
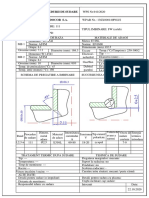
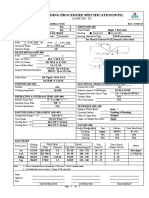
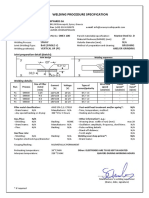
WPS 141-121 P460QH To Same
WPS 141-121 P460QH To Same
You might also like
- Asme PCC-1Document2 pagesAsme PCC-1akisdassas100% (2)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Structure of Materials - An Introduction To Crystallography, Diffraction and Symmetry - Pages 456 To 680Document231 pagesStructure of Materials - An Introduction To Crystallography, Diffraction and Symmetry - Pages 456 To 680jsudbangNo ratings yet
- WRC 297Document9 pagesWRC 297akisdassas100% (1)
- WPS MCC 001 PDFDocument1 pageWPS MCC 001 PDFNuwan RanaweeraNo ratings yet
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Ad2000 b5 Fixed Tubesheet-3Document3 pagesAd2000 b5 Fixed Tubesheet-3akisdassas100% (1)
- Hazard Check List P.E.D - Asme b31.3Document8 pagesHazard Check List P.E.D - Asme b31.3akisdassasNo ratings yet
- WPS 141-111 P460QH To SameDocument1 pageWPS 141-111 P460QH To SameakisdassasNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- WQT SmawDocument1 pageWQT Smawoperation btutNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- WPS Racord Intepat 2335Document1 pageWPS Racord Intepat 2335Andrei UrsacheNo ratings yet
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocument3 pagesWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLENo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- Sample WPS On WPS CipsDocument19 pagesSample WPS On WPS CipsagusNo ratings yet
- Audco India Limited Welding Procedure Specification: LAB-005R1Document3 pagesAudco India Limited Welding Procedure Specification: LAB-005R1sudeep_singh1No ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Swathi Industries: JOINT (QW 402)Document5 pagesSwathi Industries: JOINT (QW 402)Mustu AkolawalaNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Draft WPS Welder R0Document51 pagesDraft WPS Welder R0R Bernanda Argandhi SaputraNo ratings yet
- 03072016000000A 200 W-Brazing RodsDocument1 page03072016000000A 200 W-Brazing RodsbrayanNo ratings yet
- Welding Procedure Specification (WPS) : Asme Ix & Asme B31.3Document1 pageWelding Procedure Specification (WPS) : Asme Ix & Asme B31.3Elias JarjouraNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- WPS 2-A36 Rudder Shaft To FlangeDocument2 pagesWPS 2-A36 Rudder Shaft To FlangeNuwan RanaweeraNo ratings yet
- DraftDocument32 pagesDraftAnilkumarNo ratings yet
- Wps Format Tube Welding Cs With Tig V&s JalashawaDocument3 pagesWps Format Tube Welding Cs With Tig V&s JalashawaVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- P WPSDocument3 pagesP WPSAnilkumar G NairNo ratings yet
- WPS 1-SS 316 Rudder Stock With Letter HeadDocument2 pagesWPS 1-SS 316 Rudder Stock With Letter HeadNuwan RanaweeraNo ratings yet
- WPS 3-A36 Rudder Shaft To Rudder BladeDocument1 pageWPS 3-A36 Rudder Shaft To Rudder BladeNuwan RanaweeraNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Je C 008 WPSDocument4 pagesJe C 008 WPScameron toolseeNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- 03 WPS PQR For FCAWDocument3 pages03 WPS PQR For FCAWBrijesh Yadav100% (1)
- Swathi Industries: JOINT (QW 402)Document10 pagesSwathi Industries: JOINT (QW 402)Mustu AkolawalaNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- 2/2, 3/2 Manifold Mounting Compact Design High Flow Rate High Cycle Rate of Up To 1200 Cycles Per Minute Up To KV 14 (Orifice 8 MM)Document4 pages2/2, 3/2 Manifold Mounting Compact Design High Flow Rate High Cycle Rate of Up To 1200 Cycles Per Minute Up To KV 14 (Orifice 8 MM)Venkatesan ManikandanNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Onex-Wps-100 - Single V - 27-Smaw-Vertical UpDocument1 pageOnex-Wps-100 - Single V - 27-Smaw-Vertical Upteopan PanNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Electrical Characterization of Organic Electronic Materials and DevicesFrom EverandElectrical Characterization of Organic Electronic Materials and DevicesNo ratings yet
- Coil Thermal CalculationDocument4 pagesCoil Thermal CalculationakisdassasNo ratings yet
- Vessel Heat LossDocument2 pagesVessel Heat LossakisdassasNo ratings yet
- Ad2000 b5 Blind CoverDocument3 pagesAd2000 b5 Blind CoverakisdassasNo ratings yet
- Inspection & Test PlanDocument6 pagesInspection & Test PlanakisdassasNo ratings yet
- WRC 297Document9 pagesWRC 297akisdassasNo ratings yet
- Ad2000 B13Document2 pagesAd2000 B13akisdassasNo ratings yet
- Ped Hazard Check ListDocument2 pagesPed Hazard Check ListakisdassasNo ratings yet
- 3CX-T-PC Precision Control (Servo) 9812/0010: ServiceDocument2 pages3CX-T-PC Precision Control (Servo) 9812/0010: ServiceRomanNo ratings yet
- Pressure Distribution of TAM Grouting Under A Deep Excavation in Silty SoilDocument11 pagesPressure Distribution of TAM Grouting Under A Deep Excavation in Silty SoilVetriselvan ArumugamNo ratings yet
- 9 - 2 Wilden Air Pump Manual (Eng) P4Document28 pages9 - 2 Wilden Air Pump Manual (Eng) P4Chan Chi Wong PenNo ratings yet
- RM2048 2.0Kw 48V DC Modular Rectifier: SmartDocument2 pagesRM2048 2.0Kw 48V DC Modular Rectifier: SmartLelik GhhNo ratings yet
- FT Aeroterme Systemair PDFDocument20 pagesFT Aeroterme Systemair PDFCrisTimNo ratings yet
- Shuttle Less Weaving Special PickingDocument44 pagesShuttle Less Weaving Special PickingAbdul AzizNo ratings yet
- Chapter 2 FoundationsDocument32 pagesChapter 2 Foundationsmohammad rihelNo ratings yet
- Module 5: Heat EquationDocument4 pagesModule 5: Heat EquationShreyaSharmaNo ratings yet
- Section 6 Overweldable Shop Primers: A. General 1. 1.2Document3 pagesSection 6 Overweldable Shop Primers: A. General 1. 1.2Syifa Alfiah Andini PutriNo ratings yet
- Building Drift in ETABSDocument6 pagesBuilding Drift in ETABSAli ShanNo ratings yet
- Flowmeter GuideDocument6 pagesFlowmeter GuidevuongNo ratings yet
- Physics NLM: R. S. Stationers, in Association With Connix, Bikaner (Raj) - PH.: 0151-2240651Document2 pagesPhysics NLM: R. S. Stationers, in Association With Connix, Bikaner (Raj) - PH.: 0151-2240651Lakshya ChandakNo ratings yet
- Din Vde 0210 - 1985-Ocr PDFDocument103 pagesDin Vde 0210 - 1985-Ocr PDFFleancuCatalinNo ratings yet
- Brochure VM-550 VM-560 Biix IngenieriaDocument2 pagesBrochure VM-550 VM-560 Biix Ingenieriaurzuacarlos89No ratings yet
- ASA/PIX/FWSM: Handling ICMP Pings and TracerouteDocument10 pagesASA/PIX/FWSM: Handling ICMP Pings and Traceroutegabroo5abiNo ratings yet
- Butress DamDocument11 pagesButress DamTamara Christensen0% (1)
- FT Hdpe 8920 Dow PDFDocument3 pagesFT Hdpe 8920 Dow PDFEsteban GómezNo ratings yet
- Option Checklist No 1 Electric MotorsDocument2 pagesOption Checklist No 1 Electric MotorsMohammed Al-OdatNo ratings yet
- Practical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationDocument42 pagesPractical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationK.RamachandranNo ratings yet
- Intze Water Tank Based On K. RajuDocument69 pagesIntze Water Tank Based On K. Rajurushicivil1No ratings yet
- Bendix-King GPH Owners ManualDocument29 pagesBendix-King GPH Owners Manualjulio julioNo ratings yet
- Autoranging Digital Multimeter: Owner'S ManualDocument19 pagesAutoranging Digital Multimeter: Owner'S ManualtarakhovskyNo ratings yet
- 2019 RI Brochure With Case StudiesDocument56 pages2019 RI Brochure With Case StudiesJohan ConradieNo ratings yet
- Marathi Shodh Katha, Confession of Thag, by Dhynaneshwar DamaheDocument9 pagesMarathi Shodh Katha, Confession of Thag, by Dhynaneshwar Damaheapi-3777175No ratings yet
- 2-Critical Speed of ShaftDocument5 pages2-Critical Speed of ShaftRidani Faulika Amma100% (3)
- Expansion of Hydraulic Cement Mortar Bars Stored in Water: Standard Test Method ForDocument3 pagesExpansion of Hydraulic Cement Mortar Bars Stored in Water: Standard Test Method Formohammed ;arasnehNo ratings yet
- T02 06 Lucic - Tesovic - Vucinic - Bulatovic - Jankovic - Muhadinovic - Dopudja - Lukovic - Koprivica - Kastratovic - Gorasevic - Bozovic - GNP2020Document8 pagesT02 06 Lucic - Tesovic - Vucinic - Bulatovic - Jankovic - Muhadinovic - Dopudja - Lukovic - Koprivica - Kastratovic - Gorasevic - Bozovic - GNP2020Kenan KajosevicNo ratings yet
- Pa50SD Loading OS and Resources PDFDocument6 pagesPa50SD Loading OS and Resources PDFEjhax MunandarNo ratings yet
- Foundation EngineeringDocument12 pagesFoundation EngineeringSindhu Chowhan100% (1)

































































































Download as doc, pdf, or txt
You might also like
- Asme PCC-1Document2 pagesAsme PCC-1akisdassas100% (2)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Structure of Materials - An Introduction To Crystallography, Diffraction and Symmetry - Pages 456 To 680Document231 pagesStructure of Materials - An Introduction To Crystallography, Diffraction and Symmetry - Pages 456 To 680jsudbangNo ratings yet
- WRC 297Document9 pagesWRC 297akisdassas100% (1)
- WPS MCC 001 PDFDocument1 pageWPS MCC 001 PDFNuwan RanaweeraNo ratings yet
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Ad2000 b5 Fixed Tubesheet-3Document3 pagesAd2000 b5 Fixed Tubesheet-3akisdassas100% (1)
- Hazard Check List P.E.D - Asme b31.3Document8 pagesHazard Check List P.E.D - Asme b31.3akisdassasNo ratings yet
- WPS 141-111 P460QH To SameDocument1 pageWPS 141-111 P460QH To SameakisdassasNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- WQT SmawDocument1 pageWQT Smawoperation btutNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- WPS Racord Intepat 2335Document1 pageWPS Racord Intepat 2335Andrei UrsacheNo ratings yet
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocument3 pagesWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLENo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- Sample WPS On WPS CipsDocument19 pagesSample WPS On WPS CipsagusNo ratings yet
- Audco India Limited Welding Procedure Specification: LAB-005R1Document3 pagesAudco India Limited Welding Procedure Specification: LAB-005R1sudeep_singh1No ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Swathi Industries: JOINT (QW 402)Document5 pagesSwathi Industries: JOINT (QW 402)Mustu AkolawalaNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Draft WPS Welder R0Document51 pagesDraft WPS Welder R0R Bernanda Argandhi SaputraNo ratings yet
- 03072016000000A 200 W-Brazing RodsDocument1 page03072016000000A 200 W-Brazing RodsbrayanNo ratings yet
- Welding Procedure Specification (WPS) : Asme Ix & Asme B31.3Document1 pageWelding Procedure Specification (WPS) : Asme Ix & Asme B31.3Elias JarjouraNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- WPS 2-A36 Rudder Shaft To FlangeDocument2 pagesWPS 2-A36 Rudder Shaft To FlangeNuwan RanaweeraNo ratings yet
- DraftDocument32 pagesDraftAnilkumarNo ratings yet
- Wps Format Tube Welding Cs With Tig V&s JalashawaDocument3 pagesWps Format Tube Welding Cs With Tig V&s JalashawaVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- P WPSDocument3 pagesP WPSAnilkumar G NairNo ratings yet
- WPS 1-SS 316 Rudder Stock With Letter HeadDocument2 pagesWPS 1-SS 316 Rudder Stock With Letter HeadNuwan RanaweeraNo ratings yet
- WPS 3-A36 Rudder Shaft To Rudder BladeDocument1 pageWPS 3-A36 Rudder Shaft To Rudder BladeNuwan RanaweeraNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- Je C 008 WPSDocument4 pagesJe C 008 WPScameron toolseeNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- 03 WPS PQR For FCAWDocument3 pages03 WPS PQR For FCAWBrijesh Yadav100% (1)
- Swathi Industries: JOINT (QW 402)Document10 pagesSwathi Industries: JOINT (QW 402)Mustu AkolawalaNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- 2/2, 3/2 Manifold Mounting Compact Design High Flow Rate High Cycle Rate of Up To 1200 Cycles Per Minute Up To KV 14 (Orifice 8 MM)Document4 pages2/2, 3/2 Manifold Mounting Compact Design High Flow Rate High Cycle Rate of Up To 1200 Cycles Per Minute Up To KV 14 (Orifice 8 MM)Venkatesan ManikandanNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Onex-Wps-100 - Single V - 27-Smaw-Vertical UpDocument1 pageOnex-Wps-100 - Single V - 27-Smaw-Vertical Upteopan PanNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Electrical Characterization of Organic Electronic Materials and DevicesFrom EverandElectrical Characterization of Organic Electronic Materials and DevicesNo ratings yet
- Coil Thermal CalculationDocument4 pagesCoil Thermal CalculationakisdassasNo ratings yet
- Vessel Heat LossDocument2 pagesVessel Heat LossakisdassasNo ratings yet
- Ad2000 b5 Blind CoverDocument3 pagesAd2000 b5 Blind CoverakisdassasNo ratings yet
- Inspection & Test PlanDocument6 pagesInspection & Test PlanakisdassasNo ratings yet
- WRC 297Document9 pagesWRC 297akisdassasNo ratings yet
- Ad2000 B13Document2 pagesAd2000 B13akisdassasNo ratings yet
- Ped Hazard Check ListDocument2 pagesPed Hazard Check ListakisdassasNo ratings yet
- 3CX-T-PC Precision Control (Servo) 9812/0010: ServiceDocument2 pages3CX-T-PC Precision Control (Servo) 9812/0010: ServiceRomanNo ratings yet
- Pressure Distribution of TAM Grouting Under A Deep Excavation in Silty SoilDocument11 pagesPressure Distribution of TAM Grouting Under A Deep Excavation in Silty SoilVetriselvan ArumugamNo ratings yet
- 9 - 2 Wilden Air Pump Manual (Eng) P4Document28 pages9 - 2 Wilden Air Pump Manual (Eng) P4Chan Chi Wong PenNo ratings yet
- RM2048 2.0Kw 48V DC Modular Rectifier: SmartDocument2 pagesRM2048 2.0Kw 48V DC Modular Rectifier: SmartLelik GhhNo ratings yet
- FT Aeroterme Systemair PDFDocument20 pagesFT Aeroterme Systemair PDFCrisTimNo ratings yet
- Shuttle Less Weaving Special PickingDocument44 pagesShuttle Less Weaving Special PickingAbdul AzizNo ratings yet
- Chapter 2 FoundationsDocument32 pagesChapter 2 Foundationsmohammad rihelNo ratings yet
- Module 5: Heat EquationDocument4 pagesModule 5: Heat EquationShreyaSharmaNo ratings yet
- Section 6 Overweldable Shop Primers: A. General 1. 1.2Document3 pagesSection 6 Overweldable Shop Primers: A. General 1. 1.2Syifa Alfiah Andini PutriNo ratings yet
- Building Drift in ETABSDocument6 pagesBuilding Drift in ETABSAli ShanNo ratings yet
- Flowmeter GuideDocument6 pagesFlowmeter GuidevuongNo ratings yet
- Physics NLM: R. S. Stationers, in Association With Connix, Bikaner (Raj) - PH.: 0151-2240651Document2 pagesPhysics NLM: R. S. Stationers, in Association With Connix, Bikaner (Raj) - PH.: 0151-2240651Lakshya ChandakNo ratings yet
- Din Vde 0210 - 1985-Ocr PDFDocument103 pagesDin Vde 0210 - 1985-Ocr PDFFleancuCatalinNo ratings yet
- Brochure VM-550 VM-560 Biix IngenieriaDocument2 pagesBrochure VM-550 VM-560 Biix Ingenieriaurzuacarlos89No ratings yet
- ASA/PIX/FWSM: Handling ICMP Pings and TracerouteDocument10 pagesASA/PIX/FWSM: Handling ICMP Pings and Traceroutegabroo5abiNo ratings yet
- Butress DamDocument11 pagesButress DamTamara Christensen0% (1)
- FT Hdpe 8920 Dow PDFDocument3 pagesFT Hdpe 8920 Dow PDFEsteban GómezNo ratings yet
- Option Checklist No 1 Electric MotorsDocument2 pagesOption Checklist No 1 Electric MotorsMohammed Al-OdatNo ratings yet
- Practical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationDocument42 pagesPractical Experience Gained From Dissolved Gas Analysis at An Aluminium Smelter - Eurotehcon2011-PresentationK.RamachandranNo ratings yet
- Intze Water Tank Based On K. RajuDocument69 pagesIntze Water Tank Based On K. Rajurushicivil1No ratings yet
- Bendix-King GPH Owners ManualDocument29 pagesBendix-King GPH Owners Manualjulio julioNo ratings yet
- Autoranging Digital Multimeter: Owner'S ManualDocument19 pagesAutoranging Digital Multimeter: Owner'S ManualtarakhovskyNo ratings yet
- 2019 RI Brochure With Case StudiesDocument56 pages2019 RI Brochure With Case StudiesJohan ConradieNo ratings yet
- Marathi Shodh Katha, Confession of Thag, by Dhynaneshwar DamaheDocument9 pagesMarathi Shodh Katha, Confession of Thag, by Dhynaneshwar Damaheapi-3777175No ratings yet
- 2-Critical Speed of ShaftDocument5 pages2-Critical Speed of ShaftRidani Faulika Amma100% (3)
- Expansion of Hydraulic Cement Mortar Bars Stored in Water: Standard Test Method ForDocument3 pagesExpansion of Hydraulic Cement Mortar Bars Stored in Water: Standard Test Method Formohammed ;arasnehNo ratings yet
- T02 06 Lucic - Tesovic - Vucinic - Bulatovic - Jankovic - Muhadinovic - Dopudja - Lukovic - Koprivica - Kastratovic - Gorasevic - Bozovic - GNP2020Document8 pagesT02 06 Lucic - Tesovic - Vucinic - Bulatovic - Jankovic - Muhadinovic - Dopudja - Lukovic - Koprivica - Kastratovic - Gorasevic - Bozovic - GNP2020Kenan KajosevicNo ratings yet
- Pa50SD Loading OS and Resources PDFDocument6 pagesPa50SD Loading OS and Resources PDFEjhax MunandarNo ratings yet
- Foundation EngineeringDocument12 pagesFoundation EngineeringSindhu Chowhan100% (1)