Professional Documents
Culture Documents
Seamanship & COSWP Notes Consolidated
Seamanship & COSWP Notes Consolidated
Uploaded by
Neeraj SOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Seamanship & COSWP Notes Consolidated
Seamanship & COSWP Notes Consolidated
Uploaded by
Neeraj SCopyright:
Available Formats
ANGLO-EASTERN MARITIME ACADEMY, KARJAT
NOTES ON
SEAMANSHIP & COSWP
COVERING THE TOPICS OF IMU – DNS SYLLUBUS
(T3106 - in SEMESTER – I; and T3203 - in SEMESTER – II)
(For Internal Circulation Only)
Prepared by
Capt. Sarat kumar C.N.
Senior Training Supdt. (Nautical)
Ver: 1 – Jan 2017 1
INDEX
SECTION – A: SEAMANSHIP
SL.NO. TOPIC PAGE NO.
1 IMU – DNS Syllabus for Semester 1 & 2 4
2 Introduction to Rope Work 6
3 Constructional details of a Rope 7
4 Handling, Care & Maintenance of Natural, Synthetic & Wire Ropes 13
5 Calculation of Breaking Strength & SWL of Ropes 16
6 Introduction to Blocks, Tackles and Purchases 19
7 Mechanical Adv. & Vel. Ratios of Tackles and Purchases 21
8 Markings on Blocks & Shackles 24
9 Use of Sen-house Slip 26
10 Different types of Slings used on board ships 27
11 Method for reducing the length of a sling temporarily 29
12 Standard Crane Signals 30
13 Use of Swivels 34
14 Mooring Arrangements on board ships 34
15 Effect of Mixed Moorings 35
16 Use of Rat Guards 35
17 Dangers of Mooring bights 36
18 Dangers of Vertical leads 36
19 Method of securing mooring ropes on bitts 36
20 Use of Synthetic Rope tails and Mooring joining shackles 37
21 Use of a Sledge Hammer 39
22 Anchor work 40
23 Parts of Stockless Anchor 40
24 Various fittings on the Forecastle deck of a ship 40
25 Important definitions related to Anchor work 41
26 Markings on an Anchor Cable 45
27 Parts of a Windlass 46
28 Procedures for Safe Anchoring & keeping Anchor Watch 47
29 Procedures for ‘Letting Go Anchor’ in an emergency 49
30 Securing Anchors for sea voyage 50
31 Constructional details of a Pilot Ladder 50
32 Use of ‘Scuppers’ to prevent pollution 51
33 Use of ‘Hand Lead Line’ 51
34 Corrosion Triangle 52
35 Erosion 52
36 Galvanic Corrosion Reaction 52
37 Galvanic series of metals 53
38 Factors affecting corrosion of steel 53
39 Different types of corrosion in steel 54
40 Cathodic Protection of Ship’s hull 55
41 Protective Coatings – Classification of 57
42 Preparation for Painting 57
Ver: 1 – Jan 2017 2
43 Power tools used on board ships 58
44 Composition of Paints 58
45 Different types of Binders used in Paints 59
46 Precautions while storage, handling & mixing of paints 60
47 Common paint defects and their causes 61
SECTION – B: COSWP
1 Definition of Risk and Hazard 63
2 Personal health and hygiene of seafarers 64
3 Use of proper PPEs 65
4 Safety Signs and their use 65
5 Manual handling of weights – Precautions 69
6 Safety officials and Safety Committee on board ships 69
7 Use of ‘Permit – to – Work’ system on board ships 70
8 Essential elements of a PTW system 70
9 Few examples of PTW system and their requirements – Cold Work, 71
Working Aloft, Working over-side, Electrical Isolation permits
10 Lock out and Tag out procedures 73
11 Hot Work procedures 74
12 Procedures for Entering Dangerous (Enclosed) Spaces 75
13 Enclosed Space Entry – Training and Drill requirements 76
14 Safety precautions while operating hydraulic hatch covers 78
15 Safety precautions while working at a height – Radar Scanner repairs 79
16 Safety precautions while operating power tools & equipment 81
17 Safety precautions while entering & working inside Battery Compt. 82
18 Safety precautions while rigging Pilot Ladders & Gangway 84
19 Safety precautions during Cutting & Welding operations 86
20 Safety precautions while operating Spray Painting Equipment 89
21 Safety precautions while attending to Anchoring station 90
22 Safe Bunkering Procedures 91
Ver: 1 – Jan 2017 3
IMU SYLLABUS FOR DNS PROGRAMME
SEMESTER 1 – T 3106: Seamanship & COSWP – PAPER I
BLOCK 2 - UNIT 5: ROPE WORK
5.1 Explain the construction, care and maintenance of natural fibre, synthetic fibre ropes including
uncoiling, coiling and stowing;
5.2 Explain the construction, care and maintenance of wire ropes including uncoiling, coiling and
stowing; Un-coiling a new coil of wire rope, cutting of wire ropes, flaking and removing kinks.
BLOCK 2 - UNIT 6: BLOCKS, PURCHASES, LIFTING & MOORING APPLIANCES
6.1 Explain the different types of tackles and purchases and the power gained in each case.
6.2 Describe the relationship between the diameter of sheave and diameter of rope.
6.3 Explain the markings on block, shackles.
6.4 Explain the use of sen-house slip, where it is used.
6.5 Explain the use of swivels.
6.6 Explain mooring arrangements, effect of mixed mooring, use of rat guards, danger of bights,
danger of vertical leads, mooring terms, securing ropes to bitts, putting eye of more than one
rope to a single bollard.
6.7 Explain the use of mooring shackle, Tonsberg and Mandel shackle.
6.8 Explain the use of synthetic rope tails with mooring wire.
6.9 Calculate SWL, Factor of Safety and Breaking Strength.
6.10 Explain the use of a sledgehammer.
6.11 Explain the parts of a stockless anchor.
6.12 Explain Maintenance of the Pilot ladder.
6.13 Explain the plugging of scuppers during bunkering, loading and discharging of oil cargo.
6.14 Explain the use of hand lead line.
BLOCK 2 - UNIT 7: CORROSION & ITS PREVENTION
7.1 List different type of materials and their uses on board: Steel, Aluminium, Brass, Wood, Forged
Steel, Canvas, Rubber Plastics, Ropes and cordages and Fibre-glass.
7.2 Explain Corrosion Prevention
7.2.1 Describe the Galvanic and Bimetallic corrosion, Sacrificial Anodes
7.2.2 Explain the method of surface preparation and painting above and below the water level
7.2.3 State the main compositions of paints as Pigments and Vehicle;
Describe the types of vehicles as ‘Oxidation curing’, Physically drying and Chemically
curing type; Give examples of each
7.2.4 Explain cathodic protection system
7.2.5 Describe storage, handling and mixing of paints
7.3 State the causes of corrosion in cargo spaces and ballast tanks and explain how extent of
corrosion can be identified and prevented.
BLOCK 2 - UNIT 8: SAFE WORKING PRACTICES
8.1 Define "hazard", “Risk assessment”, Elements of "Risk", Methods of Controlling “Risk”
8.2 Role of Safety Officer on board ships; Requirement of forming ‘Safety Committee’
8.3 Use of ‘Permit-to-work’ system as a tool for improving safety
Ver: 1 – Jan 2017 4
8.4 Critical jobs on board which require ‘Permit-to-work’
8.5 Use of ‘Personal Protective Equipments’
8.6 Precautions during manual handling of weights
8.7 Safety precautions needed
8.7.1 While operating Power Tools and Equipments
8.7.2 While operating ‘Paint Spraying Equipment’
8.7.3 While operating hydraulically operated Hatch covers
8.7.4 Entering and working inside battery compartments
8.7.5 During work involving Cutting and Welding
8.8 Different hand movements used by signalling man for guiding the crane operator
8.9 Different colour codes used for Safety Signs on board; Colour codes used for identifying Gas
cylinders, Pipe lines and Fire extinguishers
SEMESTER 2 – T 3203: Seamanship & COSWP – PAPER II
BLOCK 2 - UNIT 5: TACKLES & PURCHASES
5.1 Explain the standard crane signals
5.2 Explain the use of various slings; method of shortening a rope sling.
BLOCK 2 - UNIT 6: ANCHOR WORK
6.1 Explain Anchor work. Describe the parts of a windlass
6.2 Explain the following terms in connection with anchor work:
Cable, Link, Swivel, Joining shackle, Shackle as a term of length, Bitter end, A’cockbill (anchor
ready for letting go), Anchor aweigh, Clear hawse, Foul hawse, Clear or foul anchor, Dragging,
Long stay, Short stay, Up and down, to veer cable, Weighing anchor, Yawing, Brought up to three
in water / four on deck, etc.
6.3 Explain the method for securing anchor for sea; covering the Spurling pipe; marking on anchor
cable; use of chain hook;
Describe how anchors should be kept ready for use in emergency.
BLOCK 2 - UNIT 7: SAFE WORKING PRACTICES
With reference to Code of Safe Working Practices explain the following:
7.1 Safety precautions while anchoring
7.2 Safety precautions while repairing radar
7.3 Safety precautions while entering battery room
7.4 Safety precautions while using Bosun’s chair
7.5 Safety precautions while rigging gangway and pilot ladder
7.6 Describe the importance of personnel health and hygiene on board ship
7.7 Permit System - Hot work permit, Cold work permit, Entry in enclosed space permit, Working aloft
permit, Working over-side permit, Electrical Isolation Permit, Lockout and Tag out procedures.
7.8 List Safe bunkering practices
7.9 Demonstrate Entry into Enclosed Space
Ver: 1 – Jan 2017 5
ROPE WORK
The History of Rope Making
Prehistoric Times
Ever imagined how they lifted up those heavy stones for making Stone
hedges when there were no Cranes in pre-historic times?
There is evidence that ropes were made and used even in prehistoric times
from grasses and vines twisted together. No tools were used and the fibres
were twisted by hand. Such ropes were then used for moving heavy objects
like stones and logs
Ancient Egyptian (2000BC)
Ancient Egyptians used ropes made from reeds and fibres
made out of papyrus plants. There are many Papyrus
paintings where it was shown how they spun the yarns
together on a hand held spindle to make ropes out of it.
Medieval Period (1100 – 1500 AD)
In Medieval Period Europe, ropes were made in people’s own homes by skilled workers and sold locally.
The yarns were attached to hooks and turned by hand for twisting them together.
Victorian Era (1850AD)
In the 1700s and 1800s, new inventions meant yarns could be
spun by machine. To cater to the ever increasing need for
ropes, many rope factories and spinning mills were built.
Twentieth Century onwards (1950AD)
During the twentieth century after petroleum was discovered, it
was found that ropes could be made from fibres of synthetic
materials like nylon, polyester etc. These fibres were used to make
ropes that are cheaper as well as stronger than natural materials.
These ropes could also be easily dyed to a variety of colours.
Synthetic fibre ropes were mainly made by
using machines.
Ver: 1 – Jan 2017 6
Do you know?
Sailing ships were being used before boats were powered by steam or oil. Sailing ships
needed huge amounts of rope for rigging and anchors. The rigging was used to
support the masts and lift the sails on the ship. There are records stating that a medium sized Sailing ‘Man
of War’ of those days needed about 43 miles (about 69 kilometres) of ropes for rigging.
Classification of Ropes:
ROPES
NATURAL FIBRE ROPES SYNTHETIC or STEEL WIRE ROPES
MANMADE FIBRE
ROPES
- Natural Fibre Ropes
- Synthetic (Man-made) Fibre Ropes
- (Steel) Wire Ropes
Construction of a Rope:
All Ropes are made up of fibres, yarns and strands. The long solid threads from which the
ropes are made are called fibres. The ‘Natural Fibre Ropes’ use natural fibres found in the
stems of few suitable plants and ‘Synthetic fibre ropes’ use fibres are produced as petroleum
oil by-products. Steel Wire ropes use finely drawn steel wires for making strands.
Rope
Yarn
Fibres
Strand
Ver: 1 – Jan 2017 7
Natural Fibre Ropes:
The most commonly used Natural fibres for rope making are,
Hemp
Manila
Sisal
Coir etc.
HEMP:
The figure shows the stem of a hemp plant. The fibres are stripped
from the stem and separated out. Hemp plants can grow up to fifteen
feet tall and rope is made from the fibres of the tall, upright stems of
the plant. Hemp ropes are grey in colour. They are the strongest
among all vegetable fibre ropes and are generally used on board
ships for making signal halyards, boat ropes, lead lines, etc. Hemp
ropes are strong but it has to be dipped in the tar to make them
waterproof.
MANILA: Manila rope fibres are obtained from the leaves of the abaca plant, a
type of wild banana, grown in countries with a tropical climate,
particularly the Philippines. It is the most commonly used natural
fibre rope at sea. They are waterproof so these yarns do not need
tarring but these ropes are not considered as strong as the best-
quality hemp.
Manila ropes are normally golden yellow in colour and are generally
used on board for making slings, derrick ropes, gant-lines, pilot
ladders and other aloft works.
SISAL:
Sisal comes from the fibrous leaves of ‘agave sislana’, a plant belonging to
cactus family. These plants grow in areas with tropical climate and are
particularly found in Eastern Africa and Indonesia. It is not as strong as
hemp or manila but it has good stretching properties making it good for
mooring ropes etc. They are used only as a substitute if Manila or Hemp is
not available.
Sisal fibres are pale yellow in colour. These ropes are used on board ships
for general deck work such as lashings etc.
COIR:
Coir fibre comes from the outer husk of Coconuts. Coconut Palm trees grow
in countries with tropical climates like India. These ropes do not easily rot in
salt water and so finds extensive use in the fishing industry.
Coir ropes are brown in colour. They are the weakest of all natural fibre
ropes in use. These ropes are light and float in water. They are used on
board ships for making Coir fenders, Coir mats and other decorative items.
Ver: 1 – Jan 2017 8
COTTON:
Cotton ropes are not so strong and will rot very easily. Therefore they are not
in common use on board ships. They are mostly used for decorative purpose
only.
Synthetic or Man-made Fibre Ropes:
Few commonly used Synthetic Fibre Ropes on board are,
- Nylon (also called ‘Polyamide’)
- Polypropylene
- Polyethylene
- Polyester etc.
In addition to all above, there are also many specially made high quality synthetic ropes available in the
market which are all developed after Research and Development in the field. These special ropes
combines the best of the properties of conventional ropes like the strength and durability.
Comparison between Natural Fibre Ropes and Synthetic Fibre Ropes
Man-made fibre ropes are far stronger than any natural fibre rope size for size, is rot-proof and almost
impervious to water. They can be considered non-inflammable in that they do not readily ignite or burn with
a flame, but generally they do have a low melting point.
Properties of few common Synthetic Fibre Ropes:
1. NYLON Ropes
Advantages:
- Much Stronger, Elastic and more durable than any Natural Fibre Rope.
- Nylon ropes have exceptional resistance to sustained loading and good recovery properties
- High melting point (almost 250°C)
- Good resistance to water and most chemicals ( It is highly resistant to chemical attack from alkalis,
oils and organic solvents, but can get damaged by acids)
Disadvantages:
- Comparatively expensive when compared to other types of synthetic ropes
- Heavy and hence do not float in water
- Smooth surface makes it slippery and hence not suitable for making rope ladders etc.
- When wet, the strength of a Nylon rope greatly reduces (will retain only 80% of its dry strength or
Ver: 1 – Jan 2017 9
SWL as given in the certificate issued by the supplier)
- Due to its high elasticity (under load can stretch up to 140% of its original length), when placed
under excessive load, nylon ropes may break without any warning
- Its high elasticity also makes it unsuitable for use where movements are to be restricted
(For e.g., tanker moorings are required to restrict the ship’s movement to avoid any damage to
the loading arms. Therefore, use of Nylon mooring ropes are prohibited on board tankers and gas
carriers).
2. POLYESTER: (Also known as ‘Terylene’)
ADVANTAGES
- Even though not as strong as nylon, it has the lowest extension under load amongst all synthetic fibre
ropes.
- High abrasion and temperature resistance (almost similar to that of Nylon).
- High resistance to acids, oils and organic solvents (even better than Nylon)
- No reduction in strength when wet (It retains the same strength when in wet or dry conditions)
- Comparatively cheaper than Nylon
DISADVANTAGES
- It is heavier as compared to all other synthetic ropes
- It will not float.
- Lower melting point as compared to Nylon (between 230 and 250°C)
3. POLYETHYLENE and POLYPROPYLENE
Both Polypropylene and Polyethylene ropes are almost identical in appearance and very similar in
their properties. Among these, being cheaper, lighter and with best strength-to-weight ratio,
Polypropylene ropes are more popular and widely used on board ships.
The main advantages and disadvantages of these ropes are,
ADVANTAGES
- Excellent resistance to abrasion and shock loading
- Very light and will float in water (Polyethylene rope is slightly heavier than Polypropylene rope)
Since any floating line will stay clear from rotating propellers, they will be a good choice for
towlines, messenger lines etc.
- No reduction in strength when wet
- Good resistance to both Acids (except Nitric Acid), Alkalis, Alcohols and bleaching solutions
- Polyethylene ropes have good resistance against UV rays but Polypropylene is susceptible to UV
damage and will deteriorate over time when exposed to sun
- Almost impervious to water and so is rot free
- Available in different colours; very smooth and pliant to hold
DISADVANTAGES
- Low in strength as compared to other synthetic fibre ropes
- Soften progressively with a rise in temperature (the low melting point also means they tends to fuse
under high friction)
Ver: 1 – Jan 2017 10
- Can be slippery, particularly Polyethylene rope.
Polypropylene is the lightest of all synthetic fibers. It is the most commonly used type of rope on
board ships due to its Cost v/s Usefulness advantage.
High Modulus Synthetic Fibre (HMSF) Ropes
In addition to the few traditional Synthetic fibre ropes mentioned above, there are few
patented, specially made ropes available in the market which are products of R&D and which are
claimed to be superior in qualities as compared to traditional ropes. These ropes are mostly made from
High-modulus fibres such as Aramid, High-modulous polyethylene (HMPE) etc. Since these fibres are much
stronger than conventional synthetic fibres, a smaller diameter rope can be used which will give the same
results.
Aramid Fibre Ropes - The Aramid is a kind of manmade fiber with very high performance. Typically
has high strength and low stretch. These ropes do not float. They have good cut resistance but only fair
Ultraviolet (UV) and abrasion resistance. It is polymerized, spun and drawn using special technology
which makes its fibres to be compounded as a whole like solid chains or rings thus providing it with high
strength and heat resisting features.
Advantages of Aramid Ropes:
- High tension/ low elongation
- High breaking strength
- High temperature difference tolerance
- Electric Insulation
- Resistance to acids and alkaline corrosion (between PH Values 3 to 9)
Note: HMSF mooring ropes, since they are inelastic just like wire-ropes, usually require the use of another
type of synthetic fibre rope tails to introduce some elasticity.
CLASSIFICATION OF ROPES AS PER CONSTRUCTION
Ropes can be classified based on,
The ‘Lay’ of the rope; Whether Right handed Lay of Left handed Lay AND
The number of strands
Right handed and Left handed lay ropes:
In a right hand laid rope (RHLR), the completed rope is twisted in a way that when you hold this
rope straight in front of you, the strands will lead from right hand side on top to the left hand side at the
bottom. Hence this manner of lay is also referred to as Z-lay. On the other hand, a left-handed laid rope
(LHLR) is twisted in the direction opposite of that of a Z-lay. In this, the strand will lead from left hand
side on top to the right hand side at the bottom. Left-lay is also referred to as S-lay.
Ver: 1 – Jan 2017 11
Classification of ropes, based on the number of strands:
The ropes are names based on Strands as given below:
3 Strands Hawser-laid ropes;
4 Strands Shroud-laid ropes;
8 Strands Plaited ropes; and
9 Strands Cable-laid ropes.
In addition to the above types, we also have the Braided Ropes in which interwoven strands form a
circular tube like sheathing and through which another rope is passed which acts as a core. Inner core
rope can be another braided rope, through which yet another rope may pass as core and so on.
Braided Rope
A hawser-laid rope is a three-strand rope; In a right-hand hawser laid rope, Fibres are twisted right-
hand manner, then the Yarns are twisted left-hand manner and finally the Strands are twisted right-
hand manner to complete the rope.
HAWSER LAID ROPE SHROUD-LAID ROPE
(3 – STRAND ROPE) (4 – STRAND ROPE)
A shroud-laid rope is a four-strand rope. In this, rope is laid up with four strands instead of the more
usual three. The strands are laid up round a heart, or central, strand, as otherwise, the four strands
would not bind close enough together, and without a heart would leave a central hollow. Size for size,
shroud-laid rope is not as strong as hawser-laid rope. However, it is less liable to stretch, and therefore
is used as standing rigging, especially on sailing vessels.
Ver: 1 – Jan 2017 12
A plaited rope is an eight-strand rope. The eight strands are arranged in four pairs, two pairs of left-hand
lay and two of right-hand lay. This arrangement is also commonly known as `Square-line' or `Multi-plait'
rope. Its properties are very similar to hawser laid rope except that it is much softer and does not kink.
Mooring ropes used on board at present are mostly of these type.
i)
ii)
i) Cable Laid Wire Rope having a Fibre Core
8 – Ply, Polypropylene, plaited rope ii) Cable Laid Wire Rope without a core
A cable-laid rope is a nine-strand rope. This is a very thick and strong rope used for the heaviest work
on board ships. For e.g. the towing wires used by a tug. It is made by laying up three ordinary hawser
laid ropes together into a single rope. Whereas in ordinary rope, known as hawser rope, the three
strands are laid up from left to right, in cable-laid rope the three hawsers must be laid up from right to
left; otherwise the strands in the hawser become untwisted and lose much of their strength and
durability.
Handling, care and maintenance of Natural fibre rope
i) Never store a Natural Fibre Rope in wet condition to prevent rotting. Always dry it under a shade
before storing it in locker
ii) Never try to over-load a Natural Fibre Rope as its elasticity is very less. The life of the rope depends
on the amount of strain it is subject to.
iii) Rope should always be examined closely for any damage, rot and fatigue before use. If any
strands are found distorted or when any part of the rope is seen opened up or any reduction
of the diameter of the rope below its specified size, all indicates poor strength.
iv) Never drag ropes over sharp edges or over rough surfaces where abrading particles like sand can
penetrate between strands and yarns. This will cause ‘Chafing’ and a reduction in strength.
v) Natural Fibre Ropes are highly susceptible to chemical attack. They should be kept well away from
corrosive chemicals such as Rust removal compounds, Deck cleaning chemicals, Paints,
Battery acid etc.
vi) Natural Fibre Ropes are highly inflammable. Proper Fire Prevention measures are essential where
ropes are stored
Note: The “Rot” can be detected by the smell of the rope and by opening out the strands for
examination by twisting the rope against the lay. If the fibres are found powdery, discolored,
weakened or can easily be plucked out using bare hands, rot exists and the rope should then be
condemned.
Handling, care and maintenance of Synthetic or Man-made fibre rope
Prevent Chafing of Ropes
o Never drag ropes over sharp edges or over surfaces where abrading particles can
penetrate between strands and yarns and cut them when rope is strained.
Ver: 1 – Jan 2017 13
o Avoid Unnecessary chafing at fairleads, over bulwarks, etc. All metallic parts over which
rope passes should be smooth and any chaffing points protected by leather, plastic or
canvas parcelling, or by worming with small sized ropes. Winch drums must be smooth
and free from rust or paint. Fairleads should be in a similar condition and all roller leads
should be freely running and with all bearings well greased.
Contamination with Chemicals and Paints
o Avoid contamination by chemicals (or fumes) and paints as this can damage the ropes. If
any contamination is suspected, wash man-made fibre ropes in cold running water, e.g. by
hosing down. Any weakening of rope through chemical attack may be revealed by the
‘stains’ or by the ease with which you can pluck or pull off filaments or fibres from the
yarns.
Damage due to Heat and Sunlight
o Avoid exposure of ropes to all forms of heat. Avoid unnecessary exposure to the degrading
influence of strong sunlight. Any damage to ropes can be identified by glazing of the rope
surface. In extreme cases locally fused sections of ropes will indicate excessive heat
produced due to friction and considerable loss of strength.
Damage due to Kinks and Turns
o Avoid build-up of excessive turns in ropes. If this condition has occurred, loops will form,
and, if ropes are loaded in such condition, strand distortion and loss of strength will result.
Remove excessive twist by freeing one end of rope before straining the rope.
Never couple a right-hand laid rope to a left-hand rope no matter what materials are used. If the
rope is delivered on a reel, mount the reel on trestles and unreel with the rope coming from
underneath the reel.
If the rope is delivered in a coil form, try to keep it off the floor as dirt and damp can damage the
rope. Always draw the rope from the middle of the coil bringing it out anti-clockwise.
Steel wire ropes:
A Steel Wire Rope is named after its construction. i.e.’ by the number of strands in it and the number of
wires in each strand. Central heart of wire rope can either be of Synthetic fibre or another wire rope.
For example, a ‘6 x 24’ Wire rope will consist of 6 strands and 24 wires in each strand.
Commonly available steel wire ropes are of construction 6 x 12, 6 x 24, 6 x 37 etc.
Of the above, 6 x 12 and 6 x 24 will have a fibre core but 6 x 37 will have a wire core.
Lays of the wire rope:
1. Regular right hand lay: In this, strands are laid up right handed but wires are twisted
together left handed.
2. Regular left hand lay: In this, strands are laid up left handed and wires are twisted
together right handed.
3. Lang’s lay right hand: In this, both wires as well as strands are laid up right handed
4. Lang’s lay left hand: In this, both wires as well as strands are laid up left handed.
Ver: 1 – Jan 2017 14
5. Cable laid wire rope: This is made exactly like a cable laid fibre rope. The six ropes are
laid around a common fibre heart.
Coiling of a wire rope:
Steel Wire Ropes are not so flexible and cannot easily absorb any twists. So, Wire ropes are
normally coiled on a reel or a ‘Turn-table’. A loose length of wire rope can be stored by
coiling it on top of a wooden grating using a Frenchman’s loop.
Cutting a wire rope:
When a wire rope is cut, the ends will fly apart if ends are not secured. So before cutting,
two strong whippings are to be applied about 3 cms. apart on either side of the area to be
cut. Wire rope can be cut with a cold chisel or cutting wheel but a hydraulic wire cutter will
give the best result.
Opening a new coil of wire rope:
- For coil of smaller diameter wires: Remove the lashing and outer covering. Lash the
outer end somewhere on the deck and then roll the coil on the deck like a rolling coil
of the fire hose. An iron rod inserted through the centre of the coil will make the
rolling easier and faster.
- For coil of larger diameter wires: Make a turn-table using two wooden battens (of
size approx. 60cm) crossing each other and hanging on a double length of 3 meter
rope. Place the coil of wire rope over the cross. Pull the two bridle (length of rope)
through the centre of the coil. Bridle can now be hooked on to a swiveled cargo hook.
The end of wire rope can now be pulled out and laid along the deck.
Ver: 1 – Jan 2017 15
Care and maintenance of Steel Wire Ropes:
1. Do not open a new coil of wire rope without using a turntable to avoid kinking of the wire.
2. Handle wire rope carefully so that kinks should not be formed.
3. Always avoid sharp bends and bad nips.
4. Always store a wire rope on top of gratings. Never allow contact with steel deck below.
5. If the wire is wet with seawater it is to be washed with fresh water and apply oil before
storing it.
6. Always inspect the wire rope before use. Any flattening of rope, rusting of wires,
excessive broken wires**, breaking when folded, indicates that the rope is to be
condemned.
(** if more than 10% of total number wires are
found broken within any test length of 8 times
diameter of wire rope, then that wire rope is
required to be changed)
“Breaking Strength” (BS) of a rope:
The estimated load that will cause a rope to part is known as its ‘Breaking Strength’ (B.S.)
This normally does not take into account any weakening of rope due wear and tear, shock-
loading, knots, kinks etc.
Factor of Safety:
It is the ratio between the ‘Minimum Breaking Strength’ to the ‘Safe Working Load’.
i.e., Factor of Safety = [Minimum Breaking Strength/ Safe Working Load].
The factor of safety adopted will vary depending on the type of use and specifications of the
material by which the rope is made of.
Ver: 1 – Jan 2017 16
“Safe Working Load” (SWL) of a rope:
Safe Working Load or SWL of a rope specifies the weight limits within which a given rope
may be safely used repeatedly.
Breaking Strength (BS) = Safe Working Load (SWL) x Factor of Safety (FS)
Empirical formulae for calculating Breaking Strength of Ropes:
Manila Rope 2D2
300
Polypropylene 3D2
Rope 300
Polyester or 4D2
‘Terylene’ Rope 300
Polyamide or 5D2
‘Nylon’ Rope 300
6 x 12 Wire Rope 15D2
500
6 x 24 Wire Rope 20D2
500
6 x 37 Wire Rope 21D2
500
Grade 1 Stud Chain 20D2
600
Grade 2 Stud Chain 30D2
600
Grade 3 Stud Chain 43D2
600
Where, D – diameter in mm;
B/Strength is given in “Metric Tonnes”
Sample Problems:
1. Find the maximum weight that can be lifted using a 18 mm Polypropylene rope if F.S. to
be used is 8?
For Polypropylene Rope, B.S. = 3D2 = (3 x 182)/ 300 = 3.24 t
300
F.S. = 8 (given)
SWL = B.S. / F.S.
= 3.24/ 8
= 0.405 t (Ans.)
Ver: 1 – Jan 2017 17
2. Find the maximum weight that can be lifted using a 12 mm, 6 x 37 wire rope if F.S. to be
used is 6?
For 6 x 37 Wire Rope, B.S. = 21D2 = (21 x 122)/ 500
500
= 6.048 t
F.S. = 6 (given)
SWL = B.S. / F.S. = 6.048/ 6 = 1.008 t (Ans.)
3. Find the minimum size of Nylon rope which can be used to lift up a weight of 800 kg., if
F.S. to be used is 6?
Given that weight to lift (i.e.’ SWL) = 800 kg
= 0.8 t
B.S. = SWL x F.S.
= 0.8 x 6
= 4.8 t
But for Nylon Rope,
B.S. = 5D2
300
= 4.8 t
D = 16.97 mm
Therefore, the minimum size of rope that we should use is 17 mm (Ans.)
4. Find the minimum size of 6 x 24 wire rope which can be used to lift up an Engine Room
spare part weighing 1325 kg, if F.S. to be used is 6?
Given that weight to lift (i.e.’ SWL) = 1325 kg
= 1.325 t
B.S. = SWL x F.S.
= 1.325 x 6
= 7.95 t
But for 6 x 24 wire rope,
B.S. = 20D2
500
= 7.95 t
Therefore, D = 14.098 mm
Therefore, the minimum size of wire rope that we should use is 15 mm (Ans.)
Ver: 1 – Jan 2017 18
Blocks, Tackles and Purchases
A block consists of assembly of one or more sheaves fitted inside a wooden or metallic
frame and supported by a hook attached above it. All the sheaves are fitted with a bearing
which is then mounted on a common pin fitted at the centre.
A purchase is a mechanical device used for increasing the applied pull or force; It may be a
system of levers or a system of revolving drums or gear wheels geared to one another, or a
combination of blocks or pulleys through which rope or chain is passed.
A tackle is a purchase consisting of a rope passing through two or more blocks in such a way
that the force of pull applied to its hauling part is increased by an amount (depending on
the number of sheaves in the blocks) and the manner in which the rope is rove through
them (whether rove to ‘advantage’ or ‘disadvantage’)
Parts of a Tackle:
Ver: 1 – Jan 2017 19
Reeving a Tackle to Advantage and to Disadvantage:
The number of parts at the moving block, and
therefore the mechanical advantage, is always
greater when the hauling part comes away from the
moving block; and such a tackle is said to be `rove to
advantage'. (i.e.’ Movement of Load and Effort
applied are in the same direction). If in a tackle,
hauling part moves away from the standing block, it is
said to be `rove to disadvantage'. (i.e.’ Movement of
Load and Effort applied are in opposite direction).
Mechanical Advantage (MA) This is the amount by which the pull on the hauling part is
multiplied by the tackle. If friction is disregarded, this will be equal to the number of parts
of the fall at the moving block.
(e.g. if there are two parts at the moving block the mechanical advantage is two, a pull on
the hauling part of 50kg would, if friction is disregarded, hold a weight of 100kg).
Mechanical Advantage (M.A.) = Load
Effort
Velocity Ratio (VR) Mechanical Advantage is gained only at the speed of working. The
ratio between the distance moved by the hauling part and that moved by the moving
block is known as the Velocity Ratio (VR) and is always equal to the number of parts of the
fall at the moving block.
Velocity Ratio (V.R.) = Dist. Travelled by Effort
Dist. Travelled by Load
Ver: 1 – Jan 2017 20
Efficiency of a machine is the ratio of ‘Useful work done’ on load to the ‘work done’ by the
effort applied.
Efficiency % = Useful work done on Load x 100
Work done by the Effort
If 100 % efficiency is assumed, i.e.’ if there are no losses due to friction, then
Work done by Effort = Work done on load
Effort x Dist. travelled by Effort = Load x Dist. travelled by Load
i.e.’, Dist. Travelled by Effort = Load
Dist. Travelled by Load Effort
Velocity Ratio of a Machine = Mechanical Advantage**
i.e., (** If it is assumed that there are no ‘frictional losses’)
Different types of Tackles and Purchases; Their M/Advantage and V/Ratios:
Explain power gained in each cases
Mechanical Advantage
No. of Sheaves Velocity Ratio
(Assuming no friction)
1 Nil 1
Single Whip
Disadvantage = 2
1+1=2 2
Advantage = 3
Gun Tackle or Double
Whip
Ver: 1 – Jan 2017 21
Mechanical Advantage
No. of Sheaves Velocity Ratio
(Assuming no friction)
Disadvantage = 3
2+1=3 3
Advantage = 4
Luff Tackle or Watch
Tackle
Disadvantage = 4
2+2=4 4
Advantage = 5
Two-fold Purchase
Disadvantage = 5
3+2=5 5
Advantage = 6
Double – Luff or
Gyn Tackle
Disadvantage = 6
3+3=6 6
Advantage = 7
Three–fold Purchase
Ver: 1 – Jan 2017 22
In all earlier worked out examples, we totally ignored any losses due to friction in the
sheaves. However, in practice, there are always some losses due to the friction and it is
assumed that frictional losses introduced per sheave = 10% of the load (until and unless,
any other value is given in the question asked)
So above formulae can be modified as given below:
Effort x Dist. travelled by Effort = (Load + Friction) x Dist. travelled by Load
i.e.’ Effort, E = (Load + Friction) x Dist. travelled by Load
Dist. travelled by Effort
= (Load + Friction) / Velocity Ratio
Hence, E= (W + n x W) / V.R.
10
Where, W = Load; E = Effort;
n = Total no. of sheaves in the purchase assembly
Note: Whenever a purchase is rigged to advantage, V.R. = n + 1; AND
When a purchase is rigged to disadvantage, V.R. = n
Sample Problems:
1. When a load of 600 kg is lifted using a 2-fold purchase rigged to disadvantage, find the
efficiency of the system (assume frictional loss of 10% per sheave)?
For 2-fold purchase rigged to disadvantage, V.R. = n = 4.
Effort E = (W + n x W) / V.R.
10
= (600 + (0.4 x 600))/ 4
= 210 kg
M.A. = Load/ Effort
= 600 / 210
= 2.857
Efficiency = (M.A. / V.R.) x 100 %
= (2.857/ 4) x 100 %
= 71.43 % (Ans.)
5. When a load of 800 kg is lifted using a 3-fold purchase rigged to advantage, find the
efficiency of the system (assume frictional loss of 8% per sheave)?
For 3-fold purchase rigged to advantage, V.R. = n + 1 = 7
Effort E = (W + 0.08 x n x W) / V.R.
= (800 + (0.08 x 6 x 800))/ 7
= 169.143 kg
Ver: 1 – Jan 2017 23
M.A. = Load/ Effort
= 800 / 169.143
= 4.73
Efficiency = (M.A. / V.R.) x 100 %
= (4.73/ 7) x 100 %
= 67.568 % (Ans.)
Relationship between the diameter of a sheave and diameter of rope.
The service life of a wire rope can be prolonged if,
(1) It is operated over the largest possible pulley or sheave diameter, and
(2) It is always properly supported within the groove of the sheave.
Thus there is a definite relationship between the diameter of a wire rope and
the minimum diameter of the sheave through which it is allowed to pass. For safe and
prolonged operation, do not operate a wire rope through any pulley whose sheave
diameter is less than 15 to 20 times the diameter of the wire rope.
Markings on Blocks and Shackles
All wooden and synthetic resin bonded fibre blocks will be fitted with a tally plate on
the cheeks; which has two practical purposes,
i) to hold the pin in place and
ii) to supply information about the block.
The information contained in the tally plate will include
- Identification number of the block,
- the size of the rope to be used,
- the safe working loads for use,
- the proof test weight (which will be higher than the safe working load) and
- the test date (month and year).
In addition to the above, information about the block will also be stamped on the hook
or eye of the block.
Types of Shackles
There are many different types of Shackles in use but the main classification are,
1. Bow or Anchor Shackles 2. Dee or Straight or Chain Shackles
A - Nominal Size in mm B – Inside length or Clear length in mm
Ver: 1 – Jan 2017 24
C – Inside width or Clear width in mm D – Pin size in mm
E – Jaw opening size in mm F – Outer length in mm
The both ends of a shackle are called the lugs, the space between them is called the jaw,
and the part opposite the jaw is called the crown. The inside width or length of a shackle
is called the clear and the jaw is closed by a removable bolt or pin which passes through
a hole in each lug.
Based on the type of Pins fitted, shackles can further be classified as,
1. Screw Pin type Shackles – Here the hole given in one lug will be slightly bigger in size
than the other lug end and the smaller hole end will be threaded. The pin will have
threaded end and which fits into the threaded hole in the lug.
2. Bolt and Nut Pin type Shackles - Here the pin will have a bolt head and another nut
which can be mounted on the threaded end. The threaded end of the pin will also
have a small pin hole through which a split pin is to be inserted to prevent the nut
from opening out.
Markings on a Shackle
Every shackle shall be permanently marked with the following details:
A - Manufacturer’s Name B - SWL or Working Load Limit or Rated Load
C - Safe Angle for operation D - Diameter of the bow
E - Material used to make the Shackle (Stainless Steel, Forged Steel etc.)
In addition to the above, the Pin shall also be permanently marked with details like
- Name or Trade mark of Manufacturer, Grade, Material type and Rated Load.
Ver: 1 – Jan 2017 25
Proper way of Loading a Shackle Improper way of Loading a Shackle
Use of Sen-house slip; Explain where it is used on board ships
A Senhouse Slip (also called ‘Pelican Hook) is used wherever we need to fasten the
ends of a strap or a chain to secure it and where it can quickly be disconnected when
required. A typical example being the lashing of a Life Raft.
Case Study: Inadvertant release of Senhouse Slip – Ref: MARS Report 201313
Ver: 1 – Jan 2017 26
Describe various types of Slings used on board
A Sling is a flexible strap or belt used in the form of a loop to support or raise a weight.
Slings can be classified as per the material used for making it
1. Rope Sling (Made of Natural or Synthetic fibre Rope)
2. Wire Rope Sling
3. Chain Sling
4. Synthetic Web Sling
5. Metallic Mesh Sling
6. Net Sling (Made of wire rope or Synthetic fibre Rope)
Fibre rope slings are flexible and comparatively cheaper, but it is more easily
damaged by the sharp edges on the material being hoisted as compared to a wire
rope sling or a chain sling. Hence Fibre-rope slings are used for lifting comparatively
lighter loads and for any temporary jobs.
Wire rope slings are widely used because of its combination of strength as well as
flexibility. Comparatively costlier than Fibre rope slings, they do not wear away as
fast as a fibre rope, nor do they lose their strength from exposure as rapidly. The
appearance of many broken wires clearly indicates the fatigue of the metallic wires
and in such cases, sling should be replaced.
Ver: 1 – Jan 2017 27
Chain slings are used especially where the sharp edges of any metallic object handled
would cut through the wire rope (if a wire rope sling was used) or where very hot
items are lifted, as in foundries or blacksmith shops.
Slings can further be classified as per their construction
1. A Single Sling – A rope (synthetic or wire rope) with eyes spliced at both ends. It may
or may not have ‘Thimbles’ fitted along the eye to protect it.
2. Endless Sling or Grommet – These are synthetic or wire rope whose ends are spliced
together to join them forming a single loop.
3. Combination Slings or Bridles – Where multiple slings are attached to a single
connection.
(These are made of small lengths of chains one end of which is attached together to
one ring and other end having hooks or clamps. For e.g., “Drum sling” which is used
to lift one or more drum barrels horizontally or vertically)
Common methods of use of Endless Sling:
Common methods of use of Single Sling: Four Legged Bridle with Hooks at one end:
Ver: 1 – Jan 2017 28
Different types of End-Connections on a Sling:
Explain how you can temporarily reduce the length of a Sling:
Applying a “Sheepshank” is a temporary method of shortening the length of a rope. It
can also be used to temporarily take the load off any weaker spot in the rope (see the figure
below).
Note: Please remember that it is only a temporary knot and may open up when the load is
eased off until and unless both end eyes are fastened to the standing part on each end.
Sheepshank with both end eyes
Sheepshank fastened to the ‘Standing Part’
Note: A sheep shank can also be used to
take the load off any weaker spot on the
rope on the loop
Ver: 1 – Jan 2017 29
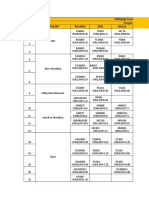
Explain the standard crane signals
Refer to: http://www.hse.gov.uk/workplacetransport/safetysigns/banksman/banksman.htm
Meaning Description Illustration
A: General Hand Signals
START Both arms
operations (To extended
get attention at horizontally with
the Start of palms facing
Command) forward
Right arm pointing
upwards with
Taking the
palm facing
STRAIN or
forward; Fingers
Inching the
are clenched and
LOAD slowly
unclenched
alternately
STOP Right arm pointed
(Temporary upwards with
interruption of palm facing
movement) forwards
Both hands
END of
clasped together
operations
at chest height
OR
Both arms
extended 450
downwards
crossed back and
forth at torso level
Ver: 1 – Jan 2017 30
B: Vertical Movements
The right arm
pointing upwards,
RAISING the with palm facing
Load forward and
slowly making a
circle
The right arm
pointing
downwards, with
LOWERING the
palm facing
Load
inwards and
slowly making a
circle
Derricking Jib of One hand on
the Crane: head; Other hand
movement as
Lifting the Jib up indicated
Derricking the Jib One hand on
of the Crane: head; Other hand
movement as
Lowering the Jib indicated
Telescoping Jib One hand on
of the Crane: head; Other hand
movement as
Extending the Jib indicated
Telescoping Jib One hand on
of the Crane: head; Other hand
movement as
Retracting the Jib indicated
Ver: 1 – Jan 2017 31
The hands
Vertical Distance indicating relevant
distance
C: Horizontal movements
Both arms bent
MOVE with palm facing
FORWARDS upwards and
(Travel towards forearm making
me) slow movements
towards the body
Both arms bent
with palm facing
MOVE
downwards and
BACKWARDS
forearm making
(Travel away
slow movements
from me)
away from the
body
Right arm
extended
horizontally with
Towards RIGHT palm facing
of Signalman downwards and
making slow
movements to the
right
Left arm extended
horizontally, palm
Towards LEFT of facing downwards
Signalman and making slow
movements to the
left
Ver: 1 – Jan 2017 32
The hands
Horizontal
indicating relevant
Distance
distance
Both arms close
to side, extending
SLEWING one arm 900 from
elbow in the
direction required
(To Right) (To Left)
D: Danger Signal
Both arms
Danger/ pointing upwards
Emergency Stop with palms facing
forward
E: Other special Signals
Secure the load:
Both arms
SECURE crossed closely to
the chest with
hands clenched
Left arm pointing
upwards: Rotating
Twist-locks wrist clockwise
On and Off indicate twist on;
Anti-clockwise
indicate twist off;
For Quick Operation All above movements faster
For Slow Operation All above movements slower
Ver: 1 – Jan 2017 33
Explain the use of swivels
A Swivel allows for free rotation at any connection. A swivel fitted at the end of a
wire or a cable will help remove any kinks or twist in the cable or wire. For example
cargo lifting hook, Anchor Cables etc. The Swivel fitted on an Anchor cable will
prevent it from twisting when the ship is at Anchor.
Box type Swivel
Cup type Swivel
Describe the mooring arrangements on board ships;
Any mooring line passed ashore from the forecastle and which leads forward from
the ship is known as a ‘Head Line’ or ‘Head Rope’
Any mooring line passed ashore from the forecastle and leading abreast of the ship
(Perpendicular to the fore and aft line of the ship) is known as a ‘Forward Breast Line’
Any mooring line passed ashore from the forecastle and which leads in the aft
direction is known as a ‘Forward Spring Line’
Any mooring line passed ashore from the stern end of the ship and which leads in the
aft direction from the ship is known as a ‘Stern Line’
Any mooring line passed ashore from the stern end of the ship and which leads
abreast of the ship (Perpendicular to the fore and aft line of the ship is known as ‘Aft
Breast Line’
Any mooring line passed ashore from the stern end of the ship and which leads in the
forward direction is known as ‘Aft Spring Line’.
Describe the function or purposes of “Moorings”
The Mooring lines of a ship will have following functions:
1. To maintain ship’s position against forces of wind, current, swell and suction from
passing ships.
2. To assist ships to come alongside and leave the berth,
3. In case of ship to ship transfer (STS) operations, to facilitate daughter vessel to come
Ver: 1 – Jan 2017 34
alongside, work cargo and cast off from the mother vessel.
4. To assist ship to shift along the berth (with or without the use of engines) for the
convenience of the port and for facilitating discharging and loading operations
(especially when using any fixed cargo-handling systems)
5. To hold the ship in position during changes in ship’s freeboard during
loading/discharging of cargo, rise/fall in tides, change in ballast conditions etc.
Moorings should be constantly attended to whenever the ship is alongside a berth
and entries in this regard need to be entered in the log book by all watch-keepers.
What are the effects of using “Mixed Moorings”
When more than one type of mooring lines/ lines having different make /
different length are used together for the same service, that practice is known as Mixed
Moorings. For example, Two head lines passed – One Nylon and other Wire rope.
It is an extremely dangerous practice as the load taken up by each mooring line will
be different and no sharing of load happens between the lines. Generally if possible,
only mooring lines of the same size and material should be used for all the leads. If this
was not possible due to the lack of adequate number of mooring lines of same size and
make, at least all the lines used for the same service, i.e. all the breast lines, all the
spring lines, all the headlines and all the stern lines should be of the similar length and
material.
The elasticity of a mooring line is based on
o The type or material of the mooring line
o The length of the mooring line
Thus the use of mixed moorings comprising of full length synthetic ropes used in
conjunction with wire rope should be avoided. In such cases, the wire rope with lesser
stretch will take up almost the entire load while the synthetic rope carries practically
none leading the wire rope to part.
Use of Rat Guards
As per International Port Health Regulations, all vessels which are tied up alongside a
berth shall fit a ‘Rat Guard’ on each of the mooring lines passed ashore. Any vessel
which fail to do so shall invite heavy fines for the
violation of these rules. These Rat guards are so
designed to cover all around a mooring line which
will prevent a rat from using the mooring lines to
climb up or down, to or from a ship So duty officer
should ensure that rat guards are fixed on all
mooring lines immediately after the berthing process
is over. It is ensured that Rat Guards remains in its
place by tying a small rope end to it and other end to
the ship’s structure which will prevent it from getting displaced due to strong wind etc.
Ver: 1 – Jan 2017 35
Dangers of Mooring Bights
It is very common that Mooring ropes or wires may
form coils or loops during mooring operations. These
coils or loops can seriously injure or even kill a person if
he is caught inside when the line suddenly tightens.
These hazards are commonly referred to as ‘bights’.
Any Seamen attending to mooring station need to
watch out very closely on where they place their feet
when working near any bights or loops. They should
regularly check and ensure that their feet are always
outside any bights to prevent any accidents.
Dangers of Vertical Leads
The effectiveness of any mooring line or wire is influenced by two angles:
• The vertical angle the mooring line forms with the quay:
• The horizontal angle the mooring line makes with the parallel side of the ship.
The steeper the orientation of a mooring line, the less effective the line will be in
resisting the horizontal loading component acting on it when the vessel moves in
relation to the quay.
Note: For better efficiency of the mooring system, the angle with horizontal should
not exceed 250 as shown in the figure above
Securing of Ropes to Bitts
When securing a rope to a Bitt, Cleat or Staghorn, it is always to be ensured that
- Lines do not jam
- Lines will hold but will not be difficult to release when required
- When required to be released, it can be done in a controlled manner
When a synthetic fibre rope is to be made fast to a bitt, take two clock-wise round
turns at the bottom on the leading bitt and then take 4 or 5 figure-of-eight turns on
top using both bitts. The two turns at the bottom will help surge the line in a
controlled manner when the line is under strain.
Ver: 1 – Jan 2017 36
When making fast a synthetic fibre rope on a ‘horn-cleat’ or a ‘Stag-horn’, take a full
turn around the cleat and then commence the figure-of-eight turns on top. The last
loop is turned over, passed over the opposite cleat and pulled tight.
Making fast more than one line on single bollard
When making fast more than one line on the same bollard, it is always advisable to
pass eye through eye so that either of the line can be cast off without disturbing the
other line.
A Longshoreman passing the mooring rope on a Bollard where another rope is already made fast
Wrong way of passing ropes Correct way of passing ropes
Explain the use of mooring shackle; Use of synthetic rope tails
with mooring wire
Steel wire ropes are preferred for mooring larger vessels as their MBL is high as
compared to Synthetic ropes. But they do have a great disadvantage that they are
not elastic and will part due to shock load. This necessitates fitting a ‘Rope Tail’
(made of synthetic rope and having standard length 11 metres) for giving some
elasticity to the mooring wire.
Ver: 1 – Jan 2017 37
It is essential that mooring lines of low stretch and high MBL is used while berthing
large tankers to restrict their movements and prevent damage to loading arms. To
facilitate this either steel mooring wires or equivalent (For e.g., High Modulus
Polyethylene Ropes, Aramid ropes etc.) are used. But these mooring lines with very
low stretch have a disadvantage that they may part during any shock loading. To
prevent this from happening and to introduce little stretch, these ropes are
attached with a small rope tail. The rope tail will be attached to the mooring line
using a joining shackle or using cow hitch. A rope tail of length 11 metres are
traditionally used for sheltered waters (even though in harsh conditions, a rope tail
of longer length may be required). The OCIMF guidelines recommend that synthetic
rope tails used must have a minimum breaking load (MBL) of at least 125% the
breaking load of main mooring line.
A Rope tail is attached to a Mooring wire using a ‘Joining Shackle’. The most
common ‘Joining shackles’ in use are ‘Tonsberg Link’ and ‘Mandal Fairlead Shackle’.
Basically both are designed to be used to connect synthetic fibre rope tail to metal
ropes and allow the joint to pass through fairleads but the main difference is that
Mandal shackle has a rotating sheeve in it whereas the Tonsberg link has a fixed pin.
In Tonsberg link, the rope tail eye will be passing over the pin, in Mandal shackle,
wire rope eye passes over the roller.
TONSBERG Mooring Link:
MANDAL Fairlead Shackle:
Ver: 1 – Jan 2017 38
A Rope tail may also be attached to a Mooring wire using a ‘Boss Mooring Link’.
Boss mooring link comes as ‘Standard type’ (only with a Pin) as well as ‘Roller type’. The
main advantages of this type of mooring links are,
They are made of Stainless Steel
They have higher breaking load and
They have an enlarged inside width to prevent any damage to the rope eye
If a ‘High Modulus Rope’ is used instead of a ‘Mooring Wire’, then a cow hitch is
normally used to connect it to a rope tail of suitable length.
Explain the use of a sledgehammer
A Sledgehammer is a hammer with a large
flat metallic head which is attached to a long
wooden handle. The size of its head and its long
handle allows the user of a sledgehammer to
apply more force over a wider area. This is its
main advantage over other smaller types of
hammers, where the force applied is
concentrated in a relatively smaller area. On
board ships, one place where a Sledgehammer is
commonly used is to slip the cable from an
Anchor cable Bitter
End connection.
SLEDGE HAMMER Anchor Cable – Bitter End Connection
Ver: 1 – Jan 2017 39
ANCHOR WORK
Explain the parts of a Stockless Anchor
Parts of a Stockless
Anchor
1. Anchor Ring with D Shackle 4. Crown pin
2. Shank 5. Crown plate
3. Flukes 6. Anchor Chain attached to a Swivel
Forecastle fittings on a Ship
1. Storage part of the mooring drum
2. Pulling section of the split drum (the rope
working part)
3. Brake band of Windlass
4. Gear box with Gear Assembly inside
5. Electro-hydraulic motor
6. Warping head or Warping Drum
7. Anchor Chain in the gypsy wheel
8. Dog clutch
9. Anchor
10. Hawse pipe
11. Spurling pipe
12. Chain locker
13. Chain stopper or Bow stopper
14. Guide roller
15. Bollard or Bits
16. Guide roller
17. Forecastle Deck
18. Hatch leading to chain locker
Ver: 1 – Jan 2017 40
Few important definitions:
Anchor Cable (also called Anchor Chain):
A Ship can be secured to the seabed by means of her Anchor attached to a Cable. Ships
are fitted with two Anchors, one fitted on the Port side and the other on Starboard side.
Anchor Cable or Chain is stored inside the Chain locker and pays out as required when
the Anchor is let go from the ship.
Cable Link or Common Link:
Anchor Chain consists of a studded Chain having many links. Each of these links will have
a stud inserted in the middle. Purpose of these studs are,
- To strengthen the chain and
- To prevent the chain from kinking.
Anchor chains are supplied in standard length of 27.5 m (also called ‘Shackles’) and
each shackles of chains are connected to each other using a ‘Joining Shackle’. The links
forming each length of cable will be of uniform size and are called ‘Common Links’. The
‘Joining Shackle’ will be slightly larger in size than the common link.
Ver: 1 – Jan 2017 41
Swivel
A freely rotatable ‘Swivel’ piece is attached to the outboard end of the Anchor Cable for
attaching the cable to the Anchor. The main purpose of the Swivel is to prevent the
Anchor cable from twisting when the ship is at Anchor. Similarly, it is also a good practice
to fit another swivel at the innermost end of the cable where the cable is attached to the
cable locker. The inboard swivel is usually secured to a ‘Cable Clench’ (also called ‘Bitter
End’) with a joining shackle.
Anchor Joining Shackles:
Two lengths of Anchor cables (shackles) are joined together using an ‘Anchor
Joining Shackle’. There are two types of joining shackles, ‘Lugged Joining Shackle’ and
‘Lugless Joining Shackle’. Modern vessels are provided with Lugless Joining Shackle.
1. Lugless Joining Shackle:
A ‘Lugless Joining Shackle’ consists of two main parts with one ‘Stud’ in between.
The two main parts are attached to the ends of cable, then fitted together and then the
stud is inserted in between. The whole assemble is then secured together by hammering
in a ‘Tapered Pin’ through a hole drilled diagonally through both main parts as well as the
stud. A ‘Lead Pellet’ is then hammered in at the broad end of the pin which keeps the pin
in place.
2. Lugged Joining Shackle:
A ‘Lugged Joining Shackle’ (see figure above) even though less common now-a-days may
still be found on some smaller vessels. It consists of a straight shackle whose bolt will be
secured using a tapered pin and a lead pellet. The pin fits into a tapered hole drilled
through the bolt and one lug of the shackle. Except for the Anchor shackle, all lugged
shackles should be fitted into the cable with their lugs facing aft so that they will not foul
when the cable runs out. Since the anchor shackle is already inside the hawse pipe, there
is no danger of it fouling anywhere and so it is fitted with its lugs facing outboard.
Ver: 1 – Jan 2017 42
“Shackle” as a term of length of Anchor Cable:
Anchor chains are supplied in standard lengths of 27.5 metres (15 fathoms) each and
each length is called as ‘Shackles’. For the ease of disconnecting the Anchor when
required, the outermost length of the cable is sometimes supplied at half the length
(13.75 metres) and hence called ‘half Shackle’.
Bitter End:
The innermost end of the Anchor cable is attached to the cable locker bulkhead using a
‘Cable Clench’ arrangement which is known as the ‘Bitter End’. This arrangement will
allow to ‘Slip the cable’ in an emergency when required.
A’cockbill (Anchor is ready for ‘letting go’)
Anchor is said to be A’cockbill position (sometimes referred to as “Cock-a-bill”) when it
has been lowered out of the hawse pipe and the weight is taken on the brakes and is in
readiness for letting go when the order is given.
Anchor Aweigh
The Anchor is said to be ‘Aweigh’ immediately after it is clear of the sea bottom while
being picked up. When Anchor is aweigh, cable will suddenly become taut with a jerk to
‘up and down’ position.
Foul / Clear Hawse
A ship has ‘Foul Hawse’ if the cables are crossed (or fouled) with each other when the
ship is riding to both anchors. A ship has ‘Clear Hawse’ when cables are clear of each
other when ship is riding to both anchors.
Clear or Foul Anchor
The Anchor is reported as ‘Clear’ or ‘Fouled’ as soon as it is entirely out of water. Anchor
is reported ‘Clear’ if it is clear of its own cable, and of any obstruction such as a bight of
the rope, any cable, any chain etc. picked up from the bottom.
Anchor dragging
An Anchor is said to be dragging when it fails to hold the ship in its position and instead
drags it along the bottom. This may occur in heavy weather, or in a strong current, or
whenever insufficient cable has been paid out.
Long/ Short Stay:
The Anchor cable is said to be at ‘Long Stay’ when it is taut and reaches out well away
from the hawse pipe and enters the water at an acute angle.
The Anchor cable is said to be at ‘Short Stay’ when it is taut and leads down to the
Anchor at a steep angle.
Ver: 1 – Jan 2017 43
Cable Up and Down
The Anchor cable is said to be at ‘Up and Down’ position when it is vertical. When
weighing the anchor, the cable will become ‘Short Stay’, then ‘up-and-down’ just before
the Anchor is broken out of bottom.
Veer cable
To ‘Veer the Cable’ means to pay out the cable by its own weight by keeping the brakes
in ‘off’ position. When Veering the Cable under power (by keeping the clutch ‘on’ and by
rotating the motor, it is known as ‘Walking back’ the cable.
Yawing
The considerable swinging of ship to both sides when lying at single anchor in bad
weather is known as Yawing. There is a high likelihood of ship dragging the Anchor when
Yawing gets worse, since ship first surges ahead and then falls back on her cable,
imparting a jerky motion to the Anchor. In such situations it is advisable to veer out more
cable which may ease out the tendency for dragging.
Anchor Brought Up to -----
A vessel is said to be “Brought Up” when all her way has stopped and she is seen riding to
her Anchor which is holding the ground. When the vessel is “Brought up” the cable will
be seen rising up from the water surface at a steep angle and vessel is then seen moving
slowly towards the Anchor which will further ease off the weight on the cable. Whenever
Anchor is brought up, it will be reported as to the ‘number of shackles’ in water or on
deck.
Few examples of reporting,
- Vessel riding to her Port Anchor, brought up to five shackles in water; or
- Vessel riding to her Starboard Anchor, brought up to four shackles on deck etc.
Spurling Pipe
These are pipes fitted near the base of windlass and used for passage of Anchor cables to
and from the Chain locker. The upper end of Spurling pipes are raised from the deck level
to prevent water from flowing inside and flooding the chain locker. The Spurling pipes are
also provided with steel covers which is to be kept secured when vessel is out at sea.
Hawse Pipe
These are pipes on either side of forecastle which are used to
accommodate the Bow Anchors. When the Anchor is secured for
sea, the ‘Shank’ of anchors will be inside these Hawse pipes. The
‘Anchor Wash’ nozzles are usually fitted inside the Hawse pipes.
The Hawse pipes are also provided with steel grating covers which
are to be kept secured when vessel is out at sea or at anchorage.
Hawse Pipe with Grating Cover
and Anchor Securing wires
Ver: 1 – Jan 2017 44
Markings on Anchor Cable
The Shackles and Joining Shackles of Anchor cable are numbered from outward end. The
first joining shackle will be the one which connects the length of chain adjacent to the
Anchor to the next consecutive length of chain. To easily identify how many lengths of
chain have been run out, the cable is marked using paint and a wire marker. The joining
shackle and one common link each on either side of it is painted white for easy
identification when the cable is run out. Thus the number of joining shackle running out
can be identified by counting the unmarked links between joining shackle and marked
common link.
In the figure below 3rd Joining shackle of an Anchor Chain is shown. As can be seen, third
common link from the Joining shackle on either side is painted white (and also marked
using wires) which tells us that this is the third Joining shackle.
Scope:
It is the ratio between the length of Anchor Chain paid out in metres to the depth
of water available in metres. Ideally, a Scope value of 5 to 10 is to be aimed at, depending
on the holding ground characteristics, weather condition etc. Greater the Scope, better
will be the ‘Catenary’** and lesser the chance for Anchor dragging. A high value of Scope
also means greater ‘Swinging Circle Diameter’ which can pose problems when anchoring
in confined waters or near any navigational hazard.
**Note: The term Catenary defines the curve taken up by a flexible line which is
suspended between two points. It is the effect of gravity acting all along the length of the
line. When there is less load on the Anchor chain, the chain will lie almost horizontal and
parallel to the sea bed. When the load increases, the cable is lifted up reducing the
holding power. In such cases, a good catenary will tend to reduce the angle with
horizontal and help Anchor to hold to the ground. A heavier Anchor cable will produce
better catenary and will improve the holding power of Anchor.
Ver: 1 – Jan 2017 45
WINDLASS ARRANGEMENTS
Warping Drum Gypsy
Spurling Pipe
Clutch
Assembly
Brake Assembly Anchor Chain Guillotine Chain Stopper
Bar (also called “Bow
Stopper”)
Anchor
Lashing
Hawse
Pipe
Ver: 1 – Jan 2017 46
Describe the actions to be taken while proceeding to Anchor in a designated Anchorage:
1. Reduce the speed as required before making approach towards the anchorage area;
2. Test the Main Engine in the ‘Astern’ direction well in advance before entering the
shallow waters/ designated anchorage area;
3. Both Anchor lashings to be removed and Anchoring party to be stand-by before the
vessel enters areas of lesser depth (So that Anchoring is possible in case of any
emergency)
4. Identify a suitable space for anchoring which is having adequate depth and which is
well clear off any hazards to navigation. Using Radar, ensure that the location
chosen is at a safe distance away all other anchored vessels.
5. Consider the direction of the tide, strength and direction of current and the wind
direction, while planning the approach towards the anchoring position.
(If any other ships are at anchor, the general direction of heading of such vessels will
provide a fair indication of the way own vessel will head after anchoring)
6. Take into account the maneuvering characteristics and limitations of own vessel
(especially in case of larger/ deeply laden vessels having slow speeds) before
proceeding into any congested areas.
7. Take into account the prevailing traffic conditions, especially if there are other
vessels approaching or leaving the anchorage area, to prevent any close quarter
situations from developing. Remember that other vessels may also be restricted in
their ability to maneuver, due to their slow speeds while approaching or leaving.
8. It is generally recommended that in depths in excess of 50 – 60M, the anchor chain
be ‘walked back’ under power to the desired scope and not be allowed to run freely
using the brake at any stage of the operation.
9. Once the order is received to ‘let go’ the Anchor, open the brake and veer the cable
to desired length. Once the vessel is ‘brought up’, apply the brake and bow stopper.
10. Exhibit the appropriate ‘Lights and Shapes’ of an Anchored vessel and report to Port
Control/ Authorities as required.
11. Determine and plot the ship’s position on the appropriate chart as soon as
practicable and draw the ‘Swinging Circle’ centered on the ‘let go position’.
Ver: 1 – Jan 2017 47
Procedures for keeping a safe ‘Anchor Watch’:
1. Ensure that the vessel always exhibit the appropriate lights and shapes of an
Anchored vessel during day as well as night. In restricted visibility, the appropriate
sound signals to be ‘ON’.
2. Ensure that an efficient lookout is maintained at all times. In case of restricted
visibility, a separate look out to be posted in addition to the OOW.
3. Ensure that the main engines and other critical machinery are always at a state of
readiness and in accordance with the Master’s instructions. (In strong wind or swell
conditions the engines must be kept ready for immediate manoeuvring)
4. At sufficient intervals, check and verify the ship’s position
i. By taking the bearings of any fixed navigational marks and/ or easily
identifiable shore objects etc.
ii. Make good use of RADAR and Automatic Radar Plotting Aids to plot the vessel
position
(Vessel’s position should always be inside the ‘Swinging Circle’ drawn on the chart
centered at the ‘Let Go’ position)
5. Watch-keeper should keep observing the weather conditions at regular intervals.
6. He should immediately notify the Master and undertake all necessary remedial
measures when,
a. Whenever he suspects that Vessel is dragging Anchor.
b. If any other vessel around is seen as dragging anchor.
c. If the visibility deteriorates.
d. If he sees any other vessel approaching and anchoring too close to own vessel.
7. He should ensure that all anti-piracy precautions are taken including regular rounds
on deck. Call out additional stand-by crew on deck if the situation so demands.
8. Maintain a continuous listening watch on the VHF channels prescribed for the port,
in addition to channel 16.
9. Necessary entries shall be made in the log-book at the end of each watch by each
watch-keeper, stating that the Anchor bearings and distances are checked regularly
and the vessel has maintained her position during the watch.
Ver: 1 – Jan 2017 48
“Letting Go Anchor” in an emergency:
Sometimes, it may be necessary to drop an anchor in an emergency such as
when main engine or steering failure in a narrow channel, imminent collision with
the Wharf or any other ship when manoeuvring in docks, etc. The purpose of
dropping Anchor in such cases will be to reduce the speed of the ship so as to
minimize, if not prevent, damage to own ship as a result of collision or grounding.
Since, in such emergency situations, there would be insufficient time to bring
the anchor to the cock-a-bill position and then let go from there the following
should be the actions to be taken by the OOW.
(Here it is assumed that the anchor lashings would have been removed already since
it should be done well before the ship enters in a narrow channel/ port areas)
1. Run forward to the forecastle with portable VHF set (and a torch if dark).
2. Remove both the bow stoppers.
3. Look over the side to ensure that there are no boats, barges, tugs or any other
obstructions below the anchor.
4. While going forward, contact the Bridge on VHF and obtain instructions – which
anchor to ‘let go’ and at how many shackles to hold on etc.
5. When instructions are received from the bridge, open the break and let the
anchor run out directly from the hawse pipe.
6. Try to check the cable and hold on the length of cable as ordered by the Bridge.
Remember
- If too much cable is paid out before checking, the anchor would hold very
securely and the momentum of the ship would cause the cable to part, most
probably at a point just outside the hawse pipe, where there is a nip in the cable.
- If too little cable is paid out, the anchor would just hope on the seabed – as
soon as the cable gets tight, the shank would lift up, the flukes would be pulled
out of the seabed, and the anchor would jump ahead and land on the seabed
again.
The Navigational Watch-keeping Officer dropping the anchor under these
circumstances should be aware that sometimes it may become necessary to drop
the other anchor too, soon after the first one.
Ver: 1 – Jan 2017 49
Describe the procedures for securing the Anchors during sea voyages
It is very important that both the anchors are well secured by stowing tightly against
the shipside while the vessel is at sea. After securing, the anchor must make a ‘three
point contact’ with the hull i.e.’ both the flukes as well as the crown of the anchor
should be in contact with the hull.
If the chain is left slack, the anchors will keep banging against the shipside during
pitching in heavy weather which may cause a hole on the shipside.
While the vessel is at sea, the Windlass brakes and Lashing wires are the primary and
secondary means respectively for anchor securing. Hence it must be ensured that both
these arrangements are fully intact and reliable.
Note: It is not very essential that ‘Bow Stopper’ is fully engaged as sometimes when the
Anchor is completely hauled in, the Bow Stopper may not sit properly over a link. In
such cases, slackening the cable a bit to enable Bow Stopper engage fully is a bad
practice.
It is essential that Anchor lashing arrangements are strong enough to hold the Anchor
and Anchor cable tight even in worst weather conditions. Usually Anchor lashing
arrangements consists of one or two lashing wires of sufficient strength, having eyes at
both ends. One end eye of the lashing wire is attached to a D-Shackle of sufficient
strength. The other end is then connected to a turnbuckle of sufficient strength, which
can be tightened as required.
PILOT LADDER
Explain the construction requirements of the Pilot Ladder
1. The steps of a pilot ladder shall comply with the following requirements:
a. It shall be made of hardwood or equivalent, in one piece and free of knots;
b. If made of material other than hardwood, they should be of equivalent
strength, stiffness and durability to the satisfaction of the Administration;
c. The four lowest steps may be of rubber of sufficient strength and stiffness or
other material to the satisfaction of the Administration;
d. They should have an efficient non-slip surface;
e. They should be not less than 400 mm between the side ropes, 115 mm wide
and 25 mm in depth, excluding any non-slip device or grooving;
Ver: 1 – Jan 2017 50
f. They should be equally spaced not less than 300 mm or more than 380 mm
apart; and
g. They should be secured in such a manner that each will remain horizontal.
2. No pilot ladder should have more than two replacement steps which are secured in
position by a method different from that used in the original construction of the
ladder. When any replacement step is secured to the side ropes of the pilot ladder
by means of grooves in the sides of the step, such grooves should be in the longer
sides of the step.
3. Pilot ladders with more than five steps should have spreader steps not less than 1.8
m long provided at such intervals as will prevent the pilot ladder from twisting. The
lowest spreader step should be the fifth step from the bottom of the ladder and the
interval between any spreader step and the next should not exceed nine steps.
4. The side ropes of the pilot ladder should consist of two uncovered ropes not less
than 18 mm in diameter on each side and should be continuous, with no joins below
the top step.
5. Side ropes should be made of manila or other material of equivalent strength,
durability and grip which has been protected against actinic degradation and is
satisfactory to the Administration
Explain the use of Scuppers during bunkering, loading and discharging of oil
cargo
A Scupper is an opening provided along the Ship’s decks for allowing rain water and
any seawater shipped on deck to drain off. It is a rule requirement to plug these
Scuppers during the bunkering as well as during the loading and discharge of oil cargo.
A Scupper plug (shown above) is used for this purpose. By screwing down the central
lever, the two metallic discs compress the
rubber washer which bulges out and
blocks the scupper pipe.
Use of a ‘Hand Lead Line’
A hand lead line is a device for
measuring the depth of water along the
Ver: 1 – Jan 2017 51
ship side in an emergency (For e.g., when the ‘Echo Sounder’ fails). It can also be used to
obtain a sample of the ocean floor. It consists of a tapered lead weight (weighing about
6.5 kg) base of which is hollowed out to apply tallow or grease. The head is shaped into
an eye and attached to a long rope (usually cable laid, hemp, manila or nylon rope, 50 m
long; size 10 mm) which is marked (traditionally with different coloured cloth strips and
leather strips) to indicate various depths and a hand-held reel upon which the rope is
wound.
The process of applying tallow or grease to the hollow of lead is called ‘arming the lead’
and its purpose is to pick up sample of seabed for knowing the nature of bottom.
Corrosion & its prevention
The Corrosion Triangle:
The three components of a ‘Corrosion Triangle’ are Steel, Air and Moisture. If you remove
any one of the components, it will inhibit the corrosion process. So if either Air or
Moisture is removed, it will help protect the steel from corroding.
Erosion:
The process of ‘Erosion’ is purely mechanical. It removes protective coating and metal
surfaces through mechanical means/ abrasion and further exposes the metal surface
below to the atmosphere, ultimately resulting in corrosion.
Examples of above are,
- Abrasive effect caused due to dust or salt particles carried by wind;
- Use of bulldozers, shovels or scrapers on deck or in the holds;
- Abrasive effect of Tug coming hard along-side the vessel;
- Vessel going hard against the berth etc.
The Galvanic Corrosion Reaction
This involves the flow of electrons & chemical reaction along the Anode and Cathode and
hence is called ‘Electro-chemical’ reaction. Whenever a metal is placed in an electrolyte,
there is a reaction because of tendency of metal to return to their natural/ stable state.
The metallic surface in the presence of electrolyte will undergo oxidation (or Anodic
chemical reaction) which produces metallic ions and electrons in the process. The free
electrons flow towards the more noble metal nearby where a ‘Reduction’ will take place
(Cathodic chemical reaction) where in the presence of water and air, OH - ions are
Ver: 1 – Jan 2017 52
produced which will then flow back to Anode through the electrolyte and a chain
reaction ensues. This combination of electrodes, electrolyte & electron flow together
form what is known as ‘Corrosion’ or ‘Galvanic’ cell and metal which acts as Anode will
progressively get corroded.
To counter the above and to protect the steel from corroding away, “Sacrificial Anode
System” or “Impressed current System” is adopted. In the ‘Sacrificial Anode system’, a
metal which is less noble than steel is attached along the critical areas of a ship which
then will act as the ‘Anode’ and the Steel which then becomes a cathode is protected.
Hence this method is also known as ‘Cathodic protection’ method.
Galvanic or Reactivity Series: (In the order from More Noble to Less Noble metals)
1. Platinum
2. Stainless Steel
3. Copper
4. Mill Scale
5. Brass
6. Nickel
7. Tin
8. Cast Iron
9. Iron and Mild Steel Ship side
10.Aluminium
11.Zinc
12.Magnesium
Describe the various factors which can affect the Corrosion of steel
The main factors affecting the rate of corrosion of steel are
1) Humidity: Corrosion increases with humidity. At less than 65% humidity, corrosion
hardly takes place.
2) Availability of Oxygen: More corrosion will take place along the water surface than
underwater or within enclosed spaces due to less oxygen being available
3) Temperature: Higher the Air temperature means greater the corrosion.
4) Velocity of Ship: greater velocity means more supply of dissolved oxygen resulting in
greater corrosion.
Ver: 1 – Jan 2017 53
Describe the different types of Corrosion in Steel
- Corrosion along Cavitation (Erosion Corrosion)
In a liquid, whenever there is turbulence, due to rotation, vibration, etc., vacuum
cavities are formed (for e.g., the areas near the propeller) In these areas, vacuum forces will act
on the steel hull and paintwork only momentarily after which they collapse with
astounding force exerting opposite force on the hull. The vacuum cavities are constantly
generated due to movement of the propeller and as a result of the immense alternating forces
being exerted on the hull, it moves slightly in and out like a bellows. This will cause the
paint to crack and break off as it is also subject to these forces. Thus the surface of the
metal gets eroded and then opens the way for electro-chemical corrosion to take place.
This type of corrosion is also observed in pumps and in pipeline flow.
- Impingement Corrosion
When the protective coating of steel is removed due to Impingement action caused
due to excessive local turbulence it can cause corrosion along such surfaces. This form of
corrosion often occurs at the waterline especially at the bow and at inlets and outlets
along the shipside. It can be reduced by designing the system to keep turbulence to a minimum.
- Bimetallic Corrosion
Bimetallic corrosion occurs when two different metals are in direct contact with each
other or indirectly in contact through an electrolyte. To prevent this type of corrosion, the metals
must be adequately insulated from each other or protected by a good paint film. The more
noble metal must be used for fasteners to join the two metals. The rate of corrosion will
depend on the relative sizes of the anodic and cathodic materials. A small anode will
corrode rapidly if attached to a relatively larger cathode, e.g. a steel flange on a copper
pipe.
Few areas which are most susceptible to bimetallic corrosion on board are,
a) Welded areas (as the weld metal is different from the parent metal)
b) Inlets and outlet valves to tanks and shipside valves as they are composed of
different metals as compared to pipeline
c) Aluminium superstructures on steel decks, steel lifting hooks fitted in Aluminium
lifeboats, Aluminium portholes fitted on steel bulkheads etc.
d) Bow and stern propeller areas etc.
- Stress Corrosion:
When a metal is subject to stresses due to bending, cold working, heat treatment etc.
the alignment of the grains in the metal will get disturbed. Thus anodic areas are set up
within the metal which will corrode and failure can take place along these areas. This
type of corrosion was quite common in earlier day riveted ships where the rivets used to
corrode and fail. It can also occur in brackets and pipes which are cold flanged.
- Crevice corrosion:
When an electrolyte gets trapped within a crevice, either between a joint, or
between close-fitting components or within rust layers, due to chemical reaction,
corrosive ions are formed which will saturate the crevice. This results in the localized
areas around the crevice becoming the cathode and corroding the metal along the crevice.
Ver: 1 – Jan 2017 54
Cathodic Protection of Ship’s Hull
Ships which are made of steel corrode very fast in a salty environment hence it is
very important to protect them against corrosion. Coatings are the primary means of
corrosion protection but it can be supplemented by suitable method of cathodic
protection. Cathodic protection is an electro-chemical process which can be used for
protecting both marine as well as shore-side steel structures.
There are two main methods of cathodic protection in use.
1. Passive method (Using Sacrificial Anodes) and
2. Active method (Using Impressed Current System)
Use of Sacrificial Anodes:
The passive method depends on the use of “sacrificial anodes” which are attached
to the ship’s hull, or inside ballast tanks, which provides the protection to surrounding
structure (which will become the cathode or negative electrode). Gradually, over the time,
corrosion effect consume or “sacrifices” the Anodes (hence the name, Sacrificial Anode)
and which will then need to be replaced. Sacrificial Anodes are usually made of
Magnesium alloys, Zinc or Aluminium all of which are less noble than Steel. Zinc or
Aluminium anodes are the most commonly used.
Note: Magnesium anodes cannot be used internally in oil tanks as they may cause a spark if
they become detached and fall or are struck against.
Sacrificial Anodes are usually fitted all along the underwater areas of the ship. Few
area on board ships where maximum corrosion occurs and which require maximum
protection and hence more number of Anodes are fitted are
- In the stern region,
- In the vicinity of the propeller and rudder,
- In the bow propeller tunnel,
- Inside sea chests,
- Near DB tank drain plugs,
- Along the bilge keel etc.
Anodes should never be painted over as that will inhibit its actions. Anodes should
be periodically inspected for any contact damage and wear down. They are regularly
replaced during dry-docking (or during underwater survey, if it is seen that Anodes in any
particular area have wasted away).
Note: Sacrificial Anode protection system can only be used to protect the underwater
portion of hull or inside the ballasted tanks as seawater is required to act as the
electrolyte. Because of this, in ballast tanks, the sacrificial Anodes are usually
placed close to the bottom of the tank.
Ver: 1 – Jan 2017 55
The Impressed Current Cathodic Protection System:
The Active cathodic protection method, also known as “Impressed current cathodic
protection” system, employs a low electrical voltage from a rectifier to put a negative
charge into the ship’s steel structure. The positive connection is made through a number
of anodes, depending on the size of the ship, which are set into the ship’s steel plating
under water. Unlike the passive system, the impressed current system can be “tuned” to
provide an optimum protection depending on the salinity of the water, the state of the
ship’s underwater coating protection and the speed of the ship.
Maintaining the exact current is very important as a lower current will provide
inadequate protection and a higher current will damage the paintwork on Steel and cause
‘Blistering’. For this reason, a Silver Chloride reference cell is placed along the hull to
continuously measure the potential difference between itself and the ship’s hull. This
reading is conveyed to the rectifier which changes the current flow accordingly.
Note: In this system the Anodes are always to be well insulated from the hull since they are
made of nobler metals & when the system is switched off and Anodes remain in direct
contact with the hull they can cause extensive corrosion of hull.
State the Advantages and disadvantages of ‘Sacrificial Anode’ system over ‘Impressed
Current’ system
Advantages of ‘Sacrificial Anode System’ are,
1. No huge capital expense is involved since no costly power equipments are required.
2. Simple one-time installation, requiring no continued skilled labour.
Ver: 1 – Jan 2017 56
3. No chance of corrosion caused due to power being supplied in the wrong direction.
Disadvantages are,
1. Anodes fitted on the outer surfaces can cause ‘turbulence’ and ‘drag’ effects on hull.
2. Impressed current system offers a more uniform protection and is more effective.
3. There is no need for replacing the Anodes in the ‘Impressed current system’ and
system remains intact for many years
Protective Coatings
Protective Coatings of steel can be classified into:
- Barrier Coatings
- Inhibitive Coatings
- Sacrificial Coatings
- A combination of one or more of the above
1. Barrier Coatings: They protect steel by preventing water, oxygen and electrolyte coming
in contact with metal.
2. Inhibitive Coatings: They contain chemicals which will hinder the corrosion process.
They react with the cathode, anode or the other components (oxygen, electrolytes and
acids) to form a protective layer.
3. Sacrificial Coatings: They provide galvanic protection. They corrode (sacrifice) in
preference to the substrate providing electrons thus transforming Anodes to Cathodes.
PAINTING
A ship looking good after painting is just a matter of consequence and should not be
the main reason for painting. There must be a clear understanding of the difference
between “Decorative” and “Protective” value of painting. Marine paints are expensive and
must be properly utilized so as to obtain the maximum value out of them.
Preparation for Painting:
It is essential that proper surface preparation is done before applying paint to a
surface. The life of the paint coating applied and its capability to protect the steel is
DIRECTLY DEPENDENT ON THE CORRECT SURFACE PREPARATION OF THE STEEL.
The best method of surface preparation is Blast Cleaning but for small maintenance
areas this may not be practical.
It is therefore essential that PROPER USE OF POWER TOOLS IS MADE to prepare the
surface as best as possible. HAND TOOLS ARE INADEQUATE AND UNSUITABLE FOR
PROPER SURFACE PREPARATION.
Ver: 1 – Jan 2017 57
In general the power tools used on board will be a combination of one or more of these:
Needle Scaling Machines (e.g. Jet chisel JE x28)
Disc Grinders (Using sanding discs made of Grinding Paper)
Wire Brushing Machines (Rotary)
Pneumatic Hammers and Chisels
Electrical Machines with Hammer heads (Leaf type/Roller type)
Large multi-head machines (like RUSTBUST)
Blasting Machines (Grit)
High Pressure Hosing Machine (e.g. Kew Type)
Composition of Paint:
Paint is a pigmented liquid which protects and beautifies substrates. Various raw materials
are utilized to make this pigmented liquid. Each of these products can fall into one of the
following categories:-
Pigment
Vehicle
o Resin (Non-Volatile part)
o Solvent (Volatile part)
Wet Paint
Vehicle Pigment
Binder Solvent Primary Secondary Colourant
Binder: The binder, sometimes referred to as the ‘vehicle’, is the actual film forming
component of paint. It is the main component of the paint and which is the most
essential. All other components listed below are included optionally, depending on the
desired properties of the cured film.
The Binder imparts adhesion, will help bind the pigments together and also adds
properties like gloss, exterior durability, flexibility, and toughness etc. Binders used will
include synthetic or natural resins such as Acrylics, Polyurethanes, Polyesters, Melamine
resins, Epoxy, or Oils. Binders can be categorized according to drying, or curing
mechanism.
Ver: 1 – Jan 2017 58
Describe the different types of Binders:
The different types of Binders used can be classified as
1) Oxidation Curing vehicle – e.g., Alkyd Paints
These paints require oxygen to cure. When applied to a surface, the solvent will
evaporate allowing oxygen to penetrate the film and help the binder chains to
interlink. Such paints will remain as a liquid as long as they are in a closed paint drum
– i.e.’ not exposed to air.
Note: These paints should never be applied as thick coats as it will prevent oxygen
from reaching the bottom layers.
2) Physically drying vehicle (which cure by evaporation of Solvents) – e.g., Chlorinated
Rubber Paints (CRP Paints), Vinyl paints, Coal Tar & Bituminous Paints etc.
There is no chemical process involved with these paints and so these paints are not
sensitive to temperature conditions during applications. When touching up on top of
an old coat, the fresh paint will dissolve the edges of the old paint making the two
coats will fuse into each other.
3) Chemically curing Vehicle – e.g., Epoxy & Polyurethane Paints
These consists of two or three components i.e. a hardener, an activator & the base.
The curing process begins when the components are mixed together in the correct
proportion. The time between mixing & curing is known as “pot-life” of the paint.
This may vary between few minutes to few hours, depending upon the product type
& temperature. Suitable atmospheric conditions are required for application of these
paints. These paint usually will harden and dry at temperatures > +100 C & Relative
Humidity < 80%. These paints are highly abrasion resistant.
Pigments:
Pigments are granular solids incorporated into the paint to add to its color, toughness,
texture etc. Alternatively, some paints may contain dyes instead of or in combination
with pigments. Pigments can be classified as either natural or synthetic types. Natural
pigments may include different types of clays, calcium carbonate, mica, silica etc. and
Synthetic pigments would include engineered molecules imparting the required
properties to the paint.
Solvent:
The main purpose of the solvent is to adjust the curing properties and the viscosity of the
paint. It is the volatile part of the paint and does not become part of the final paint film. It
controls the flow and application properties, and affects the stability of the paint while in
liquid state. Sometimes, in order to spread heavier type paints, a thinner is also added
which will reduce the viscosity.
Extenders (also called Fillers):
These are components which will enhance the weather durability and consistency of the
paint. They also tend to increase the volume of paint & thereby reducing the cost.
Auxiliaries These are additives added for imparting any special properties to the paint.
For e.g., Walnut Shell powder when added to paint will impart “Anti-Skid” property.
Ver: 1 – Jan 2017 59
Describe the Precautions needed during Storage, Handling and Mixing of Paints
Mixing of Paint should not be done in the same compartment where it is stored. It should
only be done in the designated paint mixing room having adequate ventilation.
Warning notices shall be posted outside such compartments prohibiting Smoking,
Any open flame, and/ or hot work within such compartment or in adjacent passageway.
Any spilled paint or solvents must immediately be wiped up to reduce fire hazards due to
vapours. Any Rags or other materials used for paint clean up shall only be placed in a
closed-top type metallic containers (as a precaution against spontaneous combustion)
for disposal.
In rooms where paint mixing operations are carried on, only approved type electrical
fittings shall be installed. For e.g., Explosion-proof lamps having shatterproof covers.
Extreme care shall be taken by persons mixing solvent-based paints to remove from their
person all possible sources of ignition, such as matches, cigarette lighters, and steel
buckles.
Any personnel using the paint mixing room, shall be informed of the location and be
instructed in the use of the firefighting equipment to be used on paint or paint-related
fires. The firefighting equipment shall be readily accessible and escape routes from the
area shall be prominently displayed.
Personnel using the paint mixing room, shall wear appropriate Personnel Protective
Equipments. PPE used should give adequate protection against accidental skin contact,
eye contact, ingestion, and breathing of mists or vapour in excess of the threshold limit
value (TLV). Personnel shall wear non-skid, rubber-soled shoes or canvas boots over their
shoes when working in an enclosed space or where flammable vapours may be present.
Plastic clothing shall not be worn. Non–sparking tools shall be used when working in
areas where flammable vapours may be present.
Personnel handling paints by brush or roller should always try to avoid any direct skin
contact with the paint and its components by wearing solvent resistant, synthetic rubber
or plastic gloves, and an apron. Only long sleeve dress shall be worn and which is kept
rolled down. A face shield or chemical safety goggles shall be worn to protect the face
and eyes. When handling certain types of paints, Protective cream, Chemical Barrier etc.
may be required on exposed skin to act as a barrier, and/ or for the ease of cleaning.
Any Personnel with a history of chronic skin diseases, allergies, or asthma should not be
permitted to work with paint compounds and thinners. Personnel who are found
sensitive to any paint compounds and thinners shall be given immediate medical
attention. No food or drink shall be allowed in the paint handling area. When painting
materials are handled, extra care shall be exercised to wash hands before eating,
drinking, smoking, or before using toilets.
Ver: 1 – Jan 2017 60
Typical Paint defects, their reasons and how to prevent their occurrence
1. Sagging and Running
Sagging occurs when paint has been applied too
heavily on a vertical surface or if the paint has been
thinned excessively. Runs appear when too much
paint has been applied to one spot. Correct brushing
and carefully application in an even and uniform
manner will generally prevent this condition.
Sometimes application over a hard glossy surface will also cause sagging, but simply sanding
the surface prior to application will overcome this situation. If sagging or runs are noticed
when the paint is still wet then they can easily be brushed out. But any repairs after drying
of paint will require gently abrading the surface followed by a thin re-coating.
2. Blistering
This is one of the most common types of paint failure and is caused by any pressure build
up under the paint film. This build up in pressure can be caused due to various reasons but
mostly happens due to the following:
Salt contamination of the substrate: No coatings are
100% waterproof and any moisture which pass in
through the paint film will dissolve the salts causing a
concentrated solution. This will further draw moisture
through increasing the pressure until blistering occurs.
This phenomenon is also called osmosis.
Solvent entrapment: This can occur when over-coating
times are not adhered to or when the painting is
carried out in direct high temperatures. The extra heat will cause the paint to set too
quickly trapping solvent. This is more common when applying darker colours.
To prevent blistering make sure that the surface is thoroughly cleaned, dried and is free
from any contamination prior to paint application. Always adhere to the over-coating times
as specified in the paint manufacturer’s data sheets.
3. Lifting
Lifting is caused due to the raising of the undercoat. It is mostly caused
by a strong solvent based paint attacking the previously applied film
thus causing a wrinkled surface on top. An example of such application
will be a xylene topcoat over an oil-based primer. The xylene in the
topcoat will dissolve the primer. In order to prevent this, always check
the paint compatibility before application. If lifting has occurred then
removal of the affected paint and reapplication is the only option.
Ver: 1 – Jan 2017 61
4. Peeling
Peeling happens due to that loss of adhesion at the substrate or
in between two layers of paint. In majority of cases, this
happens due to unsatisfactory surface preparation. Any
presence of oil, dirt, grease, dust etc. will cause loss of
adhesion. This can also happen due to painting over any glossy
surfaces.
To repair any ‘Peeling’ of paint, abrade the surface up to a sound substrate, ensure that the
area to paint is thoroughly cleaned and dried before recoat.
5. Cracking
Cracking is usually a stress related failure which is caused due
to any surface movements, ageing and general lack of
flexibility of coating. Thicker the paint film, greater the
possibility for cracks.
To repair any ‘Cracking’ of paint, abrade the surface up to a
sound substrate, ensure that the area to paint is thoroughly cleaned and dried before
recoating.
6. Orange Peel
Orange peel is only a cosmetic defect that causes the paint to take
on a dimpled texture similar to that of an orange. This normally
occurs during spray application and the causes are,
- Improper atomization due to low air pressure
- Spraying to close to the surface
- Rapid solvent evaporation
If orange peel occurs then abrade down to a smooth surface and repaint as necessary.
Ver: 1 – Jan 2017 62
Code of Safe Working Practices for Merchant Seamen
2015 EDITION
1. MANAGING OCCUPATIONAL HEALTH AND SAFETY
[Ref: COSWP Chpt:1]
Define "hazard", “Risk assessment”, Elements of "Risk"; Describe the different methods
for controlling “Risk”
A Risk may be defined as the uncertainty or lack of knowledge concerning the outcome
of events. For e.g., the risk of a vessel becoming a total loss.
A Hazard is a source of potential injury, harm or damage. It is a condition that increases
the likelihood of loss. It may come from many sources, Potential situations, The
Environment or a Human element. For e.g., in poor visibility conditions, the use of high
speed is a hazard that may lead to a collision.
Risk assessment is a careful examination of all hazards involved that, could cause harm
to 'people', 'pollution' of environment, damage to 'property' and/or loss of 'process'.
(Note: Rule of 4 P's)
Every Risk has two elements as given below:
The likelihood that harm or damage may occur. AND
The potential of severity of the harm or damage.
All the “Risks” affecting the health and safety of seafarers must be identified and
assessed. However it will often not be possible to remove all risks, but certain control
measures may make the working environment and working methods as safe as
reasonably practicable.
Few “Risk” control measures are listed below in the order of their effectiveness:
1. Elimination – Complete elimination of the risk involved;
2. Substitution - by something which is less hazardous and risky;
3. Enclosure - Enclose the hazard in such a way to eliminate/ control the risk
4. Guarding/Segregating the people, away from the hazard;
5. Devicing a safer system of work which will reduce the risk to an acceptable level
6. By writing down procedures in a way which is known/ understood by those affected;
7. By adopting a blend of technical and procedural control;
8. By providing adequate supervision;
9. By identification of training needs;
10. Providing proper Information/Instruction (signs, hand-outs);
11. By ensuring use of proper 'Personal Protective Equipment'
(used only as the last resort**, to deal with any residual risk which cannot be controlled by any other
means)
** Personal protective equipment (PPE) must be used only to deal with risks which cannot be avoided or reduced
to an acceptable level by any safe working practices. This is because PPE does nothing to reduce the hazard and
can only protect the person wearing it, leaving others vulnerable. Sometimes, use of PPE may in itself cause a
hazard, e.g. through reduced field of vision, loss of dexterity or agility etc.
Ver: 1 – Jan 2017 63
2. LIVING ON BOARD
[Ref: COSWP Chpt:3]
Describe the importance of personnel health and hygiene for seafarers
Before joining ship:
It is every individual seafarer’s responsibility to look after their health and fitness. The
work of a seafarer calls for a high standard of health and fitness, and so every seafarer is
required to hold a valid “certificate of medical fitness” at the time of joining a ship.
The medical examination conducted before joining should confirm that,
- The seafarer’s hearing and sight, and colour vision, meet the appropriate standards for
their role on board; and
- The seafarer has no health conditions which are likely to be aggravated by the service at
sea or which will make the seafarer unfit for their duties or endanger other persons on
board.
While on-board the ship:
A very high standards of personal cleanliness and hygiene should always be maintained
on board. Any infections can easily spread from one person to others on board, so
preventive measures, as well as simple, effective treatment, are essential.
Good health depends on sensible diet, adequate sleep and regular exercise. Use of any
Recreational drugs, substance or drug misuse, excesses of alcohol and tobacco should be
avoided.
Treatment should always be sought straight away even for minor injuries including cuts
and abrasions. First-aid treatment should be given as necessary to protect against any
infection. Barrier creams may be used to help protect the exposed skin against dermatitis
and also make thorough cleansing easier.
Rats and any other rodents may be carriers of infection and should never be handled,
dead or alive, with bare hands.
Personnel on board ship are usually trained and equipped to provide initial medical care
for the range of health problems that may arise. However, if a seafarer develops a serious
health problem or suffers a serious injury, immediate medical advice should be obtained
from tele-medical services. Where necessary, arrangements shall also be made to
transport the sick or injured seafarer ashore for medical treatment. Advice on medical
care on board is contained in the publication, The Ship Captain’s Medical Guide.
It is the responsibility of every individuals to ensure high standards of personal hygiene
and to look after their own health. Good attention should be paid to,
- Personal cleanliness;
Ver: 1 – Jan 2017 64
- Sensible diet;
- Adequate sleep during rest periods;
- Regular exercise;
- Avoidance of excess alcohol/tobacco;
- Prompt attention to cuts/abrasions;
- Maintenance of working clothes and protective equipment in a clean condition;
- Appropriate dress for the work and climate; and
- Avoidance of recreational drugs.
On international voyages, any vaccinations/inoculations required should be fully
updated. Medications for the prevention of illness (e.g. anti-malarial tablets) should be
taken as and when required.
In hot climates, it is important to protect the skin from strong sunlight and drink plenty of
salt-containing liquids to replace the body fluids lost through perspiration.
3. USE OF PERSONAL PROTECTIVE EQUIPMENTS
[Ref: COSWP Chpt:8]
List out the appropriate Personal Protective Equipments (PPE) used for protecting the
different parts of the body:
Head protection - Safety helmets, Bump caps
Hearing protection - Ear muffs, Ear plugs
Face and eye protection - Goggles and spectacles, Facial shields
Respiratory protection - Dust masks, Respirators, Breathing Apparatus
Hand and foot protection - Gloves, Safety boots/ shoes
Body protection - Safety suits, Safety Harness, Aprons, High visibility suit
Protection against drowning - Lifejackets, Buoyancy aids, Lifebuoys
Protection against hypothermia - Immersion suits, Anti-exposure suits
4. SAFETY SIGNS AND THEIR USE
[Ref: COSWP Chpt:9]
Describe the various colour codes used for 'Safety Signs' on board and their
meaning:
The international standards for safety signs use different colours and symbols to provide
information and warnings about various hazards. Use of these standard colours and
symbols makes it easy for anyone to understand these, regardless of what language they
speak.
Ver: 1 – Jan 2017 65
For example, any sign in Red colour is used to
Stop doing something or to prevent doing something (prohibition);
Stop or Shut down or Evacuate a space;
Mark the location and type of a firefighting equipment.
Permanent signs are mainly used to:
Give prohibitions, warnings and mandatory requirements;
Mark emergency escape routes;
Identify first-aid facilities; and
Show the location of a firefighting equipment.
Prohibitory Signs:
Signs of prohibition are based on a
red circular band with a red diagonal
bar and white backing. The symbol
for the prohibited action is shown in
black behind the red diagonal bar,
e.g. ‘No smoking’; ‘No Access for
Unauthorised Persons’.
Warning Signs: Yellow signs are
advisory and mean to be careful or to
take precautions. Warning signs are
based on a yellow triangle with a
black border. The symbol for the
hazard is shown in black, e.g. ‘Risk of
Poisoning’; ‘Risk of Electric Shock’
Mandatory Signs: Blue signs are
mandatory and mean to take a
specific action. Mandatory signs
are based on a blue disc. The
symbol for the precaution to be
taken is shown in white, e.g.
‘Goggles to be worn’; ‘Safety
Helmet must be worn’
Ver: 1 – Jan 2017 66
Emergency escape and First Aid signs:
Green signs mean emergency escape
or a first-aid sign. The sign is a green
square or rectangle, with safety
information shown by words or a
symbol in white. For example, a
white arrow on a green background
points to an emergency exit
Fire Fighting Equipments sign: Any
sign indicating firefighting equipment
will be shown as a red square or
rectangle, with the information given
in words or by a symbol in white
Colour codes used for identifying gas cylinders, pipe lines and fire extinguishers on board
Gas Cylinders: There are a variety of standards for marking the gas cylinders in use globally.
Seafarers should refer to the company SMS manual to know about the standard in use on
board. Under the British standards, following colour codes are followed:
Note: Sometimes a secondary colour band is also painted around the neck of the gas
cylinder to indicate any additional hazards of the gas, e.g., flammability, toxicity etc.
Gas Old Colour Scheme New Colour Scheme
(after 2010)
Oxygen Black Pure White
Carbon dioxide Black Dusty Grey
Compressed Air French Grey Grey Cylinder with Green
band on shoulder
Nitrogen French Grey Jet Black
Acetylene Maroon Maroon
Propane Signal Red Signal Red
Butane Not Specified Not Specified
Helium Brown Olive Brown
Colour coding of Pipe Lines: The standards for colour coding the pipelines vary ship to ship
and seafarers should refer to the company SMS manual to know about the standard in use
Ver: 1 – Jan 2017 67
on board. Under the British standards, following colour codes are followed:
Pipe Line contents Basic Colour Scheme Additional Colour band
Water (fresh) Green Blue
Water (salt) Green None
Water (for fire extinguishing) Green Safety Red
Compressed air Light Blue None
Steam Silver grey None
Oil (diesel) Brown White
Oil (furnace oil) Brown None
Oil (lubricating) Brown Emrald green
The basic colour scheme should be applied along the entire length of the pipeline with the
additional colour bands marked on it at regular intervals. The additional colour bands shall
also be marked along the junctions, both sides of any valves, near bulkhead penetrations etc.
All valves on pipelines carrying firefighting media should be painted red.
Where it is necessary to indicate the direction of flow of fluid on a pipeline, it should be
indicated by an arrow made either in White or Black colour over the basic identification
colour of the pipeline.
Colour coding of Portable Fire Extinguishers
Portable Fire Extinguishers used on board ships must comply with relevant British,
European or any other equivalent National standards. On board vessels which are following
the British standards (most widely followed), any Fire Extinguishers manufactured since
May 1997 must comply with the following requirements:
The body of extinguisher should be painted Signal Red (in lieu of this, self-coloured natural
metallic colour is also acceptable) with a “zone of colour” of between 5% and 10% of the
external area in a particular colour identifying the extinguishing agent (refer table below).
Few manufacturers try to comply with the above requirements by printing the operating
instructions label in the appropriate colour.
As per above standards, the colour codes adopted for different types of Fire Extinguishers
are
Water type Signal Red
Foam type Pale Cream
DCP French Blue
Carbon dioxide Black
Sometimes the area behind the location where a fire extinguisher is mounted is highlighted
with the appropriate colour code as a means of increasing the visibility of the extinguisher.
Ver: 1 – Jan 2017 68
5. MANUAL HANDLING OF WEIGHTS
[Ref: COSWP Chpt:10]
Describe the precautions needed while attempting to pick up a heavy load from ground
using your hands
The following precautions are needed while attempting to pick up a heavy load from the
ground, which will help prevent any injuries.
- The load and the lift should be assessed before lifting.
- A firm, stable and balanced stance should be taken, close to the load with both the
feet apart but not too wide, with one leg slightly forward to maintain balance, so
that the lift is as straight as possible.
- At the start of the lift and when lifting from a low level or deck, a crouching position
Should be adopted, with knees and hips bent, whilst maintaining the natural curve
of the back to ensure that the legs do the work. It helps to tuck in the chin while
gripping the load and then raise the chin as the lift begins.
- The load should be gripped with the whole of the hand, not fingers only. If there is
insufficient room under a heavy load to do this, a piece of wood should be put
underneath first. A hook grip is less tiring than keeping the fingers straight. If the
grip needs to be varied as the lift proceeds, this should be done as smoothly as
possible.
- The load should be lifted by straightening the legs, keeping it close to the body. The
heaviest side should be kept closest to the trunk. The shoulders should be kept level
and facing the same direction as the hips. Turning by moving the feet is better than
twisting and lifting at the same time. Look ahead, not down at the load, once it is
held securely
6. SAFETY OFFICIALS
[Ref: COSWP Chpt:13]
State the requirements for appointing a Safety Officer on board a ship and
his duties.
As per requirements under COSWP, every sea-going ship, which has more than
five crew members, a ‘Safety Officer’ needs to be appointed. It will be Safety
Officer's duty to do health and safety inspections of every part of the ship at least
once in three months, or more frequently if so required.
Ver: 1 – Jan 2017 69
Describe the role of a Safety Committee on board a ship
It is a mandatory requirement that a 'Safety Committee' be constituted on board
ships which must be chaired by the Master and should include Safety Officer as well as
elected ‘Safety Representatives’ from all departments as its members. As a general
guideline, the 'Safety Committee' should try to meet at least once about every 4 to 6
weeks. It is also a requirement that the relevant extracts of every such 'Safety
Committee Meeting' minutes be forwarded by the master to the Company.
7. Permit – To – Work System
[Ref: COSWP Chpt:14]
Describe the ‘Permit-to-Work’ system and when it is used on board a ship
Any operation on board a ship where
- The actions of a person may inadvertently endanger himself and/or another crew
member or
- A series of actions are needed to ensure the safety of those engaged
in the operation,
a 'Permit to Work' (PTW) will need to be issued before starting of such work.
Remember: The "Permit-to-work" by itself will not make the job safe, but it just
contributes towards measures required for the safe working environment.
What are the essential elements that needs to be included in a 'permit to work'
The essential conditions that are to be included in a 'permit to work' will include the below:
a) The permit should clearly state the location and details of the work to be done, the
nature and results of any preliminary tests undertaken, the measures undertaken to
make the job safe and the safeguards that need to be taken during the operation.
b) The permit should clearly specify the period of its validity (which should not exceed
24 hours in any case)
c) Only the work which is specified on the permit should be undertaken.
d) Before signing the permit, the authorising officer should ensure that all measures
specified as necessary have in fact been taken.
e) The authorising officer retains responsibility for the work until he has either cancelled
the permit or formally transferred it to another authorised person who should sign the
permit to indicate transfer of full responsibility.
f) The person responsible for carrying out the work shall countersign the permit to
indicate his understanding of the safety precautions needed.
g) On completion of the work, that person should notify the responsible officer and
Ver: 1 – Jan 2017 70
get the permit cancelled.
h) The person carrying out the specified work should not be the same person as
the authorising officer.
List out few critical jobs on board a ship where a "Permit-to-Work" needs to be issued
- Any work in Unmanned Machinery Spaces
- Any work which requires 'Entry into any Enclosed or Confined Space'
- Any work on any Machinery or Equipment which requires power isolation
- Any job involving 'Hot Work'
- Working Aloft or Overside etc.
Cold Work Permit:
A Cold Work permit relates to any work in any hazardous or dangerous area which will
not involve any generation of high temperature conditions which can cause ignition of
combustible gases, vapours or liquids inside or in the adjacent areas of work.
Few examples where a Cold Work Permit will need to be used are,
1. Blanking or de-blanking of pipes.
2. Disconnecting or connecting pipe lines.
3. Removing and fitting of valves.
4. Any work involving opening of pumps etc.
5. Any spillage clean-up operations involving oil, chemicals etc.
Working aloft permit
a. Any personnel who is planning to do a job at a height should take all the precautions
against a fall during the work.
b. He should take extra precautions against the movement of the ship in a seaway
especially in poor weather conditions.
c. Ensure that all equipment to be used including bosun’s chair, stages, gantlines,
safety harnesses, lifelines, etc., are carefully examined and ensured to be in good
condition.
d. If the work involved is on mainmast, officer on watch to be informed and warning
notice to be posted in the wheelhouse not to operate Radars and Ship’s aft whistle.
Similarly, if work is to be carried out on foremast, the forward whistle should be
tagged and isolated.
e. If work is to be carried out near the funnel, the engine room to be notified to reduce
/ eliminate funnel emissions as far as possible.
f. If the work is in the vicinity of radio antennae, Navigating Officers to be notified and
radio aerials to be tagged and isolated.
Ver: 1 – Jan 2017 71
g. All persons involved in the work aloft should wear proper PPE including Safety
harness, before going up
h. One Supervisor to remain in attendance throughout time and to ensure that safety
harness lines are made fast by the persons aloft.
i. Supervisor should inform OOW when the work is completed so that any warning
notices etc. can be withdrawn.
Working over-side permit
a. Any personnel who is planning to do a job over-side should take all the precautions
against a fall overboard during the work.
b. A proper risk assessment needs to be done before taking up a job over-side. Other
than in emergency situations, no personnel should take up an over-side job when
the ship is underway. If such work has to be undertaken, lifeboats or rescue boats
should be readied for immediate use.
c. Another responsible person shall remain stand-by and keep a close watch
throughout the time persons are working over-side.
d. Ensure that all equipment to be used including bosun’s chair, stages, gantlines,
safety harnesses, lifelines, Jacob’s Ladder etc., are carefully examined and ensured to
be in good condition.
e. If work is to be carried out is near any overboard discharges, the pumps/ valves to be
isolated and tagged to prevent inadvertent operation.
f. If the work to be carried out involve painting, all necessary precautions are to be
taken to prevent any pollution.
g. Any person(s) involved in work over-side should wear appropriate PPE including
safety harness, buoyancy aid (Inflatable life jacket) etc. before start of work.
h. A Lifebuoy attached to a buoyant line, is to be kept ready for emergency use.
i. As soon as the work is completed, OOW (and duty engineer, if applicable) to be
informed so that any warning notices posted can be withdrawn.
Electrical Isolation Permit
a. This permit is required whenever any work is planned on any equipment where there
could be a hazard of electric shock and/ or accidental start / auto start of machinery
or equipment, if the electrical part is not isolated.
b. Before starting work on such an equipment, a proper risk assessment shall be carried
out and all concerned personnel informed.
c. The machine should be stopped, isolated and secured so that it cannot be operated
inadvertently by anyone. A notice should also be posted nearby warning that work is
in progress and the machine is not to be started.
d. To further avoid the danger of auto-start and/ or electric shock to any person working
on the machine, it shall be isolated electrically from the switchboard and/ or starter
Ver: 1 – Jan 2017 72
panel before work is commenced. The circuit breaker should be ‘locked’ in open
position and a notice posted at the switchboard warning seafarers that the breaker is
“not to be closed”.
e. Special care need to be taken against electrocution where some parts of certain types
of equipment which may remain live even when the equipment is switched off and
power isolated.
Lockout and Tag out procedures
“Lockout / Tag out” defines the specific practices and/ or procedures which are used to
safeguard personnel from any injuries or any damages to machinery during the servicing
or maintenance routines. This requires that a designated person turns off and
disconnects the machinery or equipment from its energy source before performing the
service or maintenance. For this, the authorized person shall either “lock” or “tag” the
energy – isolating device to prevent the release of any hazardous energy and take steps
to verify that the energy has been isolated effectively.
“Lockout” is the placement of a lockout device for isolating the energy
(using circuit breaker, disconnect switch etc.) to ensure that equipment being controlled
cannot be operated until the lockout device is removed. A lockout device is a positive
means such as a “lock” to hold the energy isolating device in a safe position and prevent
the starting of the machine or equipment. The lockout device must be substantial
enough to prevent unintentional removal/ without use of excessive force.
“Tag-out” defines any specific procedures adopted to prevent unexpected startup of
machinery and equipment. This procedure will also require that the authorized person
turns off and disconnects the machinery or equipment from its energy source before
starting the work or maintenance. “Tags” are just warning devices and do not provide
the physical restraint provided by a “lockout” device.
Removal of Lockout/ Tag out Devices
After the job is completed and before the lockout/ tag-out devices are removed, the
authorized person shall inspect the machine parts are operationally intact. The area
should be checked to ensure all personnel in the vicinity are safely positioned. He shall
ensure that all affected personnel are notified that lockout/ tag-out devices have been
removed. The lockout/ tag-out device shall be removed only by the authorized person.
-----------------------------------------------------------------------------------------------------------------
Ver: 1 – Jan 2017 73
Hot Work Permit
A Hot work is any process which can be a source of ignition and hence a fire hazard
when flammable materials are present in the workplace. Common hot work processes
include welding, cutting, grinding, soldering, brazing etc.
1. Any hot work to be done in places other than the designated area (workshop) will
require a “permit to work”.
2. Any person doing hot work should be suitably trained in the process and familiar
with the equipment to be used.
3. Where portable lights are needed to provide adequate illumination, they should be
secured in position, not handheld, with leads kept well clear of the working area.
4. It is required to provide adequate ventilation when welding and flame cutting is
planned in enclosed spaces. The effectiveness of the ventilation should be checked
at regular intervals while the work is in progress. In dangerous spaces, use of
breathing apparatus may also be required. Operators should be aware that,
- Harmful gases can be produced during operations like welding and cutting.
- Oxygen in the atmosphere can be depleted when using gas-cutting equipment.
5. Proper “Personal Protective Equipment” must be worn by the operator during the
hot work to protect them from particles of hot metal and slag, and protect their
eyes and skin from ultra-violet and heat radiation. If it is found necessary, any
person assisting with the operation shall also wear appropriate PPE. The PPE that is
to be worn may include,
- Welding shields or Welding goggles with appropriate shade of filter lens (goggles
are only recommended for gas welding and flame cutting);
- Leather gauntlets;
- Leather apron (in appropriate circumstances); and
- Long-sleeved natural-fibre boiler suit or other approved protective clothing.
- Clothing should be free of grease and oil and other flammable substances.
6. Any Welding and flame-cutting equipment should be inspected before use by a
competent person to ensure that it is in a serviceable condition.
7. Before welding, flame cutting or other hot work is started, a check should be made
that there are no combustible solids, liquids or gases at, below or adjacent to the
area of work that might be ignited by heat or sparks from the work. No hot work
shall be planned on surfaces covered with grease, oil or other flammable or
combustible materials. Where necessary, combustible materials and dunnage
should be moved to a safe distance before commencing operations. Such places
should also be free of materials that could release a flammable substance if
disturbed.
8. When welding is to be done in the vicinity of open hatches, suitable screens should
be erected to prevent sparks dropping down hatchways or hold ventilators.
9. Port holes and other openings through which sparks may fall should be closed
where practicable.
Ver: 1 – Jan 2017 74
10.When work is being done close to or at bulkheads, decks or deck-heads, the far
side of the divisions should be checked for materials and substances that may
ignite, and for cables, pipelines or other services that may be affected by the heat.
11.Cargo tanks, fuel tanks, cargo holds, pipelines, pumps and other spaces that have
contained flammable substances should be certified as being free of flammable
gases before any repair work is commenced. The testing should include, as
appropriate, the testing of adjacent spaces, double bottoms and cofferdams.
Further tests should be carried out at regular intervals and before hot work is
recommenced following any suspension of the work. When carrying out hot work
on tankers and similar ships, all tanks, cargo pumps and pipelines should be
thoroughly cleaned and particular care taken with the draining and cleaning of
pipelines that cannot be directly flushed using the ship’s pumps.
12.Suitable fire extinguishers should be kept at hand ready for use during the
operation. A person with a suitable extinguisher should also be stationed to keep
watch on areas not visible to the welder that may be affected.
13.In view of the risk of delayed fires resulting from the use of burning or welding
apparatus, frequent checks should be made for at least two hours after the work
has stopped.
8. ENTERING DANGEROUS (ENCLOSED) SPACES
[Ref: COSWP Chpt:15]
Describe the precautions needed for Entering into an Enclosed Space:
1. Any job which requires an entry into an enclosed space should be planned well in
advance and requires the use of a “permit to work” system.
2. No person shall enter a dangerous space unless authorised to do so by an authorised
officer. Only the minimum number of trained personnel required to do the work
should be authorised to enter.
3. Those entering must be wearing appropriate clothing. All equipment used must be in
good working condition and inspected before use. A risk assessment should identify
what rescue equipment may be required for the particular circumstances but, as a
minimum, this should include:
i. Appropriate breathing apparatus, with fully charged spare cylinders of air;
ii. Lifelines and rescue harnesses;
iii. Torches or lamps (approved for use in a flammable atmosphere, if appropriate);
and
iv. A means of hoisting an incapacitated person from the confined space, if
appropriate.
4. A rescue plan should be in place. For this purposes, rescue and resuscitation
equipment should be kept ready for use at the entrance to the space.
Ver: 1 – Jan 2017 75
5. The enclosed space and its access areas should be adequately illuminated.
6. No source of ignition should be taken inside the space unless the authorised officer is
satisfied that it is safe to do so.
7. At least one competent person, with appropriate communication equipment, shall be
posted to remain as an attendant at the entrance to the space. The communication
system shall be tested for proper functioning:
a. Between the person entering the space and the attendant at the entrance; and
b. Between the attendant at the entrance and the officer on watch.
8. Ventilation should continue during the period when the space is occupied and during
any temporary breaks. In the event of a failure of the ventilation system, all personnel
inside the space shall immediately vacate the space.
9. The atmosphere should be tested periodically whilst the space is occupied and
personnel should be instructed to leave the space should there be any deterioration
of the conditions as indicated by the personal gas detector carried by the personnel
entering inside.
10. Should an emergency occur, the general alarm shall be sounded and back-up rescue
team called in. Under no circumstances shall the attendant enter inside the space.
11. On expiry of the permit to work, every personnel should leave the space and the
entrance to the space closed and secured.
12. Any portable lights and other electrical equipment shall be of a type approved for
use in a flammable atmosphere if the atmosphere inside requires so.
13. Should there be a risk of chemicals, whether in liquid, gaseous or vapour form,
coming into contact with the skin and/or eyes, then protective clothing should be
worn by the personnel entering inside.
Enclosed Space Entry – Training/ Drill Requirements
1. Necessary training, instruction and information shall be given to all seafarers in order
to ensure that all the requirements of the Entry into Dangerous Spaces Regulations
are complied with. Such training should include:
a. Recognition of the circumstances and activities likely to lead to the presence of a
dangerous atmosphere;
b. The hazards associated with entry into dangerous spaces, and the precautions to
be taken;
c. The use and maintenance of equipment and clothing required for entry into
dangerous spaces; and
d. Instruction and drills in rescue from dangerous spaces.
2. Everyone likely to use breathing apparatus must be instructed by a competent person
in its proper use.
3. The authorised officer and the person about to enter the space should undertake the
full pre-wearing check and donning procedures recommended in the manufacturer’s
instructions for the breathing apparatus. In particular, they should check that:
There will be sufficient clean air at the correct pressure;
Ver: 1 – Jan 2017 76
Low-pressure alarms are working properly;
The face mask fits correctly against the user’s face so that, combined with pressure of
the air coming into the mask, there will be no ingress of oxygen-deficient air or toxic
vapours when the user inhales (it should be noted that facial hair or spectacles may
prevent the formation of an air-tight seal between a person’s face and the face
mask);
The wearer of the breathing apparatus understands whether or not their air supply
may be shared with another person and, if so, is also aware that such procedures
should only be used in an extreme emergency; and
When work is being undertaken in the space, the wearer should keep the self-
contained
Supply for use if there is a failure of the continuous supply from outside the space.
4. When inside a dangerous space:
No one should remove their own breathing apparatus; and
Breathing apparatus should not be removed from a person unless it is necessary to
save their life.
Note: It is recommended that resuscitators of an appropriate kind should be provided
where any person may be required to enter a dangerous space. Where entry is
expected to occur at sea, the ship should be provided with appropriate equipment.
Otherwise entry should be deferred until the ship has docked and use can be made of
shore-side equipment.
Amended SOLAS III/ Reg. 9 requires that “On board every ships, an ‘Emergency drill for
rescue from an enclosed space’ shall be carried out at least once every two months.
This should as a minimum include:
Checking and use of personal protective equipment required for entry;
Checking and use of communication equipment and procedures;
Checking and use of instruments for measuring the atmosphere in enclosed spaces;
Checking and use of rescue equipment and procedures; and
Instructions in first-aid and resuscitation techniques.
Emergency rescue arrangements
- In the event of an alarm being raised, no one should enter any dangerous space to
attempt a rescue without taking suitable precautions for their own safety. Failure to
do so will put the would-be rescuer’s life at risk and almost certainly prevent the
person they intended to rescue being brought out alive. Many multiple fatalities have
occurred as a result of individuals recklessly attempting a rescue without taking
adequate precautions.
- Should an emergency occur, the general (or crew) alarm should be sounded so that
back-up is immediately available to the rescue team. Under no circumstances should
Ver: 1 – Jan 2017 77
the attendant enter the space.
- Once help has arrived, the situation should be evaluated and the rescue plan put into
effect. An attendant should remain outside the space at all times to ensure the safety
of those entering the space to undertake the rescue.
- Once the casualty is reached, the checking of the air supply must be the first priority.
Unless they are gravely injured, they should be removed from the dangerous space as
quickly as possible.
- Self-contained breathing apparatus that is specifically suited for such applications must
be worn. If it is found that it is not possible to enter a tank wearing a self-contained
breathing apparatus, the bottle harness may be removed and passed through the
access but the face mask must always be worn. Care should be taken to ensure that
the harness does not drop onto or pull on the supply tube and dislodge the face
mask.
- An emergency escape breathing device (EEBD) is not suitable for rescue. This is a
supplied air or oxygen device, designed only to be used for escape from a
compartment that has a hazardous atmosphere. It should not be worn by a rescuer to
attempt a rescue of persons in any circumstances
9. HATCH COVERS AND ACCESS LIDS
[Ref: COSWP Chpt:16]
Describe the safety precautions that has to be taken while operating the
hydraulically operated Hatch covers
- Any personnel when handling hatch covers and access lids, shall wear appropriate
personal protective equipment
- All personnel involved with the handling and/or operation of hatch covers should be
properly instructed in their handling and operation.
- All stages of opening or closing hatches should be supervised by a responsible person.
- When handling hydraulic fluid, personnel should ensure that:
o The correct grade is used when topping up systems;
o Any spillages are cleaned up immediately;
o Any splashes of such fluid onto skin areas are cleaned off immediately – many
such fluids are mineral based and harmful for skin;
o Naked lights are kept away from equipment during service/test periods –
hydraulic fluids may give off vapours that may be flammable.
- When hatches are open, the area around the opening and within the hatchways
should be appropriately illuminated and safety guardrails erected where necessary.
Guardrails should be tight, with all stanchions secured in position, and properly
maintained.
- No loads shall be placed over a hatch cover unless it is known that the cover is properly
Ver: 1 – Jan 2017 78
secured and it can safely support the load.
- Special attention should be paid to the trim of the vessel when handling mechanical
hatch covers. The hatch locking pins or preventers of rolling hatch covers should not be
removed until a check wire is fast to prevent premature rolling when the tracks are not
horizontal.
- Hatch cover wheels should be kept greased and coaming runways and drainage
channels kept clean of any debris/ bulk cargo residues.
- The rubber sealing joints should be properly secured and in good condition so as to
provide a proper weather-tight seal to the hatch covers.
- All locking pins, cleats, top-wedges and any other tightening devices shall be kept
greased and freely operating.
- All locking pins, cleats, top-wedges and any other tightening devices shall be kept
secured in place on a closed hatch cover at all times when the vessel is at sea.
- After opening, Hatch covers should be secured in the open position with chain
preventers or by any other suitable means.
- No one should climb on to any hatch cover unless it is properly secured. No one shall
stand on top of a moving hatch cover while hatch covers are being shifted.
10. WORK AT A HEIGHT
[Ref: COSWP Chpt:17]
General Precautions required while working at a height
Any personnel who is planning to do a job at a height should take all the precautions
against a fall during the work.
He should take extra precautions against the movement of the ship in a seaway
especially in poor weather conditions.
A stage, ladder, scaffolding, Bosun’s chair etc. should be used whenever the work to
be done is beyond normal reach. All such equipment used for the work should be
checked and confirmed to be in a good state of repair before the start of the work.
Describe the precautions needed while using the Bosun’s chair
When using a Bosun’s chair, the following precautions are to be taken:
1. The gantline should be secured to the chair using a double-sheet bend and with the
end seized to the standing part with a tail of adequate length.
2. No hooks to be used to secure Bosun’s chairs unless they are of the type which will
not get accidentally dislodged, and have a safe working load marked on it which is
adequate for the purpose.
3. On each occasion when a Bosun’s chair is rigged for use, it should be load tested to at
least four times the load they will be required to lift before a person is hoisted.
4. When a chair is to be used for riding topping lifts or stays, it is essential that the bow
of the shackle, and not the pin, rides on the wire. Additionally the pin should be
‘moused’ to prevent it from opening up accidently.
Ver: 1 – Jan 2017 79
5. Whenever it is necessary to haul a person aloft in a Bosun’s chair, it should be done
only by hand; a winch should not be used.
6. If a seafarer is required to lower themselves while using a Bosun’s chair, they should
first frap both parts of the gantline together with a suitable piece of line to secure the
chair before making the lowering hitch. The practice of holding on with one hand and
making the lowering hitch with the other is dangerous. It may be prudent to have
someone standing by to tend the lines.
Describe the precautions needed while repairing RADAR SCANNER
1. Before doing any work near the Radar scanner, inform the officer on watch and ensure
that the Radar and the scanner are isolated. A warning notice shall also be displayed
on the radar equipment until the work is completed.
2. Since the work planned is at a height, do proper risk assessment and take all control
measures as per the Permit to Work (“Working aloft” permit).
3. Only competent persons shall engage in any activity involving work at a height.
Whenever a trainee seafarer is involved, they must be supervised by another
experienced seafarer. No personnel under 18 years of age, or with less than 12
months’ experience at sea, shall be asked to do any work aloft until and unless it forms
a part of their planned training, and they are accompanied and adequately supervised
by a competent person.
4. All equipment to be used during the work shall be inspected thoroughly before putting
it in to use.
5. Proper precautions shall be taken to ensure safety of personal involved in the work
especially during poor weather conditions. A stage, ladder, scaffolding, Bosun’s chair
or scaffold tower shall be used when work to be done is beyond normal reach.
6. Since the work involved is near the ship’s whistle, the officer responsible should ensure
that whistle is isolated and that warning notices are posted not to use the same.
Ver: 1 – Jan 2017 80
7. Since the work involved is near the funnel exhaust, the officer responsible should
inform the duty engineer to ensure that there will be minimum emission of steam,
harmful gases and fumes through funnel exhaust.
8. Since the work involved is in the vicinity of radio aerials, a warning notice shall be
placed on the communications equipment to keep it isolated and to prevent any
transmission.
9. All Tools and other accessories shall only be sent up and lowered by a line tied to
suitable containers. Tools shall not carelessly be placed on top where they can
accidentally be knocked down and fall on someone below. No tools shall be carried in
pockets from where they may easily fall down.
10. Extra care shall be taken when hands are cold and greasy and where the tools
themselves are greasy.
11. On completion of the work, officer on watch is to be informed so that the precautions
taken earlier are withdrawn and any isolations and warning notices removed.
11. PROVISION CARE AND USE OF WORK EQUIPMENT
[Ref: COSWP Chpt:18]
Describe the safety precautions that needs to be taken while operating any
Power Tools and Equipments;
- All Power operated Tools and Equipments should only be operated by a competent
person having adequate training
- The flexible power cables used shall be of good standard and be marked accordingly
- The power cables shall be laid clear of all damaging obstructions and should not obstruct
safe passage. Wherever they pass through any doorways, the doors shall be secured
open to prevent cutting of wires.
- All precautions shall be taken to prevent any electrocution through prespiration etc.
where the work is being done in confined locations with damp, humid and conductive
surfaces.
- Any fittings to the tool equipment like drill bits, discs etc. should be secured tight to
prevent them working loose and flying away during operation.
- No attempt shall be made to change/ replace any Accessories and tool pieces while the
equipment remain connected to the power source. Any built-in safety devices like
retaining springs, clamps, locking levers etc. should be refitted immediately after the
tool piece is changed.
- Any safety guards should be securely fixed on all appliances which requires them and
should be checked before starting any operation.
- During temporary interruptions to work (e.g. meal breaks, and on completion of a task),
equipment should be isolated from power sources and left safely or stowed away
correctly.
- When a power tool operation causes high noise levels, hearing protection shall be worn.
Ver: 1 – Jan 2017 81
Where any flying particles may be produced, the face and eyes shall also be protected
- Seafarers should be advised not to use any power tools with high vibration (For e.g.,
Pneumatic Drills, Hammers, Chisels etc.) for more than 30 minutes without a break as it
can lead to a condition called ‘dead’ or ‘white’ fingers**.
** In its initial stages, this appears as a numbness of the fingers and an increasing
sensitivity to cold but, in more advanced stages, the hands become blue and the
fingertips swollen
12. WORK ON MACHINERY AND POWER SYSTEMS
[Ref: COSWP Chpt: 20]
Describe the safety precautions required while entering and working inside Battery
Compartment
- Always ensure that Ventilation is ‘On’ before entry
When a battery is being charged it ‘gases’; i.e.’ it gives off both hydrogen and oxygen.
As hydrogen is easily ignited in concentrations ranging from 4% to 75% in air, battery
containers and compartments should be kept adequately ventilated to prevent an
accumulation of dangerous gas.
- No ‘Smoking’ is permitted near a Battery compartment
- No ‘Naked Lights’ are permitted within a Battery Compartment
Smoking and any type of open flame is prohibited in or near a battery compartment. A
conspicuous notice to this effect should be displayed at the entrance to the
compartment.
- Lighting fittings in battery compartments should always be having protective glasses
and the holders to be properly tightened. If cracked or broken glasses cannot be
replaced immediately, that electric circuit should be isolated until replacements are
obtained.
- No modifications are allowed to any electrical fittings provided inside
No unauthorised modifications or additions should be made to any electrical
equipment (including lighting fittings) inside a battery compartment. A short circuit
may produce an arc or sparks that can cause an explosion due to hydrogen gas present.
- Do not use any ‘Portable Electric tools or Equipments’ inside Battery room
Any Portable electric lamps, tools, and other portable power tools that may give rise to
sparks, should not be used inside battery compartments.
- Do not use Battery room to store any sundry items
The battery compartment should not be used as a store for any materials or gear not
associated with battery maintenance.
- Do periodic check of Insulation and tightness of cable connections
Insulation of cables in battery compartments should always be maintained in good
condition. All battery connections should be kept clean and tight to avoid sparking and
Ver: 1 – Jan 2017 82
overheating. Temporary clip-on connections should never be used because they may
work loose due to vibration and can cause a spark or short circuit.
- Do not allow any loose metallic items to come in touch with Battery leads
No Metallic tools, such as wrenches or spanners, should be placed on top of batteries
because they may cause sparks or short circuits. The use of insulated tools is always
recommended. Any Jewellery, watches and rings, etc. should be removed before
working on batteries. A short circuit through any of these items can heat them rapidly
and cause a severe skin burn. If rings cannot be removed, they should be heavily taped
in insulating material.
- Do not try to connect or disconnect batteries while the chargers are still ‘on’.
The battery chargers and all circuits fed by the battery should be switched off when
leads are being connected or disconnected. Ensure that the battery cell ‘vent plugs’ are
screwed tight while connections are being made or broken. The ventilation tubes of
battery boxes should be examined regularly to ensure that they are free from
obstruction.
- Do not store Alkaline and Lead-Acid batteries inside the same compartments
Alkaline and lead-acid batteries should always be kept in separate compartments or at
least separated by screens. Any contamination of the electrolyte may cause
deterioration of battery performance and mixing of the two electrolytes produces a
vigorous chemical reaction, which can be dangerous.
- Always transport Batteries in upright position to prevent spillage of electrolyte
Batteries should always be transported in the upright position to avoid spillage of
electrolyte and burn injuries to personnel. When the electrolyte is being prepared and
filled, the concentrated sulphuric acid should be added slowly to the water. If water is
added to the acid, the heat generated may cause an explosion of steam, splattering
acid over the person handling it.
- Always use proper PPE while working in Battery room.
Safety goggles, Face shield, Rubber gloves and a protective apron should always be
worn while doing the battery maintenance. An eyewash bottle should be kept ready for
immediate use in case of any spillage to eyes.
- The corrosion products that form round the terminals of batteries are injurious to skin
or eyes. They should be removed by brushing, away from the body. Terminals should
be protected with petroleum jelly.
- In the case of an accident involving ‘Alkaline Batteries’, the affected parts should be
washed with plenty of clean fresh water. Burns should be treated with boracic powder
or a saturated solution of boracic powder. This solution should always be readily
accessible when electrolyte is handled.
- The metallic cases of alkaline batteries always remain live and care should be taken not
to touch them or allow metallic tools to come into contact.
Ver: 1 – Jan 2017 83
13. BOARDING ARRANGEMENTS
[Ref: COSWP Chpt:22]
Describe the precautions needed while rigging Pilot ladder & Gangway
Precautions while rigging Pilot Ladder:
While rigging pilot ladders, the following points shall be among which is taken into
account:
1. Pilot ladders should be rigged in such a manner that all steps remain horizontal and
the lower end of ladder will be at a height** above the water level which will allow
for easy access to and from the Pilot boat
(**This is to be checked and confirmed with the Pilot boat before rigging the ladder)
2. A lifebuoy attached with a self-igniting light shall be kept ready at the point of access
to the ship. In addition to this, a buoyant safety line attached to a quoit and a
separate heaving line shall also be kept ready for use.
3. At night, the pilot ladder, over-side areas and the ship’s deck near the embarkation
point should be lit by a forward facing light.
4. Pilot ladder shall be rigged such a way that it is clear of all discharges from the ship.
5. Where it is practicable, Pilot ladder shall be rigged within the mid-ship half-section of
the ship so that all steps can rest firmly against the ship’s side. In no circumstances
shall the ladder be rigged in a position which can lead to the pilot boat running the
risk of passing underneath overhanging parts of the ship’s hull structure.
6. The person climbing a Pilot ladder should be able to board the ship after climbing no
more than 9 metres. (Where freeboard of the vessel exceeds 9 metres, a combination
ladder shall be used)
7. Whenever a combination ladder is being used (i.e.’ where an accommodation ladder
is used in conjunction with a pilot ladder), the pilot ladder should extend at least 2
metres above the bottom platform of the accommodation ladder.
8. No pilot ladder shall have more than two nos. replacement steps. Where a
replacement step is secured by means of grooves made in the sides of the step, such
grooves should be made in the longer sides of the step.
9. Where man-ropes are required to be rigged, two man-ropes of size not less than 28
mm in diameter, shall be provided. These man-ropes shall be properly secured to a
strong point on board the ship.
10.Where the access to the ship on top of the ladder is through a gateway in the rails or
bulkhead, adequate handholds shall be provided for the ease of boarding. The
shipside doors fitted for this purpose shall not open outwards.
11.Where the access to the ship is by a bulwark ladder, the ladder should be securely
attached to the bulwark rail or landing platform. Two handhold stanchions should be
provided, between 700 mm and 800 mm apart, each of which should be rigidly
secured to the ship’s structure at or near its base and at another higher point. The
stanchions should be at least 40 mm in diameter and extend no less than 1.20 metres
above the top of the bulwarks.
Ver: 1 – Jan 2017 84
12.If a side opening trap door is fitted to allow access to the pilot ladder, the bottom
platform should not be less than 750 mm square, and the after part of the platform
should be fenced. In this case too, the pilot ladder should extend above the lower
platform up to the height of the handrail.
Precautions while rigging the Gangway:
1. A Gangway provides the ‘means of access’ to the ship and should be inspected
thoroughly to ensure that it is safe for use after rigging. There should be further
periodic checks done to ensure that adjustments as necessary are made taking into
account changing trim and freeboard due to tidal changes and/ or cargo/ ballast
operations.
2. All Guard ropes, chains, etc. should be kept taut at all times and stanchions should be
rigidly secured to the base.
3. Sometimes gangway is provided from the shore side but it will still be the
responsibility of the master to ensure that the all the safety requirements are met.
4. During night, it should be ensured that gangway and immediate approaches to it is
adequately lit.
5. All means of boarding to the ship and its immediate approaches should be kept free
from any obstruction and be kept clear of substances which can cause a person to slip
or fall. If any danger of slipping is present, appropriate warning notices shall be
posted and remedial measures taken at the earliest.
6. A lifebuoy with a self-activating light and a separate buoyant safety line attached to a
quoit or similar device must be provided ready for use at the point of access to the
ship.
7. A safety net covering the whole length of the gangway shall be rigged to minimise the
risk of personnel falling between the ship and the quay (or between two vessels
during a ship to ship operation).
8. The angles of inclination of a gangway or accommodation ladder should be kept
within the limits for which it was designed. It shall not be used at an angle of more
than 30° from the horizontal, unless designed and constructed for use at greater
angles.
9. Where the inboard end of the gangway rests on or is flush with the top of the
bulwark, a bulwark ladder shall be provided. Any gap between the bulwark ladder
and the gangway should be adequately fenced to a height of at least 1 metre.
10.Gangways and other access equipment shall not be rigged on ships’ rails unless the
rail has been specifically reinforced for that purpose.
11.The means of access should be sited clear of the cargo working area and be so placed
such that no suspended load passes over it. Where this is not practicable, access area
shall be supervised at all times.
12. When an accommodation ladder is being rigged, this shall be done with the ladder in
the horizontal position so that personnel working on it can rig and use a safety line
attached to the deck.
13.Each accommodation ladder or gangway should be clearly marked at each end with a
Ver: 1 – Jan 2017 85
plate showing the manufacturer’s name, the model number, the maximum designed
angle of use and the maximum safe loading, both by numbers of persons and by total
weight.
FEW ADDITIONAL REQUIREMENTS FOR ACCOMMODATION LADDERS
An accommodation ladder will be so designed that:
It rests firmly against the side of the ship wherever is practicable;
The angle of slope after rigging will not be more than 55°. Treads and steps shall be
such which provide a safe foothold at any angle at which the ladder is used;
It is provided with suitable fencing (preferably rigid handrails) along its entire length,
except that the fencing at the bottom platform may be such that which allow access
from the outboard side;
At the maximum inclination allowed, the lowest platform of the ladder will not be
more than 600 mm above the waterline in the lightest seagoing conditions;
The bottom platform can always be made horizontal, and any intermediate platforms
self-levelling;
It provides direct access between the head of the ladder and the ship’s deck by a
platform securely guarded with guardrails and adequate handholds;
It can easily be inspected and maintained; and
It is rigged as close to the working area but clear of any cargo operations as far as
possible.
14. HOT WORK
[Ref: COSWP Chpt.24]
Describe the safety precautions that needs to be taken during cutting and
welding operations
General Precautions:
Any ‘Gas cutting/ welding’ and/or ‘Electric Arc welding’ operations are ‘hot work’
which will require a ‘Permit-to-work’.
Any operator who undertake the above jobs should be trained in the process,
familiar with the equipment to be used and the precautions needed.
Any portable lights, if used during the operation, shall not be hand-held and be
secured in position.
Good ventilation shall be ensured whenever any gas cutting/ welding jobs are being
done in any enclosed spaces. Harmful gases may be emitted during welding operation
and Oxygen in the atmosphere can be depleted during gas cutting operation.
All personnel engaged in gas cutting/ welding jobs shall wear appropriate PPE which
will protect them from particles of hot metal and protect their eyes and skin from UV
rays and heat radiation.
Before welding, flame cutting or any other hot work, a check should be made that
there are no combustible materials lying around the area (including the areas behind
a bulkhead nearby) which might be ignited by heat or any sparks from the work. No
Ver: 1 – Jan 2017 86
hot work should be undertaken on surfaces which are covered with grease, oil or
other combustible materials.
Any area which may contain inflammable substances including cargo tanks,
pipelines, pumproom, etc. should be certified as free of flammable gases before any
cutting or welding work can be held there.
A person doing any hot work like cutting or welding shall always be supervised and
kept under the regular supervision of another person nearby. This person shall stand-
by with a suitable fire extinguisher and shall keep a watch on areas not visible to the
person doing the hot work.
In view of risk of any delayed fires occuring, frequent checks shall continue at the
location of hot work for at least two hours after the completion of work.
Precautions to be taken during electric arc welding:
In addition to the protective clothing specified earlier, the welding operator should
wear a non-conducting safety footwear. His clothing should be kept as dry as
possible as a protection against electric shock; it is particularly important that gloves
worn should be dry because wet leather is a good conductor of Electricity.
An assistant should be in continuous attendance during welding operations and they
should be alert to the risk of accidental shock to the welder and ready to cut off
power instantly, raise the alarm and provide artificial respiration without delay. It
may be desirable to have a second assistant if the work is to be carried out in
especially difficult conditions.
Where persons other than the operator are likely to be exposed to harmful
radiation or sparks from electric arc welding, they should be protected by screens or
other effective means.
In restricted spaces, where the operator may be in close contact with the ship’s
structure or is likely to make contact in the course of ordinary movements,
additional protection should be provided by dry insulating mats or boards.
There are increased risks of electric shock to the operator if welding is done in hot
or humid conditions; body sweat and damp clothing greatly reduce body resistance.
Under such conditions, the operation should be deferred until such time that an
adequate level of safety can be achieved.
In no circumstances should a welder work while standing in water or with any part
of their body immersed.
The electrode holder should be isolated from the current supply before removing a
used electrode and a new electrode is inserted. This precaution is necessary since
some electrode coatings have extremely low resistance. Even a normally insulating
flux, can become potentially dangerous due to the dampness of sweating hands.
When the welding operation is completed or temporarily suspended, the electrode
shall be removed from the holder.
Hot electrode ends should be ejected into a suitable container; they should not be
handled with bare hands.
Ver: 1 – Jan 2017 87
Spare electrodes should be kept dry inside their container until required for use.
Precautions to be taken during Gas cutting and Gas welding:
The pressure of oxygen used for welding should always be high enough to prevent
Acetylene from flowing back into the oxygen line.
Acetylene should not be used for welding at a pressure exceeding 1 bar because it is
liable to explode when under excessive pressure, even in the absence of air.
Non-return valves should be fitted adjacent to the torch in the oxygen and acetylene
supply lines.
Flame arrestors shall be provided in the oxygen and acetylene supply lines and is
usually be fitted at the low-pressure side of the regulators (sometime they are
duplicated at the torch end too)
Should a backfire occur (i.e. the flame returns into the blowpipe and continues
burning in the neck or mixing chamber), the recommended first action is to close
the oxygen valve on the blowpipe – to prevent internal burning – followed by
shutting off the fuel gas valve at the blowpipe. When the cause of the backfire has
been discovered, the fault should be rectified, blowpipe allowed to cooled down,
before it is re-lit again.
If there is a flashback into the hose and equipment, or a hose fire or explosion, or a
fire at the regulator connections or gas supply outlet points, the first action should
again be to isolate the oxygen, followed by cutting off the fuel gas supplies by
closing the cylinder valves – but only if this can be done safely.
A regular watch should be kept on acetylene cylinders to ensure that they are not
becoming hot. If they are, this could be a sign of acetylene decomposition and there
is an increased risk of explosion. The cylinder stop valve should then be closed
immediately, which may limit or reduce the decomposition but is unlikely to stop it.
Emergency action, such as evacuating the area and prolonged cooling by immersion
or with copious amounts of water, may still be required. Consideration should be
given to jettisoning that cylinder overboard if feasible (any movement of the
affected cylinder can promote rapid decomposition, and cooling should be
continued while it is being moved out for jettisoning). Any acetylene cylinder
suspected of overheating should be approached with extreme caution because an
impact could set off an internal ignition, which might cause an explosion.
Only acetylene cylinders of approximately equal pressures should be coupled.
In any fixed installations, manifolds should be clearly marked with the gas they
contain.
Manifold hose connections, including inlet and outlet connections, should be such
that the hose cannot be interchanged between fuel gases and oxygen manifolds and
headers.
Only those hoses specially designed for welding and cutting operations should be
used to connect any oxy-acetylene blowpipe to gas outlets.
Any length of hose in which a flashback has occurred should be discarded.
Ver: 1 – Jan 2017 88
Hoses should be arranged so that they are not likely to become kinked, tangled,
tripped over, cut or otherwise damaged by moving objects or falling metal slag,
sparks, etc. A sudden jerk or pull on a hose is liable to pull the blowpipe out of the
operator’s hands, or cause a cylinder to fall or a hose connection to fail. Hoses in
passageways should be covered to avoid them becoming a tripping hazard.
Soapy water can be used for testing leaks in hoses. If there are leaks that cannot
easily be stopped, the gas supply should be isolated and the leaking components
taken out of service, replaced or repaired. If the leak is at a cylinder valve or
pressure regulator (‘bull-nose’) connection, the cylinder should be removed to a
safe place in the open air. If it is a fuel-gas cylinder, it should be taken well clear of
any source of ignition.
Excessive force should never be used on cylinder valve spindles or hexagon nuts of
regulator connections in an attempt to stop a leak. Sealing tape and other jointing
materials are not recommended for use in an attempt to prevent leaks between
metal–metal surfaces that are designed to be gas tight. With an oxygen cylinder, this
could result in initiation of a metal–oxygen fire.
Blowpipes should be lit with a special friction igniter, stationary pilot flame or other
safe means.
Should a blowpipe-tip opening become clogged, it should be cleaned only with the
tools especially designed for that purpose.
When a blowpipe is to be changed, the gases should be shut off at the pressure
reducing regulators.
To prevent a build-up of dangerous concentrations of gas or fumes during a
temporary stoppage or after completion of the work, supply valves on gas cylinders
and gas mains should be securely closed and blowpipes, hoses and moveable pipes
should be removed to lockers that open onto the open deck.
Oxygen should never be used to ventilate, cool, cleaning or blowing the dust off the
clothing.
15. PAINTING
[Ref: COSWP Chpt.25]
Describe the safety precautions that needs to be taken while operating a
Paint Spraying Equipment
- Since there are many different types of paint-spraying equipment in use, seafarers
should always read and comply with the instructions as given in the manufacturer’s
equipment manual before attempting to use it.
- Airless spray-painting equipment is particularly hazardous since the operating
pressure is very high and paint spray ejected can penetrate the skin or cause
serious eye injuries.
- Suitable protective clothing such as a combination suit, gloves, cloth-hood, eye
protection etc. shall always be worn during spraying.
Ver: 1 – Jan 2017 89
- Any Paints containing lead, mercury or similarly toxic compounds shall not be used.
- A suitable respirator shall be worn according to the nature of the paint being
sprayed. In exceptional circumstances, it may even be necessary to use specialist
breathing apparatus.
Note: The airless spray method uses a pump to deliver high-pressure fluid through a
small, spray-tip orifice. This high-pressure (about 300 lb/in 2) system is potentially
hazardous. Amputations and even deaths have resulted from the careless use of this
equipment, particularly when the spray tips are being removed for cleaning. Before a
spray tip is removed or adjusted and when the spray operations are shut down for an
extended period, it is mandatory that the pumps are shut OFF, and that the gun
trigger is depressed to bleed the line pressure.
16. ANCHORING, MOORING AND TOWING OPERATIONS
[Ref: COSWP Chpt.26]
Describe the safety precautions that needs to be taken while attending to
the Anchoring station
1. Before using an anchor,
Check that the brake is securely on and anchor lashings have been removed.
The person in-charge of the anchoring party should have a suitable means of
communication with the vessel’s bridge, which should be tested for proper
functioning.
All members of anchoring party should wear proper PPE, including safety
helmet, safety shoes, gloves and safety goggles (to protect from injury by rust
particles and debris that may be thrown off the cable while letting-go)
During anchoring, all members should only stand aft of the windlass/capstan.
2. During communication between bridge and anchoring party, the identification of
the vessel should always be mentioned during conversation to prevent any
confusion caused by another vessel using the same frequency on their radio.
3. Before the anchor is let go, a check must be made outside to ensure that there are no
small craft or other obstacles under the bow.
4. When anchoring at lesser depths, the anchor is ‘walked out’ clear of the hawse pipe
(A’ cockbill position) before letting go.
5. For larger ships with heavy anchors and cables, (and any vessel when in deeper
anchorages) the anchor shall be walked out all the way down (up to 5 mtrs. From sea-
bed) to avoid any excessive strain on the brakes.
6. When even after letting go from the stowed position and brake is released, the
anchor does not run, no attempt shall be made to shake the cable. In such cases, the
brake should be reapplied, the windlass engaged in gear and the anchor walked out
to clear the chain prior to release.
Ver: 1 – Jan 2017 90
17. Describe the Safe Bunkering Practices
1. Before the start of Bunkering
- The Engineer who is in-charge of receiving bunkers should be fully conversant with oil
transfer and pumping arrangements provided on the ship
- Before starting the Bunkering operation, the quantity of remaining oil in tanks shall be
ascertained by accurate soundings along with trim and heel correction
- The ‘high level’ Alarm settings on bunker tanks shall be tested and confirmed okay,
prior bunkering. Alarms should never be bypassed or turned off. No bunker tanks shall
be planned to be filled up more than 90 % of its full capacity.
- Before start of bunkering, all bunker tank sounding/ air pipe save-all trays shall be
cleaned dry and plugged.
- In case of fuel oil transfer at night, proper lights shall be arranged to illuminate the
manifold areas, pipelines and air-vents.
- All pressure gauges fitted on fuel lines shall be checked and confirmed to be operative.
- All scuppers and deck openings on main deck (and any other decks where bunker
sounding and air pipes are located) shall are closed and plugged.
- Before start of Bunkering, check shall be made around vessel for any oily sheen or
patch. If any sheen or patch is found, it must be immediately informed to the port
authorities and log entry made.
2. During Bunkering
- Check and confirm that all tanks where the bunkers are to be taken have their air
pipe/vent open to prevent any over-pressurization.
- Once hose is connected and all documentation completed, the supplier may be asked
to start pumping (at a slow rate initially) and the time of start recorded.
- Pumping rate shall be increased only after checking and ensuring that no leakage is
present at the bunker flanges (including opposite non-used side), at filters, at pressure
gauge connections and anywhere else along the pipelines.
- Commence drip sampling at the manifold for collecting the fuel samples (for checking
the fuel quality of bunkers which is a regulatory requirement).
- Due care shall be taken to avoid any over-pressurizing of the hose connection by not
closing many valves against the shore pressure.
- As the topping up stage approaches, the flow rate is again regulated so that tanks can
be secured, one at a time.
3. After the completion of Bunkering
- Check and confirm that barge/shore have stopped pumping.
- Before the lines are blown through by compressed air, ensure that sufficient space
remains in the tank into which the line oil is being drained.
- The vessel's manifold valve must be kept fully open until the blowing process is
completed.
- It is a good practice to close all sounding pipe caps before lines are blown through to
Ver: 1 – Jan 2017 91
prevent any risk of causing a spillage unless the tank is only part full and has sufficient
ullage on completion of loading.
- Confirm quantity received in ship’s tanks through final soundings along with trim, list
and temperature corrections as applicable.
- Ensure that an empty oil tray is placed under the manifold before the bunkering hose
is disconnected
- After the hose is disconnected, ensure that blanks with proper gaskets are fitted (with
all bolts in position and tightened) on the bunker hose being lowered away as well as
the ship’s pipe line flanges.
- Proper entries shall be made in the Oil Record Book with details like Time, date,
quantity and type of fuel bunkered.
Ver: 1 – Jan 2017 92
You might also like
- 2M Cargo Notes by AnupamDocument87 pages2M Cargo Notes by AnupamAmaan MoyalNo ratings yet
- Reinforced Concrete Design - Review Exam 1 - 2014Document7 pagesReinforced Concrete Design - Review Exam 1 - 2014Jenesis de GuzmanNo ratings yet
- Polymer Grade ComparisonDocument6 pagesPolymer Grade ComparisonAnkit BulsaraNo ratings yet
- Vaibhav Garg Fun 3Document325 pagesVaibhav Garg Fun 3Dhairya SoniNo ratings yet
- 2.ship ConstDocument74 pages2.ship ConstArjun AchuNo ratings yet
- 2-Trim Stability Booklet PDFDocument16 pages2-Trim Stability Booklet PDFsanthiniNo ratings yet
- NA-II Approved Notes.Document147 pagesNA-II Approved Notes.vishalNo ratings yet
- DTS - Ship Const & StabDocument12 pagesDTS - Ship Const & StabYASHKAR VERMA100% (3)
- Handout of SHIP CONSTRUCTION (NASC) GMEDocument52 pagesHandout of SHIP CONSTRUCTION (NASC) GMEInderjeet KumarNo ratings yet
- Damage Stability: Principles of Naval Architecture The Management of Merchant Ship Stability, Trim & StrengthDocument28 pagesDamage Stability: Principles of Naval Architecture The Management of Merchant Ship Stability, Trim & StrengthAnwarul Shafiq AwalludinNo ratings yet
- Tonnage MeasurementDocument5 pagesTonnage Measurementbhaswath2000No ratings yet
- Stability Theory IIIDocument32 pagesStability Theory IIISergio RuedaNo ratings yet
- 2m Ship Construction, Ship Safety & Environment Protection Notes by AnupamDocument87 pages2m Ship Construction, Ship Safety & Environment Protection Notes by AnupamSimar jeet SinghNo ratings yet
- Short Notes For Masters Oral Exam-2017Document421 pagesShort Notes For Masters Oral Exam-2017d.zamri02No ratings yet
- GZ Curves For Different Conditions, List LollDocument23 pagesGZ Curves For Different Conditions, List LollAbhishek PawarNo ratings yet
- Load Line: Ship DesignDocument89 pagesLoad Line: Ship DesignMuhammed Talha ÖzdenoğluNo ratings yet
- C - 3.1 Timber CargoDocument9 pagesC - 3.1 Timber CargoНикита НовикNo ratings yet
- 2-Trim Stability BookletDocument16 pages2-Trim Stability BookletAung Htet Kyaw100% (1)
- IMO Grain Code Stability RequirementsDocument2 pagesIMO Grain Code Stability RequirementsRakesh EdekkadNo ratings yet
- Danish Multiple Load Line RulesDocument4 pagesDanish Multiple Load Line Ruleshemon9100% (1)
- BilgingDocument104 pagesBilginggeminiansailor100% (2)
- Bridge Equipment - Previous Year Q&ADocument154 pagesBridge Equipment - Previous Year Q&AGurkanwar SinghNo ratings yet
- Illc 66Document35 pagesIllc 66faizan100% (1)
- 6 Bulkhead Connection To Lower and Upper StoolDocument9 pages6 Bulkhead Connection To Lower and Upper StoolHakan özNo ratings yet
- IndsarDocument2 pagesIndsarSantosh DwivediNo ratings yet
- Rule 17 - Action by Stand-On VesselDocument74 pagesRule 17 - Action by Stand-On VesselMitch SpeederNo ratings yet
- 1664188097591496Document5 pages1664188097591496Zar Ni Aung GyiNo ratings yet
- Oow Couse Information (Ljmu)Document23 pagesOow Couse Information (Ljmu)Rupesh KumarNo ratings yet
- Module 24 Damage StabilityDocument9 pagesModule 24 Damage StabilitySippu SifathullahNo ratings yet
- 2nd Matet QN Pprs Till Jan 20 PG 57Document194 pages2nd Matet QN Pprs Till Jan 20 PG 57Devanshu SharmaNo ratings yet
- Assign No 3 GZ CurveDocument3 pagesAssign No 3 GZ CurveShikhar SwaroopNo ratings yet
- AMSA Fact Sheet SummaryDocument2 pagesAMSA Fact Sheet SummaryPeter ivNo ratings yet
- How To Know If The Ship Is DraggingDocument12 pagesHow To Know If The Ship Is DraggingVincent VenturaNo ratings yet
- Parametric RollDocument3 pagesParametric RollDnv BaileyNo ratings yet
- Stability Problems 5Document31 pagesStability Problems 5Staicu-Anghel ElenaNo ratings yet
- Grain CargoDocument12 pagesGrain CargoBryan almieda100% (1)
- Stability Booklet - Simpsion - IDocument30 pagesStability Booklet - Simpsion - IKiran KumarNo ratings yet
- HNC Nautical Science OOW Course Information Sheet 19.20 V2 09.09.19Document8 pagesHNC Nautical Science OOW Course Information Sheet 19.20 V2 09.09.19Lovepreet Shah100% (1)
- Muster List, OSC Duties & IAMSAR & Duties of A LookoutDocument20 pagesMuster List, OSC Duties & IAMSAR & Duties of A LookoutYouTube paradiseNo ratings yet
- Rule 35 - Sound Signals inDocument31 pagesRule 35 - Sound Signals inMitch Speeder100% (1)
- Stability II - Dinu - Phase 2Document167 pagesStability II - Dinu - Phase 2captainnemati100% (1)
- Introduction To TSSDocument11 pagesIntroduction To TSSnoczviviNo ratings yet
- Imo GBSDocument18 pagesImo GBSSUNILNo ratings yet
- Bridge8 - Steering GearDocument2 pagesBridge8 - Steering GearDrago Dragic100% (1)
- Chain RegisterDocument9 pagesChain RegisterReetam BoseNo ratings yet
- Stability Theory With Ques and AnsDocument25 pagesStability Theory With Ques and AnsAnkit BatraNo ratings yet
- Cargo Separation & segregation-INSPECTION AND PREPARATION OF HOLDSDocument21 pagesCargo Separation & segregation-INSPECTION AND PREPARATION OF HOLDSmoaid013No ratings yet
- GRAINCALCNCBDocument8 pagesGRAINCALCNCBwaleedyehia100% (1)
- Damage Stability - TankersDocument5 pagesDamage Stability - TankersPushkar LambaNo ratings yet
- D1MC Semester 1 / Ship Stability / April 2006/capt - MARDocument37 pagesD1MC Semester 1 / Ship Stability / April 2006/capt - MARMohd Azril NaharudinNo ratings yet
- Week 2 - Securing Cargoes & Deck CargoDocument56 pagesWeek 2 - Securing Cargoes & Deck CargoShaira Mae Paguntalan100% (1)
- Free Surface EffectDocument8 pagesFree Surface EffectRachitNo ratings yet
- Circumpolar Bodies and Miscellaneous ProblemDocument6 pagesCircumpolar Bodies and Miscellaneous Problemsusheel dangurNo ratings yet
- Ship Stability OOW Load LineDocument34 pagesShip Stability OOW Load LineAmin Al Qawasmeh100% (1)
- OOW Reading ListDocument1 pageOOW Reading ListLovepreet Shah100% (1)
- Module 1 - Dynamical StabilityDocument22 pagesModule 1 - Dynamical StabilityAjay W Dhiman100% (1)
- Ship Stability: Damaged Stability of ShipsDocument11 pagesShip Stability: Damaged Stability of ShipsgeorgesagunaNo ratings yet
- 1570017278ASM Numericals Sep 16 - Jan 18Document262 pages1570017278ASM Numericals Sep 16 - Jan 18Errol RodriguesNo ratings yet
- BilgingDocument10 pagesBilgingImanNo ratings yet
- B SC (Nautical)Document161 pagesB SC (Nautical)Ajay SinghNo ratings yet
- Turk Loydu Port State Control ChecklistDocument15 pagesTurk Loydu Port State Control ChecklistOguz GundogduNo ratings yet
- 00 NPDES Record Book Filling Instructions and IndexDocument3 pages00 NPDES Record Book Filling Instructions and IndexNeeraj SNo ratings yet
- INTERCODocument63 pagesINTERCONeeraj SNo ratings yet
- Finance For HR: Pitabas MohantyDocument29 pagesFinance For HR: Pitabas MohantyNeeraj SNo ratings yet
- New Annex V Discharge RequirementsDocument1 pageNew Annex V Discharge RequirementsNeeraj SNo ratings yet
- Imbsc CodeDocument8 pagesImbsc CodeNeeraj SNo ratings yet
- MSDS SUN Combi. S-321Document5 pagesMSDS SUN Combi. S-321kunalNo ratings yet
- Ficha Tecnica RadarDocument2 pagesFicha Tecnica Radarmaaleja1407100% (1)
- Risk and Safety Phrases.Document8 pagesRisk and Safety Phrases.François GuilavoguiNo ratings yet
- Tooth Colour Restorative Materials in Ped DentDocument27 pagesTooth Colour Restorative Materials in Ped DentNilay ShahNo ratings yet
- Ecotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonDocument6 pagesEcotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonLintang Noor FitriaNo ratings yet
- Thermal Ceramics Superwool Coshh SheetDocument6 pagesThermal Ceramics Superwool Coshh Sheetstuart3962No ratings yet
- Porvair Sinterflo Brochure - UKDocument8 pagesPorvair Sinterflo Brochure - UKAndrew HillNo ratings yet
- Unit 4 Revision Powerpoint.154259368Document56 pagesUnit 4 Revision Powerpoint.1542593689672No ratings yet
- Hydrogen BondingDocument3 pagesHydrogen Bondingdjjagu908No ratings yet
- What's The Difference Between Reverse Osmosis (RO) vs. Nano-Filtration - Free PurityDocument5 pagesWhat's The Difference Between Reverse Osmosis (RO) vs. Nano-Filtration - Free PurityJimmy Hend KhratNo ratings yet
- Filtration and Separation in RefineriesDocument30 pagesFiltration and Separation in RefineriesprogerNo ratings yet
- UNIT-3: Cleaning Equipment (Manual and Mechanical)Document85 pagesUNIT-3: Cleaning Equipment (Manual and Mechanical)Lalit BhotkaNo ratings yet
- Performance of Concrete by Using Palm Oil Fuel Ash (POFA) As A Cement Replacement MaterialDocument6 pagesPerformance of Concrete by Using Palm Oil Fuel Ash (POFA) As A Cement Replacement MaterialShaik ChandiniiNo ratings yet
- 23 Protein AdhesivesDocument26 pages23 Protein AdhesivesProjjal GhoshNo ratings yet
- ChECal SolutionsDocument39 pagesChECal SolutionsMARGARET FLORESNo ratings yet
- June 2015 (IAL) QP - Unit 1 Edexcel Chemistry A-LevelDocument21 pagesJune 2015 (IAL) QP - Unit 1 Edexcel Chemistry A-LevelNabindra RuwaliNo ratings yet
- Physics Past PaperDocument22 pagesPhysics Past PaperkenisyaNo ratings yet
- Astm SpecsDocument0 pagesAstm SpecsNestor PerezNo ratings yet
- 16MnCr5 IMDocument3 pages16MnCr5 IMeraman_meNo ratings yet
- Structural Mechanics Module Users GuideDocument888 pagesStructural Mechanics Module Users GuideVincent ChungNo ratings yet
- ATOMECH - Yohans PresentationDocument13 pagesATOMECH - Yohans PresentationYohans SunarnoNo ratings yet
- Textbook Organic Chemistry John Mcmurry Ebook All Chapter PDFDocument53 pagesTextbook Organic Chemistry John Mcmurry Ebook All Chapter PDFrachel.watson265100% (10)
- MHD Convection Flow of Kuvshinski Fluid Past An Infinite Vertical Porous Plate With Radiation and Chemical Reaction EffectsDocument11 pagesMHD Convection Flow of Kuvshinski Fluid Past An Infinite Vertical Porous Plate With Radiation and Chemical Reaction EffectsEditor IJRITCCNo ratings yet
- Chemistry The Molecular Nature of Matter and Change 8th Edition Silberberg Test BankDocument16 pagesChemistry The Molecular Nature of Matter and Change 8th Edition Silberberg Test Bankselinajacob7nhlfu100% (34)
- A New Lead Alloy For Automotive Batteries Operating Under High TemperatureDocument7 pagesA New Lead Alloy For Automotive Batteries Operating Under High Temperatureehsan453No ratings yet
- Nano Reference Values in The NetherlandsDocument15 pagesNano Reference Values in The Netherlandsel_tano33No ratings yet
- Notice: Environmental Statements Availability, Etc.: New Chemicals, Receipt and Status InformationDocument4 pagesNotice: Environmental Statements Availability, Etc.: New Chemicals, Receipt and Status InformationJustia.comNo ratings yet
- CD4070B, CD4077B: Features Ordering InformationDocument32 pagesCD4070B, CD4077B: Features Ordering InformationCristian PlaquinNo ratings yet