Download as pdf or txt
You might also like
- Boehler CN 13 4-MC FDocument1 pageBoehler CN 13 4-MC FFilipe CordeiroNo ratings yet
- SL20GDocument2 pagesSL20Gridho_48No ratings yet
- Boehler CN 13 4-MC - SWDocument1 pageBoehler CN 13 4-MC - SWSebastian AcostaNo ratings yet
- Universalis: Rutile ElectrodeDocument2 pagesUniversalis: Rutile ElectrodeBeshoy RedaNo ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocument1 pageCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNo ratings yet
- RepTec-cast IronDocument2 pagesRepTec-cast IronSDS MANINo ratings yet
- Conarc 49C: Basic ElectrodeDocument2 pagesConarc 49C: Basic ElectrodeMark Williams100% (1)
- item11-LNT NiCroMo 59.23Document1 pageitem11-LNT NiCroMo 59.23VVan TanNo ratings yet
- WG-WPS-0099 Rev 2Document1 pageWG-WPS-0099 Rev 2mb.pipingNo ratings yet
- Las Tek FillerDocument2 pagesLas Tek Fillerseeralan balakrishnanNo ratings yet
- AbcDocument2 pagesAbcsurendarNo ratings yet
- Conarc49c EngDocument2 pagesConarc49c EngtNo ratings yet
- sl502 EngDocument2 pagessl502 EngArsalan QutbiNo ratings yet
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- Nickel Based ElectrodeDocument1 pageNickel Based Electrodewalter091011No ratings yet
- s543b - Electrozi Basic 7018 Info ENGDocument2 pagess543b - Electrozi Basic 7018 Info ENGVlad AdrianNo ratings yet
- PDS-OK AristoRod 38 Zn-Rev6Document2 pagesPDS-OK AristoRod 38 Zn-Rev6joao guilhermeNo ratings yet
- 1564 Fox Ev 85 ElettrodoDocument1 page1564 Fox Ev 85 ElettrodoAminNo ratings yet
- Kryo1 EngDocument2 pagesKryo1 EngtNo ratings yet
- TDS - Nimrod C276KSDocument1 pageTDS - Nimrod C276KSImmalatulhusnaNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- N 2 XHDocument1 pageN 2 XHElda DokaNo ratings yet
- E 8018 B2Document1 pageE 8018 B2ElMacheteDelHuesoNo ratings yet
- item8-LNT NiCro60.20Document1 pageitem8-LNT NiCro60.20VVan TanNo ratings yet
- item22-LNT 502Document1 pageitem22-LNT 502VVan TanNo ratings yet
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- Lincoln baso48SPDocument2 pagesLincoln baso48SPbunkerfaust2No ratings yet
- EN12073T19123L PC/Mi: - Chemical Composition of All-Weld MetalDocument1 pageEN12073T19123L PC/Mi: - Chemical Composition of All-Weld Metalmohamed AdelNo ratings yet
- Elerep® 310: ClassificationDocument2 pagesElerep® 310: ClassificationSerhii MishchenkoNo ratings yet
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- 02.CARBO - RC 3 Blau eDocument1 page02.CARBO - RC 3 Blau eMario CastilloNo ratings yet
- SMAW Electrodes: Product FeaturesDocument1 pageSMAW Electrodes: Product FeaturesIgur EuiNo ratings yet
- Carbo 4842 Ac-E310Document1 pageCarbo 4842 Ac-E310ali torabiNo ratings yet
- Alu MN: Description and ApplicationDocument1 pageAlu MN: Description and Applicationmohamed AdelNo ratings yet
- Sus904l 158Document1 pageSus904l 158rinthusNo ratings yet
- Carbofil 3nimocr Oerlikon en TN130181Document1 pageCarbofil 3nimocr Oerlikon en TN130181rusf123No ratings yet
- Ficha Técnica CarborodDocument1 pageFicha Técnica CarborodAndres NuñezNo ratings yet
- CF10MC (1.4571)Document3 pagesCF10MC (1.4571)Gilcimar Cavalcante GilcimarNo ratings yet
- Citorail OerlikonDocument1 pageCitorail OerlikonGiancarlo BlandinoNo ratings yet
- Chromecore-430-G Er430Document1 pageChromecore-430-G Er430peymanNo ratings yet
- GGG40CI WeldingDocument13 pagesGGG40CI WeldingA K NairNo ratings yet
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- Supercito E: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageSupercito E: MMA Electrodes C-MN and Low-Alloy Steelsantonio111aNo ratings yet
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- C 70 SuperthermDocument2 pagesC 70 SuperthermMandeep SinghNo ratings yet
- 19042016000000T - Union I CrMo 910 - Tig RodDocument1 page19042016000000T - Union I CrMo 910 - Tig RodRushita SolankiNo ratings yet
- Boehler CN 23 12 PW-FDDocument1 pageBoehler CN 23 12 PW-FDbrayanNo ratings yet
- Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument3 pagesMatmatch Is Trusted by 2 Million+ Engineers and Product Developers Each Yearhardeep SinghNo ratings yet
- Boehler EAS 4 M-IG - Tig RodDocument1 pageBoehler EAS 4 M-IG - Tig RodbrayanNo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- Rod - Union I Crmo 910Document1 pageRod - Union I Crmo 910Rushita SolankiNo ratings yet
- PMI VerificationDocument3 pagesPMI VerificationAbdülHak ÖZkaraNo ratings yet
- ASME B31.3 Table 341.3.2 Acceptance Criteria For Welds - Visual and Radiographic ExaminationDocument3 pagesASME B31.3 Table 341.3.2 Acceptance Criteria For Welds - Visual and Radiographic ExaminationAbdülHak ÖZkaraNo ratings yet
- HeatStressDocument2 pagesHeatStressAbdülHak ÖZkaraNo ratings yet
- 4.0 Welding Filler Metal SpecificationsDocument1 page4.0 Welding Filler Metal SpecificationsAbdülHak ÖZkaraNo ratings yet
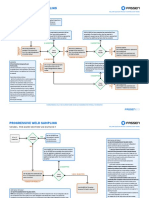
- 1.0 Progressive Weld Sampling For ASME Piping and VesselsDocument2 pages1.0 Progressive Weld Sampling For ASME Piping and VesselsAbdülHak ÖZkaraNo ratings yet
- Böhler Fox Nibas C276Document1 pageBöhler Fox Nibas C276AbdülHak ÖZkaraNo ratings yet
- Fit-Up Preparation and Acceptance Criteria As Per Project RequirementsDocument6 pagesFit-Up Preparation and Acceptance Criteria As Per Project RequirementsAbdülHak ÖZkaraNo ratings yet
- Test PackDocument38 pagesTest PackAbdülHak ÖZkara100% (1)
- PRODUCTSDocument8 pagesPRODUCTSnikolamil1993No ratings yet
- Lecture-4-Industrial Screening EquipmentDocument25 pagesLecture-4-Industrial Screening EquipmentDikshithaNo ratings yet
- ReSA AFAR 2205 Quiz 3Document13 pagesReSA AFAR 2205 Quiz 3Rafael BautistaNo ratings yet
- Stocrete Aeg Tds Se 08.06.2022Document3 pagesStocrete Aeg Tds Se 08.06.2022Wai Phyo HeinNo ratings yet
- 7" 17.0 35.0# STWB, Bridge Plug, Wireline Set, Cast Iron, Drillable, 300 Deg FDocument3 pages7" 17.0 35.0# STWB, Bridge Plug, Wireline Set, Cast Iron, Drillable, 300 Deg Fdiah andrianaNo ratings yet
- What Are The Thermal, Electrical, and Physical Properties of The Panasonic HIPER V R-1755V MaterialDocument5 pagesWhat Are The Thermal, Electrical, and Physical Properties of The Panasonic HIPER V R-1755V MaterialjackNo ratings yet
- API 510 Question Bank Set JDocument7 pagesAPI 510 Question Bank Set JNayeem UllahNo ratings yet
- General Introduction To Antifoam Industries: Internal Presantation 03.2013 / IstanbulDocument27 pagesGeneral Introduction To Antifoam Industries: Internal Presantation 03.2013 / IstanbulGaurav ChauhanNo ratings yet
- XTRACT30x30 Fi16Document9 pagesXTRACT30x30 Fi16CristiNo ratings yet
- Jis G4053-2008Document14 pagesJis G4053-2008황현석No ratings yet
- Submerged Arc WeldingDocument14 pagesSubmerged Arc WeldingRajan BhadoriyaNo ratings yet
- PDF Nanotechnology in Textiles Advances and Developments in Polymer Nanocomposites 1St Edition Mangala Joshi Editor Ebook Full ChapterDocument54 pagesPDF Nanotechnology in Textiles Advances and Developments in Polymer Nanocomposites 1St Edition Mangala Joshi Editor Ebook Full Chapterlydia.favila698100% (2)
- Non-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarDocument17 pagesNon-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarJatin prasad TandanNo ratings yet
- STJLR.50.5058 Issue 2 20190805Document6 pagesSTJLR.50.5058 Issue 2 20190805Shu FuNo ratings yet
- List of Registered Clearing AgentsDocument7 pagesList of Registered Clearing AgentsPaul ManditerezaNo ratings yet
- Lg-Himacs Acrylics SolidsurfaceDocument4 pagesLg-Himacs Acrylics Solidsurfaceanilbandi493No ratings yet
- Analysis The Effect of Environmental Conditions On Abs Grade A Steel and Bki Grade A Steel Coating On The Resistance Test of Impact CoatingDocument15 pagesAnalysis The Effect of Environmental Conditions On Abs Grade A Steel and Bki Grade A Steel Coating On The Resistance Test of Impact Coatingary rizkiNo ratings yet
- Different Equipment Onboard Ships: Pollution PreventionDocument7 pagesDifferent Equipment Onboard Ships: Pollution PreventionIman SadeghiNo ratings yet
- Bs en 13121 32008 5851Document5 pagesBs en 13121 32008 5851arifhuNo ratings yet
- Mail & Phone 1Document49 pagesMail & Phone 1ISMAYILNo ratings yet
- Sampsistemi Extrusion en v012Document19 pagesSampsistemi Extrusion en v012Ernesto Ivan Iniesta AlanisNo ratings yet
- PEX - 75-Range-Plascoguard-Zinc-Phosphate-Epoxy-PrimerDocument2 pagesPEX - 75-Range-Plascoguard-Zinc-Phosphate-Epoxy-Primersarcozy922No ratings yet
- Astm D2688 23Document4 pagesAstm D2688 23henryaan12No ratings yet
- Extensible RMU - GIS BushingDocument1 pageExtensible RMU - GIS BushingvikrantNo ratings yet
- Esco CrushingDocument12 pagesEsco CrushingAziel AldazabalNo ratings yet
- ASTM D 1457 Standard Specification For Polytetrafluoroethylene (PTFE) Molding and Extrusion MaterialsDocument15 pagesASTM D 1457 Standard Specification For Polytetrafluoroethylene (PTFE) Molding and Extrusion Materialsnelson9746No ratings yet
- Tensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositeDocument4 pagesTensile Properties of Ground Coffee Waste Reinforced Polyethylene CompositemhmmdzulvaNo ratings yet
- SUBCON 2020 - ListDocument6 pagesSUBCON 2020 - ListRamNo ratings yet
- Rev3rd - Catalogue 2022Document12 pagesRev3rd - Catalogue 2022panchucrutNo ratings yet
- JL Goslar General enDocument35 pagesJL Goslar General enGeorgi Mitkov SavovNo ratings yet