provided within the CAD system. In
this case, a human planner labels the placement sequence of each individual bar or set of bars
with ascending numbers. "Placement sequence" is an attribute attached to each individual rebar
element in the feature library. Thus, when data is extracted from CAD, the list of rebar shows
not only sizes, lengths, etc., but also their position in the placement sequence.
JOURNAL OF COMPUTING IN CIVIL ENGINEERING 161
J. Comput. Civ. Eng. 1995.9:157-167.
Customization of Off-the-Shelf Software
The CRPP was implemented by integrating LEVELS OBJECT (an object-oriented database
with a rule base) running under Microsoft Windows, AutoCAD (Release 11) and dBASE III
PLUS. AutoLiSP programs were written to support the feature-based detail rebar designs.
Using AutoLiSP it is possible to add custom commands to AutoCAD, extending it to meet
specific requirements. Each rebar element is modeled as an individual object with attributes
such as size and bar identity code. In addition, other topological and descriptive attributes
required for the object's complete description are also attached to the individual rebar element.
The attribute values are provided by the user while inserting the rebar elements from the standard
feature library into the CAD drawing. The framework for the organization of data is provided
by the tree structures presented in Figs. 1 and 2. AutoCAD output files (CDF files) contain
data related to fields such as feature class, subcomponent, weight, and orientation. DBMS is
able to extract data from AutoCAD output (CDF) files. Critical data transferred to the PP
include feature class, subcomponent, subcomponent type, weight, assembly, bar-spec, set, ori-
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
entation, and location. These transferred data are utilized by the PP to develop the desired
plans based on expert knowledge stored in the knowledge bases. The next section will discuss
some of the rules used in the CRPP.
Organization of CRPP Knowledge Bases
Rebar placement is based on hard and soft operational rules, which heavily depend on the
features of the rebar and the concrete elements. For instance, a usual T-beam (slab on top of
rectangular section) requires a different rebar placement plan than an inverted T-beam. As
discussed earlier, because of the feature-based organization of the tree structures, the rules
needed for creating work sequences are able to take advantage of critical premises. Utilizing
the established tree structures, the knowledge base uses a bottom-up forward-chaining rule-
STAGING AREA CI.1 (RED)
BUNDLE F.Cl.1.1.0
(ON TOP OF F.CI.1.4.01
BUNDLE F.Cl.1.4.0
STAGING AREA CI.2 (GREEN) (UNDERNEATH F.CI.1.I.O)
BUNDLE C.CI.1.3.0
BUNDLE F.CI.2.2.0 (DOWELS SEPARATE)
(ON TOP OF F.Cl.2.S.0)
SECTION A· A BUNDLE F.CI.2.S.0
(UNDERNEATH F.Cl.2.2.0)
top mat: all # 6 bars
bottom mat: all # 7 bars
FIG. 4. Design and Staging of Rebar for Simple Building Structure
162 JOURNAL OF COMPUTING IN CIVIL ENGINEERING
J. Comput. Civ. Eng. 1995.9:157-167.
FIND dB3 Process
WHERE bar_spec OF dB3 Process = "BLl"
AND set OF dB3 Process = I
AND location OF dB3 Process = "eI"
WHEN FOUND
~KJE assembly I
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
WITH bar_spec := bar_spec OF dB3 Process
WITH set := set OF dB3 Process
WITH location := location OF dB3 Process
WITH p_sequence := I
FIND END
THEN found placement sequence I
AND record OF dB3 Process := record OF dB3 Process
AND p_sequence OF dB3 Process := p_sequence OF assembly I
FIG. 5. Rule Modeled in LEVEL5 OBJECT
based approach to automatically generate rebar placement plans for a building structure. A
simple building structure with four reinforced-concrete columns supporting a roof slab is pre-
sented in Fig. 4. As mentioned, LEVEL5 OBJECT has been utilized to structure the knowledge
bases for rebar placement planning of the building structure. The architecture of LEVELS
OBJECT is designed to isolate major areas of functionality into libraries of modules. A control
layer contains the root of the program as a shell, which is the main-event processor. It supports
the Dynamic Data Exchange (DOE) format for intertask communications and data exchange
(Kerry 1990). For example, the rule modeled in LEVEL5 OBJECT and presented in Fig. 5 was
able to sequence one of the main sets of rebar for an individual column footing having two (top
and bottom) mats of reinforcement as shown in Fig. 4. In this rule (Fig. 5), PP reads data from
the data-base Process.dbf. Once the record has values BLl (bottom layer 1), 1, and Cl for
bar-spec bar specification, set, and location fields, respectively, an instance (assembly 1) is
created. The attributes for assembly 1 are bar-spec, set, location and p_sequence as shown in
the premise clauses of the rule. When the record in the database file (Process.dbf) is located
using the fields and corresponding values, and an instance named "assembly 1" is created with
the attributes and values as dictated by the premise clauses of the rule, all of the conclusion
clauses of the rule become true. The conclusion clause (then) of the rule represents a common
practice in construction where bottom layer (BL1) of an individual column footing is placed in
the first step before the placement of other layers of rebar. The database file (Process.dbf)
record that contains values of bar-spec, set, and location as BL1, 1, and Cl, respectively appears
on the screen during KBS application and the field rebar placement sequence# (p-sequence)
is given a value 1 by the PP. The value of p-sequence as obtained from KBS application can
be updated. Records can be read, updated and deleted from within KBS application in LEVEL5
OBJECT. As mentioned earlier, data-driven forward-chaining rule bases have been utilized to
create rebar placement sequences or placement plan. LEVELS OBJECT facilitates the database
search for the antecedents of rules. When antecedents for a rule become true, it will conclude
and the actions are dictated by the consequents of the rule, such as the sequence for placement
of bottom layer (BL1) of the column footing. The result of a successful sequencing of the rebar
for an individual column footing is shown in Fig. 6.
As depicted, the PP assigned the number 1 to the placement sequence# (PS#) of BLl, the
number 2 to PS# of BL2, and the number 4 to PS# of TLI. PP assigned the number 3 to PS#
JOURNAL OF COMPUTING IN CIVIL ENGINEERING 163
J. Comput. Civ. Eng. 1995.9:157-167.
AFTER PROCESS PLANNING ACTION
BEFORE PROCESS PLANNING ACTION
E-*
~ =.: z ...... z:.: Z
~
Cl'.rI.l
QrI.l
E-~
~ ... ~~
~
rI.l=-
:;
:;~
O=-
~I~
u
~
=-
rI.l
1 trI.l
E-
-=
~
<
~z
~9
-
0
E-
~
c::l
:; =~~
~UQ
U
y r...'
<~z ~
... ;.;l
QQ
~8
c.?
'"'
z~~
-~E-
~Cl'.~
E:S~U
~U
Cl'. ~ ;E- U W;1
~ ...
Cl'.<O
9
°... =
Q ~ ~
0 ~ rI.l
~
U rI.l = 0 ~ =-rI.l
SHALLOW IND. RECTAN BLI 1 0.40 0,0 Cl IN
FOUNDA- COLUMN PLACE
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
TION FOOTING
SHALLOW IND. RECTAN BL2 2 0.30 90,0 Cl IN
FOUNDA- COLUMN PLACE
TION FOOTING
.. ........ .. ...... .. .. ....................
SHALLOW IND. RECTAN TLI 3 0.40 0.0 CI
FOUNDA- COLUMN
TION FOOTING
.....••..•. .•.•......
SHALLOW IND. RECTAN BLI 6 0.40 0,0 C2 IN :.
FOUNDA- COLUMN PLACE :
TION FOOTING <
.... .. .............. .. ............ " ...... .. ...... . ...
FIG.6. Data Structure before and after Process-Planning Action
of column dowels, which is not shown in Fig. 6. While the sequencing of bars within a feature
class would provide valuable information to the rebar crew. the placement plan offers an excellent
opportunity to organize the delivery of the fabricated rebar according to the assembly sequence.
As mentioned, rebar is bundled and tagged depending upon size and shape, and stored in a
haphazard manner in the site laydown or staging area. This bundling method and on-site storage
does not take into account the order of assembly. One alternative approach to this traditional
method is to bundle and deliver set(s) of rebar according to the placement plan. For example,
rebar for an individual column footing, having only two layers of reinforcement for the bottom
mat, could be bundled separately, each bundle consisting of rebar for one layer. While unloading,
the set(s) of bundled rebar could be directed to a predesignated staging area closest to the
column footing. Thus, bundling and on-site staging could take advantage of sequencing infor-
mation for the automatic generation of placement-oriented bundling and staging schemes.
To take advantage of this opportunity, rule bases for bundling and staging have been estab-
lished within CRPP. While the available data transferred from the CAD system provides relevant
data (see Fig. 6), additional conditions and constraints have to be considered. For example, the
available rigging machinery will limit the capacity to be lifted at a time. However, sets of rebar
belonging to the same building element (e.g., column footing) should be combined as much as
possible into one lift to secure the lowest possible crane cycles for unloading. Also, available
storage areas constrain the bundling options. Overall, the objective of a bundling rule base is
to create bundles that will minimize the rigging and assembly time by combining the bars
according to their placement sequences. In other words, rebar needed next in the sequence
should always be immediately accessible to eliminate search time on site. The realization of
these on-site savings should not cause additional cost in the fabrication shop. In the shop,
shearing and bending of straight bars require setup time for every new set of bars. To minimize
these additional costs, careful planning and organization of the operations are crucial. Personal
observations at the fabrication shop during the experimental work revealed only minimal impact
of a modified bundling scenario on the fabrication of rebar.
The bundle code for the first set of bars shown in Fig. 6 consists of five different identifiers,
separated by periods. The first segment of the code indicates the feature class. For example,
the bundling code for BLl (bottom layer 1 of individual column footing) is F.C1.1.l.0 where
F., C1.1., and 1.0 stand for foundation, staging area I for column CI, and placement sequence
number 1, respectively. The 0 at the end of the code indicates that the set does not need a more
detailed sequencing (i.e., sequencing for each individual bar in the set). Thus, the staging area
for BLl is designated as CI.I, which identifies staging area I assigned to the rebar for column
164 JOURNAL OF COMPUTING IN CIVIL ENGINEERING
J. Comput. Civ. Eng. 1995.9:157-167.
1 (Fig. 6). Once the rebar list as shown in Fig. 6 is available, a graphical representation of the
staging scheme can be created, by feeding the process plan data back into AutoCAD.
Example of Placement-Oriented Staging Using CRPP
Each column footing of the building structure in Fig. 4 consists of four layers of rebar, bottom
layers 1 and 2 (BLl and BL2) for the bottom mat and top layers 1 and 2 (TLl and TL2) for
the top mat. As shown in Fig. 4, bundles for each layer are separately stored in staging areas
according to the placement sequence (see Fig. 5). For example, staging area CI.I, assigned the
color code red, holds three rebar bundles for the CI column footing, marked with red tags
coded F.C1. 1. 1.0 (bottom mat), F.C1.1.4.0 (top mat), and C.C1.1.3.0 (column dowels). In this
example, the bars for the bottom mat are stacked on top of the bars belonging to the top mat,
since the rebar for the bottom mat is needed first. Obviously, if sufficient space is available,
bundles can be stored side by side. In the later case, bundle of rebar needed first should be
staged closest to the column form. One other aspect to be mentioned is that the rebar is stored
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
according to its orientation in the formwork. For example, a set is stored parallel to its final
location, thus minimizing time and space consumed in handling.
The sequencing of the individual or set(s) of rebar, as obtained from process-planning action,
can be fed back to AutoCAD to generate three-dimensional (3-D) drawings of the critical steps
of assembly operation. The bottom line of the CRPP is to provide 3-D CAD models of the
rebar placement sequences together with a bundling scheme and staging assignments to minimize
wastage of resources for searching, identifying, and rehandling of the needed bars for assembly
operations.
FIELD TESTING OF PLANNING MODEL
Although this paper mainly focuses on the development of feature-based planning models
and a CAD-integrated rebar placement-planning system, this section discusses the field testing
of the concepts of rebar fabrication and delivery based on the process-oriented planning model.
The new Environmental Protection Agency (EPA) Human Studies Facility Building in Chapel
Hill, N. c., was selected for the field testing of the planning model. It is a six-story office-building
project, having beam and joist floor system made entirely of reinforced concrete. One of the
niceties of the building project is its four identical (second through fifth) floors, which allowed
a comparative study of crew performance.
A common problem of comparative studies in construction is its dynamic environment, (e.g.,
job-site conditions change continually). Consequently, some means are needed to correct the
effects of unstable variables (e.g., temperature), which change in an uncontrollable way during
the experiment. A useful way of performing the field experiments is to select specimens or
elements subject to the same treatment (as nearly as possible), except for the change in the
variables under study. Thus, to make comparative measurements in this study, it was necessary
to limit the observations to the same structural elements of each identical floor of the project.
Since the rebar for the beams consisted of more rebar types compared to those of joists and
slabs, it was decided to limit the observation to the beams only.
The main goal of field testing was to allow comparative measurements of crew performance.
The four identical floors of the building project provided the opportunity to collect sufficient
data to make valid comparison of crew performance. Bundling, delivery, staging, and placement
of rebar for the second and third floors were based on the traditional method. Detailed placing
drawings based on the engineering and approved shop drawings were prepared by the placing
contractor. Rebar placing operations for these floors were closely observed. Still photographs
were taken during assembly operations. These photographs were thoroughly studied and ana-
lyzed with respect to work-face activities. Critical steps of operation were also recorded in
writing. Lessons learned from site observations, study of photographs, and discussions with the
superintendent and foreman were the key to identify sequences of rebar placement and other
work-face rebar crew activities. Based on experience and knowledge acquired from the stated
sources, study strategies for the remaining two identical floors were established. Bundling,
delivery, staging, and placement for the fourth floor were based on the concept of placement
planning. Rebar placement sequences were utilized in creating micro (smaller bundle with set
of bars) and master bundles as well as assigning staging areas to master bundles. Traditional
bundles were used for the fifth floor. Staging assignments of master bundles for the fifth floor
were based on consideration of the sequential placement of different sets (microbundles) within
the master bundle, final location of the sets of bars, and weight of individual microbundle. In
other words, while assigning the staging areas for fifth-floor master bundles, attention was given
to minimize crew time for searching, identifying, and rehandling of individual bar or sets of
bars. The availability of space and crew movement; quantity, size, shape of rebar; crane op-
eration, and other related factors were evaluated to develop a staging strategy. Staging areas
were assigned color codes. Some staging areas were designated for both longitudinal bars and
stirrups, while others for stirrups only.
JOURNAL OF COMPUTING IN CIVIL ENGINEERING 165
J. Comput. Civ. Eng. 1995.9:157-167.
Results of Productivity Ratings
Productivity ratings is one of the activity sampling techniques used for measuring crew per-
formance. For productivity ratings, three main categories of crew activities are established: (1)
Direct or effective work; (2) essential contributory work; and (3) ineffective work. Effective
work involves the activities of the crew directly involved in the actual process of putting together
or adding to a unit being constructed (Oglesby et al. 1989). Essential contributory work includes
all elements that are essential to finishing a work unit, although not adding directly to the unit
being constructed. Ineffective work includes nothing or doing something that is not essential to
complete the end product.
In planning the study of productivity ratings, statistical principles and rules were strictly
followed. For details on the statistical aspects of productivity ratings refer to Oglesby et al.
(1989). The results of productivity ratings are percentages, which are estimates of true values
that indicate how the total crew time is allocated to the various activity categories in the long
run. A six-member crew-one foreman and five ironworkers-was observed for productivity
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
ratings. A good sample design is particularly important for productivity ratings of construction
crews because it is physically impossible to observe and record details of a construction operation
every minute. For sampling of construction operations, there is a general agreement that a
confidence limit of 95%, and a limit of error of plus or minus 5% give a good indication of the
overall effectiveness of an operation. A category proportion 50% for construction labor sampling
is usually considered. With these limits, a minimum of 384 observations are required to measure
and to draw statistically sound conclusions (Oglesby et al. 1989). It was decided to make 432
observations per floor. The main reason for the decision of making 432 observations was to
have an allowance to ensure the attainment of minimum-required observations under any adverse
situations (e.g., loss of observation data). For the purpose of final assessment of rebar-placing
operation, it is necessary to analyze the three main work categories: (1) Direct or effective
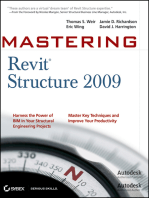
work; (2) essential contributory work; and (3) ineffective work. Fig. 7 presents a report from
the study (Salim 1993). The direct or effective work is represented by a "hill-like" dashed curve
ranging approximately from 25% of crew time for the second floor to 55% of crew time for the
fourth floor. Contributory and ineffective works are represented by two other curves. Contrib-
utory works for the second through fifth floors were 23%, 27%, 21 %, and 22% respectively.
Ineffective works for the second through fifth floors accounted for 52%, 45%, 24%, and 34%,
respectively. Results from the study revealed that crew time spent in effective work for the
traditional method was approximately 26% (based on an average of the second- and the third-
floor values), whereas for placement-oriented bundling, delivery, and staging it was about 55%
(second-floor value). For the fifth floor, crew time spent in effective work was found to be 44%.
Productivity ratings for ironworkers conducted by a large construction firm provides the following
information: (1) Direct or effective work (31 %); (2) contributory work (36%); and (3) ineffective
work (33%) (Oglesby et al. 1989). It is also stated that the ratings given represent good per-
formance (Oglesby et al. 1989). This information provides a good reference point although the
nature of construction for the studies are not known. Compared to the studies conducted by
.. _.- _ _._ .. -;,,"""'
.. _.- ... _- .: ..
...........
,
, .. ""IZI
-
.~/. -_ _ .
,
...................................... _ _....~
. .
~---
__----=e
.................... ._ .. ,. _._ ._ .. _._ ....•..••.•..•1 _~.•..•. .....
-.- Effective - Contributory - Ineft'ective
FIG. 7. Results of Productivity Ratings
166 JOURNAL OF COMPUTING IN CIVIL ENGINEERING
J. Comput. Civ. Eng. 1995.9:157-167.
the construction firm, placement-oriented bundling, delivery, and staging for this study showed
an increase by 24% in effective work for the fourth floor.
CONCLUSIONS
This paper presented a process-oriented planning model for the placement of rebar. A com-
puter-integrated framework for implementing the model has provided a promising technique
for automating the planning of rebar placement. The primary motivation for this part of the
work was the need for a CAD-integrated process-planning system that was able to create
placement sequences of rebar for assembly operations. This paper also presented the results of
field experiments conducted to measure the effects of process-oriented bundling, delivery, and
staging on crew-level productivity. Productivity ratings revealed that crew time spent in effective
work for the traditional method was approximately 26% (an average of the second and third
floor), whereas for placement-oriented bundling, delivery, and staging it was about 55% (fourth
floor). For the fifth floor where traditional bundling with modified delivery and staging schemes
Downloaded from ascelibrary.org by University of Exeter on 07/15/15. Copyright ASCE. For personal use only; all rights reserved.
was used, crew time in effective work was found to be 44%. The data suggests that the concept
of placement-oriented bundling, delivery, and staging is sound and very effective in improving
crew-level productivity for the placement of rebar in reinforced-concrete construction with beam-
joist floor system.
ACKNOWLEDGMENT
The material in this paper is based upon the work supported by the National Science Foundation under grant
No. MSM-9196052. The writers gratefully acknowledge the support of the National Science Foundation. The
writers also extend their grateful thanks to National Erectors and Owen Steel of North Carolina for their co-
operation in the field studies.
APPENDIX. REFERENCES
Ansaldi. S., Boato, L., Canto, M., Fusconi, F., and Giannini, F. (1989). "Integration of AI techniques and CAD
solid modeling for process planning applications." Computer application in production and engineering, Elsevier
Science publishers, North Holland, Amsterdam, The Netherlands.
Bernold, L. E., and Livingston, E. E. (1990). "A prototype for intelligent computer integrated wood truss
fabrication." Robotics and autonomous systems 6, Elsevier Science Publishers, North-Holland, Amsterdam,
The Netherlands.
Bernold. L. E .. and Reinhart, D. B. (1990). "Process planning for automated stone cutting." 1. Comput. in Civ.
Engrg.. ASCE, 4(2), 225-268.
Bernold. L. E., and Salim. M. (1993). "Placement-oriented design and delivery of concrete reinforcement." J.
Constr. Engrg. and Mgmt., ASCE, 119(2),323-335.
Chang. T. C, and Wysk, R. A. (1985). An introduction to automated process planning systems. Prentice-Hall,
Englewood Cliffs, N.J.
Cunningham, J. J., and Dixon. J. R. (1988). "Designing with features." Compo in Engrg., 237-243.
Dym, C L., and Levitt, R. E. (1991). Knowledge-based systems in engineering. McGraw Hill, New York, N.Y.
Kerry, R. (1990). Integrating knowledge-based and database management systems. Ellis Horwood, U.K.
Oglesby. C H., Parker, H. W., and Howell, G. A. (1989). Productivity improvement in construction. McGraw
Hill. New York, N.Y.
Salim, M. (1993). "Process-oriented planning for the placement of reinforcing bars," PhD thesis, Dept. of Civ.
Engrg., North Carolina State Univ., Raleigh, N.C
Salim. M., and Bernold, L. E. (1992). "AI supported process planning for automated rebar fabrication." Proc.
8th Con!- CompUi. Civ. Engrg., ASCE, New York. N.Y.
Zozaya-Gorostiza, C, Hendrickson, C, and Rehak. D. R. (1989). Knowledge-based process planning for con-
struction and manufacturing. Academic Press, San Diego, Calif.
JOURNAL OF COMPUTING IN CIVIL ENGINEERING 167
J. Comput. Civ. Eng. 1995.9:157-167.
You might also like
- JD Drive User ManualDocument81 pagesJD Drive User ManualDaniela Salvador50% (2)
- Conceptual Structural Design in SeedDocument8 pagesConceptual Structural Design in SeedCemile Gül GürcanNo ratings yet
- Applications of Artificial Intelligence Techniques To Componentâ Based Modular Building DesignDocument20 pagesApplications of Artificial Intelligence Techniques To Componentâ Based Modular Building DesignAlberto Astorayme ValenzuelaNo ratings yet
- Caseâ Based Preliminary Building Design PDFDocument15 pagesCaseâ Based Preliminary Building Design PDFAlberto Astorayme ValenzuelaNo ratings yet
- Assembly For Die MakingDocument11 pagesAssembly For Die MakingbinhleeNo ratings yet
- AVEVA Assembly PlanningDocument2 pagesAVEVA Assembly PlanningRodrigo E. PatriciaNo ratings yet
- Article - Designing Sand Cores and ToolingDocument4 pagesArticle - Designing Sand Cores and ToolingroyhanNo ratings yet
- AVEVA Assembly PlanningDocument2 pagesAVEVA Assembly PlanningJuan Ribeiro ReisNo ratings yet
- Multiobjective Design Optimization of Building SpaDocument19 pagesMultiobjective Design Optimization of Building SpadiablopapanatasNo ratings yet
- A Design Expert System For Auto-Routing of Ship Pipes: Sang-Seob Kang, Sehyun Myung and Soon-Hung HanDocument9 pagesA Design Expert System For Auto-Routing of Ship Pipes: Sang-Seob Kang, Sehyun Myung and Soon-Hung HanCua TranNo ratings yet
- Preisinger (2014) - Karamba - A Toolkit For Parametric Structural Design PDFDocument5 pagesPreisinger (2014) - Karamba - A Toolkit For Parametric Structural Design PDFcelestinodl736No ratings yet
- BIM-Based Simulator For Rebar PlacementDocument10 pagesBIM-Based Simulator For Rebar PlacementDF EderNo ratings yet
- Abourizk Song 2005 Quantifying Engineering Project Scope For Productivity ModelingDocument8 pagesAbourizk Song 2005 Quantifying Engineering Project Scope For Productivity ModelingBowen FuNo ratings yet
- Equipment and Piping LayoutDocument39 pagesEquipment and Piping LayoutlaxminarayanNo ratings yet
- 19 Equipment and Piping LayoutDocument39 pages19 Equipment and Piping LayoutShaik SameeruddinNo ratings yet
- Art 2Document17 pagesArt 2JESUS ANTONY MEDINA LOAIZANo ratings yet
- An Introduction To The Structural Carbon ToolDocument2 pagesAn Introduction To The Structural Carbon ToolSamer el AssaadNo ratings yet
- Connecting Design+Construction SmartMarket Brief (2017)Document30 pagesConnecting Design+Construction SmartMarket Brief (2017)hayberguevaraNo ratings yet
- Karamba A Toolkit For Parametric Structural DesignDocument6 pagesKaramba A Toolkit For Parametric Structural DesignCarl WillNo ratings yet
- Conceptofjigandfixturedesign AreviewDocument7 pagesConceptofjigandfixturedesign Areviewsahrul hofurNo ratings yet
- Keywords Submission (28.01.2022)Document1 pageKeywords Submission (28.01.2022)design sem7No ratings yet
- Design Requires A Systematic Methodology, Planning,: TechnicalDocument8 pagesDesign Requires A Systematic Methodology, Planning,: Technicaladamaso09No ratings yet
- Minimize Waste RateDocument12 pagesMinimize Waste RateFia PutriNo ratings yet
- Semi Automated Site Equipment Selection and Configurati - 2018 - Advanced EngineDocument13 pagesSemi Automated Site Equipment Selection and Configurati - 2018 - Advanced EngineNur Najiyyah Binti Mohd Shahri MalekNo ratings yet
- Structural: Guyana International Cricket Stadium, ProvidenceDocument13 pagesStructural: Guyana International Cricket Stadium, ProvidencevijaykumarzNo ratings yet
- Ivson Et Al. - 2017 - CasCADe A Novel 4D Visualization System For Virtual Construction PlanningDocument11 pagesIvson Et Al. - 2017 - CasCADe A Novel 4D Visualization System For Virtual Construction PlanningRodrigoCifuentesNo ratings yet
- Optimal Layout Planning For Human Robot Collaborative As - 2024 - Expert SystemsDocument17 pagesOptimal Layout Planning For Human Robot Collaborative As - 2024 - Expert SystemsPhi MaiNo ratings yet
- 31 An Exploratory Model On The Usability of A Prototyping PR 2017 Automation inDocument12 pages31 An Exploratory Model On The Usability of A Prototyping PR 2017 Automation inÐânĩĕl JøŚĕ CäŚŧrø ÂrïźăNo ratings yet
- (Asce) 0733-9445 (1998) 124 12 (1375)Document43 pages(Asce) 0733-9445 (1998) 124 12 (1375)sepehrNo ratings yet
- Ediol 2006nov29 Tool Esl Ta 01Document3 pagesEdiol 2006nov29 Tool Esl Ta 01Kharis NugrahaNo ratings yet
- Facilitating Mechanical Design With Augmented Reality: Poh, Y. L., Nee, A. Y. C., Youcef-Toumi, K., Ong, S. KDocument5 pagesFacilitating Mechanical Design With Augmented Reality: Poh, Y. L., Nee, A. Y. C., Youcef-Toumi, K., Ong, S. KThe DesiNo ratings yet
- AVEVA Hull Structural PDFDocument4 pagesAVEVA Hull Structural PDFDanilo ContrerasNo ratings yet
- Friedrich 2013Document8 pagesFriedrich 2013Matheus CabezasNo ratings yet
- Expert System For The Process Sequence Design of A Ball StudDocument7 pagesExpert System For The Process Sequence Design of A Ball StudAngello CristianNo ratings yet
- AnOverviewofHardware SoftwareCodesign PurvisFrankeDocument5 pagesAnOverviewofHardware SoftwareCodesign PurvisFrankeswapna revuriNo ratings yet
- Constructability Analysis - Machine Learning ApproachDocument9 pagesConstructability Analysis - Machine Learning ApproachAlberto Astorayme ValenzuelaNo ratings yet
- Bentley Microstation Generative ComponentsDocument2 pagesBentley Microstation Generative ComponentsGeorge HonciugNo ratings yet
- Commissioning and Startup - Increase Certainty Through Advanced PlanningDocument5 pagesCommissioning and Startup - Increase Certainty Through Advanced PlanningBramJanssen76100% (2)
- Design and Analysis of Chourasia Sapphire Building Using EtabsDocument5 pagesDesign and Analysis of Chourasia Sapphire Building Using EtabsTulsi LakhaniNo ratings yet
- Concrete and ComputerDocument4 pagesConcrete and ComputerArlandooNo ratings yet
- DB DynamicsDocument6 pagesDB DynamicsViniciusNo ratings yet
- TimeDocument14 pagesTimekirt wirk skythomasNo ratings yet
- Design CodesDocument4 pagesDesign Codesmichael18071972No ratings yet
- Elhaddad Et Al 2015 Bim Standards For Automated Bem Structural Analysis and Design of RC PlatesDocument17 pagesElhaddad Et Al 2015 Bim Standards For Automated Bem Structural Analysis and Design of RC Platessam.looNo ratings yet
- Geometric-Based Reasoning System For Project Planning by A. A. Morad, Associate Member, ASCE, and Y. J. Beliveau, 2 Member, ASCEDocument20 pagesGeometric-Based Reasoning System For Project Planning by A. A. Morad, Associate Member, ASCE, and Y. J. Beliveau, 2 Member, ASCEHery AgustianNo ratings yet
- Excel Management of Daily Progress in A Construction Project of Multiple Apartment BuildingsDocument1 pageExcel Management of Daily Progress in A Construction Project of Multiple Apartment Buildingskamlesh0106No ratings yet
- Cast-Designer For High Pressure Die CastingDocument4 pagesCast-Designer For High Pressure Die CastingXIAOJUN YANGNo ratings yet
- FRAMECAD Ebook - Leading by Design (UK) 2017 PDFDocument21 pagesFRAMECAD Ebook - Leading by Design (UK) 2017 PDFVengatesh Hari100% (1)
- Application of Systems Engineering To Subsea DevelopmentDocument18 pagesApplication of Systems Engineering To Subsea DevelopmentFernando BorguettiNo ratings yet
- Mass Timber Cost and Design Optimization ChecklistsDocument12 pagesMass Timber Cost and Design Optimization Checklistssant1411No ratings yet
- C Tech BIM SchinlerNelson Dec 081Document3 pagesC Tech BIM SchinlerNelson Dec 081Suno AliNo ratings yet
- Cased Based Design Journal 1Document29 pagesCased Based Design Journal 1MilkyNo ratings yet
- CubeSatSystems IEEEAero13 FinalDocument10 pagesCubeSatSystems IEEEAero13 FinalHugo AranhaNo ratings yet
- Structure March 2019 MagazineDocument68 pagesStructure March 2019 MagazineMatumbi Naito100% (1)
- Expert Systems With Applications: Wen-Chin Chen, Yung-Yuan Hsu, Ling-Feng Hsieh, Pei-Hao TaiDocument11 pagesExpert Systems With Applications: Wen-Chin Chen, Yung-Yuan Hsu, Ling-Feng Hsieh, Pei-Hao Taipnjohn2822No ratings yet
- 10 Appendix RS Means Assemblies Cost EstimationDocument12 pages10 Appendix RS Means Assemblies Cost Estimationshahbazi.amir15No ratings yet
- Literature ListDocument22 pagesLiterature ListGudiya PanditNo ratings yet
- IT-propelled Value Engineering in Construction: Point of ViewDocument5 pagesIT-propelled Value Engineering in Construction: Point of Viewratheejan1989No ratings yet
- Materials Today: Proceedings: C. Shiva Bala Chandra Mouli, Sudheer D. Kulkarni, S. DeepakDocument6 pagesMaterials Today: Proceedings: C. Shiva Bala Chandra Mouli, Sudheer D. Kulkarni, S. DeepakRakesh NNo ratings yet
- Automated Structural Optimization GNNDocument16 pagesAutomated Structural Optimization GNNsumit sahaNo ratings yet
- Robotics and Automation in Construction IndustryDocument9 pagesRobotics and Automation in Construction IndustrySerge BNo ratings yet
- Application of Assistive Wearable Robotics To Alleviate Construction Workforce Shortage Challenges and OpportunitiesDocument8 pagesApplication of Assistive Wearable Robotics To Alleviate Construction Workforce Shortage Challenges and OpportunitiesSerge BNo ratings yet
- Human Factors in Introducing On Site Construction AutomationDocument12 pagesHuman Factors in Introducing On Site Construction AutomationSerge BNo ratings yet
- UC Berkeley's Master of Information and Data Science - Delivered OnlineDocument2 pagesUC Berkeley's Master of Information and Data Science - Delivered OnlineSerge BNo ratings yet
- Digital Twin For Optical CommunicationDocument6 pagesDigital Twin For Optical CommunicationSerge BNo ratings yet
- Digital Twins: State of The Art Theory and Practice, Challenges, and Open Research QuestionsDocument19 pagesDigital Twins: State of The Art Theory and Practice, Challenges, and Open Research QuestionsSerge BNo ratings yet
- Stochastic Computation Offloading in Digital Twins - 2011.08430Document10 pagesStochastic Computation Offloading in Digital Twins - 2011.08430Serge BNo ratings yet
- Week 10Document1 pageWeek 10Serge BNo ratings yet
- Opel EngDocument26 pagesOpel EngalmircelebicNo ratings yet
- HSBCDocument3 pagesHSBCOmid PtokNo ratings yet
- The Tropos Software Development Methodology: Processes, Models and DiagramsDocument11 pagesThe Tropos Software Development Methodology: Processes, Models and Diagramsyossef. kassayNo ratings yet
- Gpon and OpticalDocument67 pagesGpon and Opticalkhanhvt50No ratings yet
- BACnet Energy MeterDocument5 pagesBACnet Energy MeterSophia SmithNo ratings yet
- Queuing ModelDocument25 pagesQueuing ModelPrincess Darlyn AlimagnoNo ratings yet
- CV CarlosDelgado BlackBeltSixSigma EnglishDocument5 pagesCV CarlosDelgado BlackBeltSixSigma EnglishKArina Calle RiveraNo ratings yet
- Preventive Maintenance Air FranceDocument4 pagesPreventive Maintenance Air FranceMarta MilicNo ratings yet
- Service Catalog Jython ValidationDocument7 pagesService Catalog Jython Validationyerberos86No ratings yet
- Electrical Design Engineer ResumeDocument2 pagesElectrical Design Engineer ResumeMukesh KumarNo ratings yet
- Statistics WikiDocument118 pagesStatistics WikisandhyaNo ratings yet
- Computational Thinking and Tinkering PDFDocument13 pagesComputational Thinking and Tinkering PDFJaime Lozano BNo ratings yet
- EM1C1NA21 Operator Manual EX80-5Document241 pagesEM1C1NA21 Operator Manual EX80-5Craig DawkinsNo ratings yet
- TreasuryDM1 2 MainDocument2 pagesTreasuryDM1 2 MainbalasukNo ratings yet
- GHGHDocument1 pageGHGHeko prastyoNo ratings yet
- BCOM CADepartment ProfileDocument35 pagesBCOM CADepartment ProfileDeepan KumarNo ratings yet
- Scandence: QR Code Based Attendance Management SystemDocument11 pagesScandence: QR Code Based Attendance Management SystemKaustubh SawantNo ratings yet
- Infix To Postfix and PrefixDocument10 pagesInfix To Postfix and PrefixPushkar Dua100% (2)
- Informatica Power Exchange Architecture PDFDocument24 pagesInformatica Power Exchange Architecture PDFDacalty Dac50% (2)
- 3D MODELING (Level - 2)Document14 pages3D MODELING (Level - 2)SumanNo ratings yet
- Chap-4 Field Effect TransistorDocument18 pagesChap-4 Field Effect Transistorbiruk satnawNo ratings yet
- Chapter 1: INTRODUCTION: 1.1 GeneralDocument40 pagesChapter 1: INTRODUCTION: 1.1 GeneralVishwajitNo ratings yet
- ACPIspec 40 ADocument717 pagesACPIspec 40 ABhargav ReddyNo ratings yet
- Tensorflow, Keras and Deep LearningDocument51 pagesTensorflow, Keras and Deep LearningrossNo ratings yet
- Lesson 11 Multiple Linear RegressionDocument35 pagesLesson 11 Multiple Linear RegressionbatmaninclashNo ratings yet
- 61863e Ladder Language Programming ManualDocument40 pages61863e Ladder Language Programming ManualSang Nguyễn BáNo ratings yet
- Fidic Procurement ProceduresDocument175 pagesFidic Procurement ProceduresBVS NAGABABU100% (1)
- Final Examination: This Is A Closed Book, Closed Notes, No Calculator ExamDocument10 pagesFinal Examination: This Is A Closed Book, Closed Notes, No Calculator Exambunty daNo ratings yet
- TBC ResourcesDocument49 pagesTBC Resourcesyuri Paul Castañeda BaldaNo ratings yet