Download as pdf or txt
You might also like
- Veritas Steam Bending BookletDocument16 pagesVeritas Steam Bending BookletDelfina CamachoNo ratings yet
- VeneersDocument23 pagesVeneersyashaswini100% (2)
- Wood Joinery for Beginners Handbook: The Essential Joinery Guide with Tools, Techniques, Tips and Starter ProjectsFrom EverandWood Joinery for Beginners Handbook: The Essential Joinery Guide with Tools, Techniques, Tips and Starter ProjectsRating: 5 out of 5 stars5/5 (1)
- Nippon STeel Catalogue PDFDocument16 pagesNippon STeel Catalogue PDFSuryaprakashNo ratings yet
- AD 2000 Shell Under Intenal PressureDocument2 pagesAD 2000 Shell Under Intenal Pressuremechengg01No ratings yet
- Chapter 7: Materials of Construction Che 515 Chemical Process Equipment DesignDocument7 pagesChapter 7: Materials of Construction Che 515 Chemical Process Equipment DesignFran Lee100% (1)
- 05f1501ie PDFDocument16 pages05f1501ie PDFJosh Sam Rindai MhlangaNo ratings yet
- (Ebooks) DIY - Woodwork - Plans - Bending WoodDocument3 pages(Ebooks) DIY - Woodwork - Plans - Bending WoodLuis Mejia VillanuevaNo ratings yet
- Lumber: 1. Cut The Board To Rough LengthDocument12 pagesLumber: 1. Cut The Board To Rough LengthUncle DrewNo ratings yet
- Presentation 6 WOOD DEFECTSDocument19 pagesPresentation 6 WOOD DEFECTSJohn ProtoctisNo ratings yet
- Conversion of TimberDocument3 pagesConversion of TimberHimanshu AgrawalNo ratings yet
- Steam BendingDocument6 pagesSteam BendingGhaffar Laghari100% (1)
- Lec-6 Building Materials - TimberDocument25 pagesLec-6 Building Materials - TimberMr. Shahriar MahmudNo ratings yet
- Natural DefectsDocument8 pagesNatural Defectswan8789100% (1)
- Civil Wood Shopassignment Group ADocument7 pagesCivil Wood Shopassignment Group AFaith Gwamure JafariNo ratings yet
- Buying Wood: All AboutDocument4 pagesBuying Wood: All AboutsossieNo ratings yet
- Wood PresentationDocument32 pagesWood PresentationSuBchooNo ratings yet
- Manufacturing Processes: Drnksingh Associate Professor (Workshop) Department of Mech Engg I S M DhanbadDocument78 pagesManufacturing Processes: Drnksingh Associate Professor (Workshop) Department of Mech Engg I S M DhanbadAbhinavGuptaNo ratings yet
- Cutting Board 1Document2 pagesCutting Board 1TCOgünNo ratings yet
- Fernando, John Paulo P. Bsce - 1 Assignment in Timber Design Wood Connections The Butt Wood JointDocument14 pagesFernando, John Paulo P. Bsce - 1 Assignment in Timber Design Wood Connections The Butt Wood JointtheDLordP15No ratings yet
- Aircraft Wood InformationDocument52 pagesAircraft Wood Informationjmercano100% (1)
- Here's The Best Way To Split Gnarly FirewoodDocument1 pageHere's The Best Way To Split Gnarly FirewoodsarabianNo ratings yet
- Fire by FrictionDocument6 pagesFire by FrictionOtis1964No ratings yet
- Download ebook pdf of Логика Для Журналистов 2Nd Edition Ивин А А full chapterDocument69 pagesDownload ebook pdf of Логика Для Журналистов 2Nd Edition Ивин А А full chapterkatwarputu100% (8)
- AssessmentDocument49 pagesAssessmentAj EstradaNo ratings yet
- Acfrogcw1cxdjleo6xt Onp JXVWD Ivsgkeofmxuf9qanzu3zq3tl80hupv Dv5zjusjlx1s4ijcotp9ivdaqpqqxqksictxky3txj9xtch8repp0 Pejelalmbz1jx t9sf2mj Tpykubfs2ntDocument21 pagesAcfrogcw1cxdjleo6xt Onp JXVWD Ivsgkeofmxuf9qanzu3zq3tl80hupv Dv5zjusjlx1s4ijcotp9ivdaqpqqxqksictxky3txj9xtch8repp0 Pejelalmbz1jx t9sf2mj Tpykubfs2ntXyra Airysh InandanNo ratings yet
- TutorialDocument107 pagesTutorialDan SedNo ratings yet
- Introduction To Carpentry:: All About WoodDocument2 pagesIntroduction To Carpentry:: All About WoodRodolfo MaddelaNo ratings yet
- Particle BoardDocument51 pagesParticle BoardNUR MAZIAH ATIQAH JAININo ratings yet
- Wooden Joinaries Market Survey....Document51 pagesWooden Joinaries Market Survey....flower lilyNo ratings yet
- 01 Wood & Lumber Ar266Document42 pages01 Wood & Lumber Ar266Jahzeel SwiftNo ratings yet
- Wood Joints2 Y9Document16 pagesWood Joints2 Y9api-208726545No ratings yet
- Starting FireDocument12 pagesStarting FireSeicaru FelixNo ratings yet
- Topic 3.1 Mechanical Pulping SGWDocument11 pagesTopic 3.1 Mechanical Pulping SGWnotengofffNo ratings yet
- VennerDocument17 pagesVennerswathi sathupalliNo ratings yet
- INTRODUCTION TO INDUSTRIAL ARTS PART 2 Information Sheet 1.3Document5 pagesINTRODUCTION TO INDUSTRIAL ARTS PART 2 Information Sheet 1.3Merry Cris PadoNo ratings yet
- Note of Lesson For JSS2 WoodDocument8 pagesNote of Lesson For JSS2 WoodJohn EgbongNo ratings yet
- Woodworking 150606073133 Lva1 App6892Document84 pagesWoodworking 150606073133 Lva1 App6892bereket gNo ratings yet
- Wood Finishes 1Document4 pagesWood Finishes 1SaberMohamedNo ratings yet
- WS PresentationDocument60 pagesWS PresentationtechnologicaluniversityyangonNo ratings yet
- Introduction To Carpentry Tools and JointsDocument8 pagesIntroduction To Carpentry Tools and JointsIbrahim QariNo ratings yet
- 9 - TimberDocument28 pages9 - TimberMycha Rose Aragon PalcoNo ratings yet
- Period Plank Shield ConstructionDocument19 pagesPeriod Plank Shield ConstructionJanne FredrikNo ratings yet
- Wood - PolymerDocument29 pagesWood - Polymerfcjr79No ratings yet
- Plywood PDFDocument4 pagesPlywood PDFaulad999No ratings yet
- UNIT - IV CarpentryDocument14 pagesUNIT - IV CarpentryAjay SonkhlaNo ratings yet
- Manual WorkshopTechnologyDocument62 pagesManual WorkshopTechnologySunny PrabhakarNo ratings yet
- Wood - Bending Compound CurvesDocument4 pagesWood - Bending Compound CurveschriskpetersonNo ratings yet
- WOOD - Building Material Sourced Primarily From Trees.: Flatness Timber Stresses Moisture Grain Finishing Violin MakingDocument16 pagesWOOD - Building Material Sourced Primarily From Trees.: Flatness Timber Stresses Moisture Grain Finishing Violin MakingKristineNo ratings yet
- Timber DefectsDocument2 pagesTimber Defectsarancypp100% (2)
- Common Timber DefectsDocument4 pagesCommon Timber DefectsGabriel OnalekeNo ratings yet
- TimberDocument127 pagesTimberptgopoNo ratings yet
- 12 Common Wood Joint TypesDocument13 pages12 Common Wood Joint TypesMochamad JilanNo ratings yet
- Nur Isfarina Binti Ismail Muhamad Basri Bin MD Daud Mohd Fazli Bin Abu Hasan Sadam Bin Kahar Muhamad Hafiz Bin MD SaadDocument24 pagesNur Isfarina Binti Ismail Muhamad Basri Bin MD Daud Mohd Fazli Bin Abu Hasan Sadam Bin Kahar Muhamad Hafiz Bin MD Saadjassi nishadNo ratings yet
- Carpentary Note by Ripan MondalDocument7 pagesCarpentary Note by Ripan MondalSumanta DuttaNo ratings yet
- Palestine University: Building MaterialDocument35 pagesPalestine University: Building MaterialMuhammad Irfan KhanNo ratings yet
- 2 Explica Sobre StripDocument2 pages2 Explica Sobre StripEnéis S. Del MestreNo ratings yet
- 3 Jointing TechniquesDocument32 pages3 Jointing TechniquesyabetymarthaNo ratings yet
- Gluing 2019Document22 pagesGluing 2019zeem buoNo ratings yet
- Wood Defects - Davids TimberDocument1 pageWood Defects - Davids Timberadrilot1812No ratings yet
- Special Woods and Wood AlternativesDocument61 pagesSpecial Woods and Wood AlternativesnadiajmiNo ratings yet
- Gate Architecture Sample Study Material - Career AvenuesDocument25 pagesGate Architecture Sample Study Material - Career Avenuesmarketing cavNo ratings yet
- Belt SanderDocument2 pagesBelt SanderFrenchwolf420No ratings yet
- Strung de LemnDocument3 pagesStrung de LemnJohn Johnb100% (1)
- First Year Lathe Work - 1917Document68 pagesFirst Year Lathe Work - 1917api-3704830No ratings yet
- Lathe Milling AttachDocument1 pageLathe Milling Attachapi-3704830No ratings yet
- Woodlathe TreadleDocument3 pagesWoodlathe Treadleexper626No ratings yet
- How To Run A Horizontal Metalworking ShaperDocument43 pagesHow To Run A Horizontal Metalworking ShaperALLEN FRANCIS100% (2)
- Non-Linear Screw Cutting Attachment - For 9-Inch South Bend LatheDocument21 pagesNon-Linear Screw Cutting Attachment - For 9-Inch South Bend Latheapi-3704830No ratings yet
- M571 LMR21 ADocument50 pagesM571 LMR21 Aapi-3704830No ratings yet
- Army Lathe Manual 10KDocument66 pagesArmy Lathe Manual 10Knocaldanny100% (1)
- Contents 2bDocument1 pageContents 2bapi-3704830No ratings yet
- 571 V 32 AnwDocument36 pages571 V 32 Anwapi-3704830No ratings yet
- DrawerCRUNCHER - FractionalDocument11 pagesDrawerCRUNCHER - Fractionalapi-3704830No ratings yet
- Start 2bDocument3 pagesStart 2bapi-3704830No ratings yet
- 30 Tool HoldersDocument3 pages30 Tool HoldersDavid Tuaine100% (1)
- Bear Woods Supply Clock PartsDocument9 pagesBear Woods Supply Clock Partsapi-3704830No ratings yet
- Locknut EarthTagDocument1 pageLocknut EarthTagradikahendryNo ratings yet
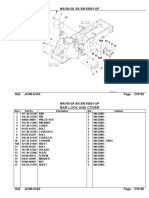
- WA100-3A-SN S/N 53001-UP: Bar Lock and CoverDocument1 pageWA100-3A-SN S/N 53001-UP: Bar Lock and Covereshopmanual baruNo ratings yet
- API 572 Study Guide: Practice QuestionsDocument10 pagesAPI 572 Study Guide: Practice QuestionsRizwan Nazir100% (1)
- Technimex ValvulasDocument23 pagesTechnimex ValvulasfaniaaaNo ratings yet
- Tabella Comparativa Delle Nomenclature ACCIAIDocument1 pageTabella Comparativa Delle Nomenclature ACCIAIZizuNo ratings yet
- Projects P.ODocument22 pagesProjects P.OBrian Risma ObedencioNo ratings yet
- How To Avoid Screed Failure: Contact The Flooring SpecialistDocument7 pagesHow To Avoid Screed Failure: Contact The Flooring SpecialistSamuel WooNo ratings yet
- Matscie ReviewerDocument5 pagesMatscie ReviewerClaire Silva PermejoNo ratings yet
- Concrete Columns and FramesDocument16 pagesConcrete Columns and FramesKye EsdrelonNo ratings yet
- Rockwool SlabsDocument4 pagesRockwool SlabsBinu AyaniyattuNo ratings yet
- National PVC Technical Guide BookDocument128 pagesNational PVC Technical Guide Bookasdthu100% (3)
- Swimming Pool PresentationDocument22 pagesSwimming Pool Presentationkhurshidoman123No ratings yet
- SAM DE25bDocument64 pagesSAM DE25btruschi1988No ratings yet
- Ven SealDocument13 pagesVen Sealjose.figueroa@foseco.comNo ratings yet
- TFP910 03 2021Document20 pagesTFP910 03 2021muralyyNo ratings yet
- SECTION 15375 Standpipe and Hose Systems Rev 0Document32 pagesSECTION 15375 Standpipe and Hose Systems Rev 0Munir RasheedNo ratings yet
- Project Construction ManagementDocument2 pagesProject Construction ManagementMarian NikkaNo ratings yet
- S.N.Enterprises: M/S Anand GroupDocument2 pagesS.N.Enterprises: M/S Anand GrouphariNo ratings yet
- Brief Specifications For Plumbing ItemsDocument4 pagesBrief Specifications For Plumbing ItemsRushikesh PandeNo ratings yet
- 16th NOCMAT 2015 Submission 95 PDFDocument13 pages16th NOCMAT 2015 Submission 95 PDFPatito Lisbhet Romero BuenoNo ratings yet
- Cera Inject LV Plus & SSDocument2 pagesCera Inject LV Plus & SSSandeep SavardekarNo ratings yet
- Ce-106 Engineering Materials & Concrete TechnologyDocument18 pagesCe-106 Engineering Materials & Concrete Technologymuhammad haroonNo ratings yet
- TR - Type 1 - L ShapeDocument19 pagesTR - Type 1 - L ShapeFreedom Love NabalNo ratings yet
- List of ClientsDocument3 pagesList of ClientsanujNo ratings yet
- Aramco Questions-Mechanical GeneralDocument12 pagesAramco Questions-Mechanical Generalponnivalavans_994423No ratings yet
- Quantity SurveyingDocument47 pagesQuantity Surveyingbereket gNo ratings yet
- Structural Screw Design Guide: Myticon Timber ConnectorsDocument56 pagesStructural Screw Design Guide: Myticon Timber ConnectorsciviliiiNo ratings yet