Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Influence of Stone Dust on Compressive Strength and
Embodied Energy of Mortar
Fariyaz S. Bagwan*1 Dr.K.S.Gumaste*2
1 2
M.Tech Student, (Civil Environmental Engg), Associate Professor,
Dept. of Civil Engineering, Dept. of Civil Engineering,
Walchand College of Engineering, Sangli Walchand College of Engineering, Sangli
Maharashtra, India. 416415 Maharashtra, India. 416415
Abstract:- In present construction industry sand is a I. INTRODUCTION
common building material used as a fine aggregate. The
availability of natural sand is being exhausted due to Mortar is a masonry product which is a matrix of
rapid growth in construction activities. Also good quality concrete. It consists of a binder and fine aggregate and
sand may have to be transported from long distances moreover an essential association of any structural element.
adds to the cost of construction and energy consumption. Conventionally cement mortar can be made by mixing
Hence it becomes inevitable to use alternative materials cement, fine aggregate and water and it is a composite
for fine aggregate. Nowadays large quantity of stone dust material. The strength of mortar mix is a special concern to
is produced as a by-product of crushing activities in the engineers because the mortar is responsible to give
stone crusher units. Also, stone dust produced from such protection in the outer part of a structure as well as the brick
crushing zones appears as a problem for effective joints in a masonry wall system.
disposal. It has limited application in construction
activities and a large amount of it is being dumped into Due to increased construction activities, the
low-lying areas. In this study, the main concern is to consumption of natural sand is very high. Now India is
utilize the stone dust as a constituent for a mortar mix facing a shortage in good quality sand to satisfy the sudden
and to carry out embodied energy measurements. For structural growth. Therefore it is unavoidable to use easily
this purpose, different mortar mixes are produced by available and less expensive alternative materials to sand.
replacing natural and manufactured sand with stone This alternative material of sand should be explored to
dust content. Stone dust passing by 150 microns is used mitigate increasing demand of sand. Due to rapid growth in
for sand replacement. Mortar specimens are cast and construction activities use of sand for mortar preparation is
investigated for compressive strength. To determine also increased drastically so the sand mining. As the
embodied energy of mortar energy measurement studies excessive removal of sand from river causes ecological
are carried out in a stone crusher unit located at imbalance the authorities have banned sand mining. This has
Jaysingpur, Maharashtra. The energy required for the led to a shortage and cost increment for natural sand. Hence
production and transportation of manufactured sand use of manufactured sand becomes inevitable in any
and stone dust is calculated. This paper reports the construction work. But this manufactured sand consists of
experimental study which investigated the influence of considerable amount of dust content which is produced as a
the replacement of sand with stone dust and thereby its by-product at time of stone crushing and is not separated
effect on compressive strength and embodied energy. For from sand prior to use in construction activities. Hence it
this purpose cement mortar cube was studied with becomes part of mortar mix prepared on site. The stone dust
various proportions of stone dust as 0%, 5%, 10%, 15%, so produced is generally treated as a waste in a locality. It is
20% and 25% by weight of sand. A comparison of not given any interest and disposed of in out engineered
energy in different types of mortar mix has been made. way. While landfills are commonly used for disposal of
The experimental results showed that the replacement of dust, rapid urbanization has made it increasingly difficult to
stone dust for sand was found to enhance the find suitable landfill site. Indian construction industry is one
compressive properties of mortar specimen. Use of stone of the largest in terms of employing manpower and volume
dust with manufactured sand for mortar preparation of materials produced (cement, brick, steel and other
can led to 8-10% energy savings. It has been Moreover materials).The construction sector in India is responsible for
the substitution of sand by stone dust will serve the solid major input of energy.[3] Selection of materials and
waste minimization and waste recovery and beneficiating technologies for the building construction should satisfy the
the environment. felt needs of the user as well as the development needs of
the society, without causing any adverse impact on
Keywords:- Stone Dust, Waste Recovery, Embodied Energy, environment.[6] The materials used in building construction
Cement Mortar, Manufactured Sand, Natural Sand. should minimize the energy uses without compromising
strength of it. Embodied energy of any material consists of
energy required for the production and transportation of the
same. Embodied energy of different material required for
series of mortar mix is discussed in this paper.
IJISRT23JUN2348 www.ijisrt.com 2542
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
The present study aimed to determine the acceptability Mortar Mix Prepared in the Laboratory:
of stone dust as a one of the constituent in cement mortar To establish the stone dust as a constituent in mortar,
without compromising strength and durability aspect of the cement mortar was prepared by adding cement, water
mortar mix. In this research different combination of mortar and by replacing sand by stone dust at different levels of
mix were tested to investigate the exact percentage of stone replacements as 0%,5%,10%,20%,25%. The type of sand
dust which ensures the inclusion of optimum amount of used for mortar mix was so selected that it satisfy the Zone I
stone dust in a mortar mix. This study ensures the stone pattern as well as type required as per the BIS for masonry
powder as a building material as an alternative of sand in mortar (IS 2386 Part 1:1963).The mortar blocks were made
mortar mix. Studies on embodied energy reveals that by standard method with proper curing and tempering. 9
embodied energy of mortar prepared with manufactured samples were casted for each mix. For this purpose moulds
sand and stone dust is less as compared to that of prepared of size 70.7 mm x 70.7 mm x 70.7 mm were used which
with natural sand and stone dust. Use of alternative building gives cross sectional area of 5000 mm2.Water to mortar mix
materials , methods and technologies can be the low cost was added till it gives required flow percent of 115 to
alternative. 120%. This water content is recorded to evaluate w/c ratio
of respective mixes. Compressive strength of mortar are
II. MATERIALS AND METHODS obtained after 7 day, 14 day, 28 day curing period by using
compression testing machine.
Mortar Mix used on Various Sites :
To find out the mix ratio of mortar used on site Energy Consumption Measurement at Stone Crusher :
different sites were visited. The method used for making Embodied energy can be split into: (1) energy
mortar mix is carefully the observed to determine their consumed in the production of basic building materials, (2)
approximate proportion of mix and water cement(w/c) ratio. energy needed for transportation of the building materials.
Flow table test on each mortar mix is performed to find out Minimizing the consumption of the conventional materials
the workability of mortar mix prepared on site. The by using alternative materials, methods and techniques can
specimen were cast by using mortar prepared on site. Total result in scope for considerable energy savings as well as
six sites were visited and 15 samples were casted on each reduction of CO2 emission. The embodied energy required
site. For this purpose moulds of size 70.7 mm x 70.7 mm x in production and transportation of building materials that
70.7 mm were used which gives cross sectional area of 5000 are used for mortar preparation is discussed here.
mm2.Compressive strength of mortar are obtained after 7
day, 14 day, 28 day curing period. The mortar blocks were The energy consumption measurement was carried out
made by standard method with proper curing and tempering. in the stone crusher plant located at 15 km to South West of
The blocks are then tested by compression testing machine. Sangli city of Maharashtra. The electrical energy
The obtained results are analysed and used for further measurements of its various sub-sections and utilities such
investigation which incorporated dust as a partial as jaw crusher, impactor crusher,vibratory screens, pumps,
replacement material for both natural sand and conveyors, fans etc was carried out. The plant mainly relies
manufactured sand. on its 175KW MSEB power supply to meet its electricity
requirements. Power Analyzer tool was used for
Sieve Analysis for Manufactured Sand (M Sand) measurement of electrical power across various motors of
Samples : the stone crusher plant. Electrical power required for office
In order to establish the stone dust produced during room of the plant was also considered. Total electrical
crushing as a constituent in a mortar mix various laboratory power was calculated by adding power across all motors and
tests are carried out. Initially manufactured sand from that required for office room.
different locations which is being used on site in
construction works is collected and analysed. From analysis From this result energy required for the production of
their grading zone, fineness modulus and dust content is unit m3 of sand and stone dust is determined. The
obtained. For sieve analysis of each sample 200 gm of sand proportion of material required to produce mortar mix are
passing through 4.25 mm IS sieve is used. calculated. Transportation distance of various materials used
on site is also taken into account to find out the thermal
energy incorporated for transportation. A comparison of
embodied energy for both types of mortar mix is also
discussed.
IJISRT23JUN2348 www.ijisrt.com 2543
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
III. RESULTS AND DISCUSSIONS
Mortar Mix Prepared on Site :
Table 1 Mix Details for Mortar
Site No Mix Ratio W/C Ratio Davg(Cm) Flow%
1 1:6 0.8 22.00 120
2 1:6.25 1 22.35 123.5
3 1:4.6 1.14 23.50 135
4 1:3.75 0.75 21.83 118.25
5 1:2.22 0.55 22.98 129.75
6 1:4 0.85 21.23 112.25
Here flow% =(Davg -D0)/D0 *100
Davg = average diameter of mortar mass after 25 strokes
D0 = Original base diameter of mortar mass =10 cm
This flow is the resulting increase in average base diameter of the mortar mass measured on 4 diameter approximately in
equal spaced intervals expressed as % off original diameter. It should be in the range of 115 to 120 %. (IS 1542:1992 Sand for
plaster, clause 4.4.1 )From the above studies it was evident that for 50% of the time the flow was more than the limit given in IS
code.
Compressive Strength
Here compressive strength is obtained by taking average of 5 samples for each mix calculated at 7 th,14th 21st and 28th day of
curing.
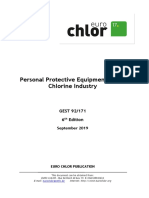
Fig 1 Compressive Strength of Mortar Specimen Cast on Site
The result showed that irrespective of type of cement, w/c ratio and type of sand the minimum compressive strength was
obtained by mortar with mix ratio of 1:6. So this ratio is used as a parent ratio for mortar mix prepared by using stone dust as a
one of the constituent in the mix. From fig.1 it is found that lowest compressive strength is obtained by mortar mix with
proportion of 1:6.The 7 days, 14 days and 28 days compressive strength for this mix is3.92 N/mm 2 , 5.28 N/mm2 & 6.64 N/mm2
respectively. So this mix ratio is kept as a parent ratio for further studies.
Particle Size Distribution for Manufactured Sand Samples
From sieve analysis of sand samples it was observed that the dust content of manufactured sand is varying from minimum of
8.5% to maximum 22 % by weight. Most of the time sand is following the zone I pattern. This information in used to cast new
mortar specimens in the laboratory.
IJISRT23JUN2348 www.ijisrt.com 2544
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Fig 2 Particle Size Distribution for Manufactured Sand Samples
IJISRT23JUN2348 www.ijisrt.com 2545
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Details of Mortar Specimen Prepared in Laboratory:
Table 2 Selected Gradation of Sand
IS Sieve Size(Mm) Designed % Passing % Passing for Zone I % Passing as per BIS for Masonry Mortar( IS 2386
Part1: 1963)
2.36 95 60-95 90-100
1.18 70 30-70 70-100
0.6 35 15-34 40-100
0.3 20 5-20 5-70
0.15 5 0-10 0-15
Table 3 Details of Mortar Mix Prepared in the Laboratory
Mix no % Stone dust added W/C Ratio Flow%
Natural sand M sand Natural sand M sand
1 0 0.97 1.26 118 119
2 5 0.92 1.24 115 117
3 10 0.95 1.21 117 116
4 20 1 1.18 120 115
5 25 1.06 1.24 120 118
Table 4 Compressive Strength of Mortar Specimen Cast using Natural Sand
Mix No Compressive Strength (N/mm2)
7 day 14 day 28 day
6.8 11.2 15.2
1 4.8 10.8 15.2
6 10.8 16
(Average) 5.87 10.93 15.47
5.6 12.4 16.4
2 6.4 14 16
6.8 10 14.4
(Average) 6.27 12.13 15.60
12.8 16 22.4
3 12 19.2 23.6
12.4 16.8 24
(Average) 12.40 17.33 23.33
6 8 14.8
4 6.4 7.6 14
5.6 8.8 17.2
(Average) 6.00 8.13 15.33
10 11.6 16.8
5 10 11.6 16.4
9.6 10.4 15.6
(Average) 9.87 11.20 16.27
Table 5 Compressive Strength of Mortar Specimen Cast using M Sand
Mix No Compressive Strength (N/mm2)
7 day 14 day 28 day
4 8 11.6
1 4 8.8 11.6
4.8 8.8 12.4
(Average) 4.27 8.53 11.87
5.6 9.6 13.6
5.2 10.4 10.8
5.2 10 10.8
(Average) 5.33 10.00 11.73
9.6 11.2 12.4
9.6 11.6 14.4
8.8 11.6 14
(Average) 9.33 11.47 13.60
IJISRT23JUN2348 www.ijisrt.com 2546
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
10 11.6 12.4
10 9.6 10.8
9.6 11.6 10.8
(Average) 9.87 10.93 11.33
9.6 11.2 13.2
10.8 11.2 12.8
11.6 12.4 13.6
(Average) 10.67 11.60 13.20
Note: IS – 2250:1981 Code of practice for preparation and use of Masonry Mortar. For Grade 3 mortar ( 1 part cement : 6
part sand ) 28 days compressive strength should be 3 to 5 N/mm 2.
Fig 3 Stone Dust Percentage Added vs Compressive Strength for Natural Sand
Fig 4 Stone Dust Percentage Added Vs Compressive Strength For M Sand
IJISRT23JUN2348 www.ijisrt.com 2547
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
This study shows that the compressive strength of sand with no dust content gives 4.27 N/mm2 for 7 days, 8.53
mortar made by natural sand and manufactured sand both N/mm2 for14 days and 11.87 N/mm2 for 28 days.
gives impressive results than that of mortar specimen made
without using stone dust. The fig shows that the compressive As compared to the compressive strength of mortar
strength of mortar specimen made by using natural sand specimen using manufactured sand and no dust content the
with no dust content gives 5.9 N/mm2 for 7 days, 10.9 compressive strength of mortar specimen using
N/mm2 for14 days and 15.5 N/mm2 for 28 days. manufactured sand with 5% dust content is increased by
24.82% ( 5.33 N/mm2 from 4.27 N/mm2) & 17.23% (10
As compared to the compressive strength of mortar N/mm2 from 8.53 N/mm2 ) for 7 days and 14 days without
specimen without dust content the compressive strength of having much change in 28 days strength i.e. 11.87 N/mm2
mortar specimen using natural sand with 5% dust content is
increased by 6.77% ( 6.3 N/mm2 from 5.9 N/mm2) & 11% For specimen casted using manufactured sand the
(12.1 N/mm2 from 10.9 N/mm2 ) for 7 days and 14 days highest compressive strength is obtained by using 10% dust
without having much change in 28 days strength i.e. 15.6 content. The 28 days compressive strength is increased by
N/mm2 .The highest compressive strength is obtained by 14.57% with respect to strength obtained by the mortar
specimens with 10% dust content. The 28 days compressive specimen with no dust content. (13.6 N/mm2 from 11.87
strength is increased by 50.32% with respect to strength N/mm2). The 7 days and 14 days compressive strength for
obtained by the mortar specimen with no dust content. (23.3 this mix is 9.33 N/mm2 and 11.47 N/mm2 respectively. For
N/mm2 from 15.5 N/mm2) .the 7 days and 14 days mortar specimen casted using Manufactured sand and 20%
compressive strength for this sample is 12.4 N/mm2 and dust content the compressive strength for 28 days is
17.3 N/mm2 respectively. decreased than that of the mortar specimen casted using
manufactured sand without using dust content. ( 11.33
For mortar specimen with 20% dust content the N/mm2 from 11.87 N/mm2). But for 7 days and 14 days the
strength is decreased than the strength obtained by adding compressive strength is increased (i.e. 9.87 N/mm2 from
10% dust content. It follows the same strength pattern that 4.27 N/mm2 and 10.93 N/mm2 from 8.53 N/mm2
of the specimen casted without dust content. The 28 days respectively).
and 7 days compressive strength are 15.3 N/mm2 and 6
N/mm2 respectively. But in case of 14 days it is decreased For mortar specimens casted with manufactured sand
from 10.9 N/mm2 to 8.1 N/mm2.For mortar specimens with and 25% dust content the 28 days strength is increased only
25% dust content the 28 days strength is increased only by by 13.58% than that of the specimens casted without dust
5% than that of the specimens casted without dust content ( content ( 13.2 N/mm2 from 11.87 N/mm2). The 7 days and
16.3 N/mm2 from 15.5 N/mm2). The 7 days and 14 days 14 days strength are 10.67N/mm2 and 11.6 N/mm2
strength are 9.9 N/mm2 and 11.2 N/mm2 respectively. respectively.
From fig it is shown that the overall compressive Energy Consumption for Production of Materials :
strength obtained by mortar specimen casted using Electrical energy is being utilized in all the sections of
manufactured sand are lower than the strength obtained by plant. The section wise power consumption per hour is
using natural sand. The fig shows that the compressive presented in table given below.
strength of mortar specimen made by using manufactured
Table 6 Electrical Power Utilized by Different Component of SCU
Motor No of motors Specific Power( Kw)
VSI Crusher 1 18.94
Jaw Crusher 1 7.687
Conveyor 2 1.532
0.559
Vibrator 3 0.789
0.952
1.054
Conveyor 2 1.237
1.275
Sand machine 5 0.538
0.479
0.841
0.617
0.325
Return conveyor 1 0.538
Feder 2 0.491
0.586
Total Power (Kw) 36.339
IJISRT23JUN2348 www.ijisrt.com 2548
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
In studied SCU initial feed of boulders to primary jaw crusher yields 70% , 20% and 10% of aggregate, Manufactured sand
and dust respectively within 20 minutes of crusher run. Initial feed of (2 brass) i.e. 5.66 m 3 boulder yields 3.962,1.132,0.556 m3
aggregate, Manufactured sand and dust respectively. From energy consumption measurement it is found that the studied SCU
utilizes 36.339 Kw of specific power in an hour.
36.339∗20
Hence energy consumed in 20 min. = Kwh = 12.11 Kwh
60
𝒆𝒏𝒆𝒓𝒈𝒚 𝒄𝒐𝒏𝒔𝒖𝒎𝒑𝒕𝒊𝒐𝒏
Energy required per m3 production of building material =
𝒗𝒐𝒍𝒖𝒎𝒆 𝒐𝒇 𝒎𝒂𝒕𝒆𝒓𝒊𝒂𝒍 𝒑𝒓𝒐𝒅𝒖𝒄𝒆𝒅
Table 7 Energy Required for Production of Building Material
Type of Material Energy required for production
Kwh/ m3 MJ/m3
Aggregate 3.05 11
Manufactured Sand 10.69 38.84
Stone Dust 21.39 77
In India, cement is manufactured by employing both transport from Ghodeshwar (Solapur district, Maharashtra)
the wet (old cement plants) and dry (new plants) process. located at 150 km NE to Sangli. So it requires 262.5 MJ
Wet process used in earlier cement plants leads to an energy energy for sand transportation.
consumption of 7.5 MJ/kg of cement, whereas modern
plants employing pre calcination and dry process consume In sangli manufactured sand and stone dust is available
4.2 MJ/kg of cement. The value of 5.85 MJ/kg of cement from 25 km distance.
represents the average value of 7.5 and 4.2 MJ. The average
value of 5.85 MJ/kg of cement has been used in the AS per the Fuel consumption standards of heavy duty
computation of energy in various mix of mortar. Also from vehicle in India : For N3 tractor trailer (GVW more than 12
literature reviewed it is found that cement transportation tons with 60 kmph speed ) for 12 axle transport vehicle with
consumes 1MJ of energy per tonnes per km. generally diesel powered engine mileage is 3.13 to 2.67 kmpl. So
cement is required to transport within 8 to 10 km of consider average mileage as 2.9 kmpl.
distance.
Fuel required for 25 km transportation of stone dust
Natural sand does not require any energy for and manufactured sand will be 8.62 litres. From this energy
production but it consumes 87.5 MJ/m3 energy per 50 km consumption can be calculated by using density and calorific
transportation. In Sangli city good quality sand required to value of the fuel.
Table 8 Energy Consumption for 25 Km Transportation
Total fuel used (High Sulphur Diesel) 8.62 lit
Density of fuel 0.832 Kg/lit
Calorific value 42MJ/kg
Energy consumption 301.21 MJ
Proportion of Materials for Mortar Preparation
For unit m3 mortar with 1:6 proportion we require 0.19 m3 cement and 1.14 m3 sand. Considering density of cement as 1600
3
kg/m it will require 304 kg cement. So energy required for transportation of cement will be 0.304 MJ for 10 km. Following table
represents the proportion of material required for unit m3 volume of mortar.
Table 9 Proportion of Building Materials for Mortar
Mix No Cement (Kg) Sand (m3) Stone Dust (m3)
1 304 1.14 0
2 304 1.083 0.057
3 304 1.026 0.114
4 304 0.912 0.228
5 304 0.855 0.285
Energy in Mortar:
Total embodied energy of mortar is obtained by adding energy required for production and transportation of Cement , sand
and stone dust.
IJISRT23JUN2348 www.ijisrt.com 2549
Volume 8, Issue 6, June – 2023 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Table 10Embodied energy of mortar
Mix No Embodied Energy in MJ Energy savings %
Natural sand Manufactured sand
1 2077.954 2124.184 -2.22
2 2368.583 2126.363 10.23
3 2358.014 2128.532 9.73
4 2336.864 2132.890 8.73
5 2321.904 2135.064 8.05
Above table represents the comparison of embodied 8 to 10 percent embodied energy savings can be
energy for mortar using natural sand and manufactured sand. obtained by preferring mortar made with M sand and stone
dust over mortar made with natural sand and dust content.
From above result it can be seen that mortar made with
natural sand without using stone dust has least embodied REFERENCES
energy. But after addition of stone dust the mortar made
with natural sand requires more embodied energy than that [1]. Ahsan H., Md. Abdus Salam, Begum R., (2015), “
of made with manufactured sand. Here mix no 3 has given Effect of stone dust on mechanical properties of
highest compressive strength for both types of sand. For this adobe brick” International Journal of Innovative
mix 9.73% of energy savings can be obtained by using Science, Engineering & Technology”,(2), 631-636.
mortar made with manufactured sand and stone dust. [2]. IS 2250 (1981): Code of Practice for Preparation and
Use of Masonry Mortars
IV. CONCLUSION [3]. Moray S., Throop N., Seryak J., Schmidt C., Fisher
C., D’Antonio M.,(2005) “Energy Efficiency
The controlled grading of sand with the use of stone Opportunities in the Stone and Asphalt Industry”
dust as a constituent in mortar mix has shown impressive ACEEE Summer Study on Energy Efficiency in
results for both natural sand as well as manufactured sand. Industry, (3) ,71-83
[4]. Rajput S.P.S, Chauhan M.S.,(2014), “Suitability of
The compressive strength with 10% replacement of crushed stone dust as fine aggregate in mortar”
sand by stone dust reveals highest strength as compared to International journal of emerging technologies and
parent mix in 1:6 ratio for both types of sand. advanced engineering,(4), 87-89
[5]. Ram Rathan Lal B., Marjive Vaishali., (2016) “An
The compressive strength with 20% replacement of Experimental Study on Stone Dust and EPS Beads
sand by stone dust has also shown 28 days compressive Based Material” Geo-Chicago 2016 GSP 272,
strength nearly same as that of without dust content for both ASCE,33-41
types of sand. [6]. Venketarama Reddy B.V., Jagdish K.S.,(2003),
“Embodied energy of common and alternative
However the compressive strength has again increased building materials and technologies.”
for 25% dust content for both types of sand than that of [7]. Energy and Buildings,WWW.elsevier.com/ locate/
parent mix with no dust content. enbuild, (35), 129-137
All the mix combinations have shown more strength
than that of required as per BIS for masonry mortar. So we
can also say that if the cost optimisation is required we can
also opt for higher dust content without causing any
compromise on strength.
Instead of treating stone dust as a waste material,
market value should be created to use it as a construction
material and thereby helping waste recovery and waste
minimization.
Studies on Embodied energy shows that Embodied
energy of Mortar made with M sand and stone dust is less
than the mortar made with natural sand and stone dust. The
Embodied energy for mortar made with natural sand
increases with increasing stone dust content whereas for
mortar made with M sand the embodied energy decreases
with increasing stone dust content.
IJISRT23JUN2348 www.ijisrt.com 2550
You might also like
- Iso 13383 1 2012 en PDFDocument11 pagesIso 13383 1 2012 en PDFponorNo ratings yet
- Water Proofing MethodologyDocument1 pageWater Proofing MethodologyMaSh Joaconcho Ybañez100% (2)
- Minimizing Sand Content in ConcreteDocument2 pagesMinimizing Sand Content in ConcreteInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Utilization of Sawdust in Concrete Masonry Blocks: A ReviewDocument8 pagesUtilization of Sawdust in Concrete Masonry Blocks: A ReviewHussain MarzooqNo ratings yet
- Sand Stone As Partial ReplacementDocument8 pagesSand Stone As Partial ReplacementAli SherNo ratings yet
- Partial Replacement of River Sand With Quarry Rock DustDocument8 pagesPartial Replacement of River Sand With Quarry Rock DustDharma banothuNo ratings yet
- Brijesh ERL PDFDocument5 pagesBrijesh ERL PDFBrajeshNo ratings yet
- Journal Printabs 4haug14esrDocument11 pagesJournal Printabs 4haug14esrBruno CarleteNo ratings yet
- Properties of Concrete Containing Waste Foundry Sand For Partial Replacement of Fine Aggregate in ConcreteDocument6 pagesProperties of Concrete Containing Waste Foundry Sand For Partial Replacement of Fine Aggregate in Concretehajjiyare2016No ratings yet
- MPJ 8Document9 pagesMPJ 8Aswin KrishnaNo ratings yet
- Ijciet: International Journal of Civil Engineering and Technology (Ijciet)Document8 pagesIjciet: International Journal of Civil Engineering and Technology (Ijciet)IAEME PublicationNo ratings yet
- Investigating The Properties of Cement Concrete Containing M Sand As Fine Aggregate For M30 Grade ConcreteDocument25 pagesInvestigating The Properties of Cement Concrete Containing M Sand As Fine Aggregate For M30 Grade ConcreteEditor IJTSRDNo ratings yet
- Eijcse3157 PDFDocument8 pagesEijcse3157 PDFPritam MangoreNo ratings yet
- Construction and Building MaterialsDocument10 pagesConstruction and Building MaterialsharshitNo ratings yet
- Effect of Quarry Dust On High Performance ConcreteDocument5 pagesEffect of Quarry Dust On High Performance ConcreteMark EliasNo ratings yet
- Use of Quarry Dust in The Binding Mortar and Its Effect On Mechanical Characteristics of Brick MasonryDocument14 pagesUse of Quarry Dust in The Binding Mortar and Its Effect On Mechanical Characteristics of Brick MasonryCarlo ElopreNo ratings yet
- The Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteDocument6 pagesThe Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteIJRASETPublicationsNo ratings yet
- Experimental Study of Partial Replacement of Cement in Concrete With Marble Dust and Recron Fibre As AdmixtureDocument9 pagesExperimental Study of Partial Replacement of Cement in Concrete With Marble Dust and Recron Fibre As AdmixtureEditor IJTSRDNo ratings yet
- 346experimental Study On Concrete by Partial Replacement of Marble Dust Powder With Cement Quarry Dust With Fine PDFDocument5 pages346experimental Study On Concrete by Partial Replacement of Marble Dust Powder With Cement Quarry Dust With Fine PDFMichael ShioNo ratings yet
- Construction and Building Materials: Kirti Vardhan, Rafat Siddique, Shweta GoyalDocument11 pagesConstruction and Building Materials: Kirti Vardhan, Rafat Siddique, Shweta GoyalHamada Shoukry MohammedNo ratings yet
- Construction and Building Materials: Turhan Bilir, Osman Gencel, Ilker Bekir TopcuDocument8 pagesConstruction and Building Materials: Turhan Bilir, Osman Gencel, Ilker Bekir TopcukanomasiNo ratings yet
- Ba 2 PDFDocument12 pagesBa 2 PDFhakNo ratings yet
- Experimental Investigation On Utilization of Ceramic Tile Waste As A Partial Replacement of Fine Aggregate in Cement MortarDocument6 pagesExperimental Investigation On Utilization of Ceramic Tile Waste As A Partial Replacement of Fine Aggregate in Cement MortarInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Venkata KeerhiDocument8 pagesVenkata Keerhishivanand hippargaNo ratings yet
- Behavior of Concrete With Quarry Dust As Partial Replacement of Fine AggregateDocument8 pagesBehavior of Concrete With Quarry Dust As Partial Replacement of Fine AggregateSuman VarmaNo ratings yet
- Ijciet: International Journal of Civil Engineering and Technology (Ijciet)Document6 pagesIjciet: International Journal of Civil Engineering and Technology (Ijciet)IAEME PublicationNo ratings yet
- A Comparative Study On The Mechanical Properties of Concrete Using M-Sand and Ground Nut Shell Ash As A Partial Replacement of River SandDocument17 pagesA Comparative Study On The Mechanical Properties of Concrete Using M-Sand and Ground Nut Shell Ash As A Partial Replacement of River SandIJRASETPublicationsNo ratings yet
- Stone Dust & RubberDocument64 pagesStone Dust & RubberSyed Mohd Mehdi100% (1)
- Stone Dust in Concrete: Effect On Compressive Strength: Amit Kumar Singh, Vikas Srivastava, V.C. AgarwalDocument4 pagesStone Dust in Concrete: Effect On Compressive Strength: Amit Kumar Singh, Vikas Srivastava, V.C. AgarwalerpublicationNo ratings yet
- Experimental Study On Partial Replacement of Fine Aggregate With Waste Foundry Sand in ConcreteDocument6 pagesExperimental Study On Partial Replacement of Fine Aggregate With Waste Foundry Sand in ConcreteNaReN KumarNo ratings yet
- 45 - Foundry Sand Utilisation As A Partial Replacement of Fine Aggregate For Establishing Sustainable Concrete PDFDocument4 pages45 - Foundry Sand Utilisation As A Partial Replacement of Fine Aggregate For Establishing Sustainable Concrete PDFArunkumar AKNo ratings yet
- 11845-Article Text-21011-1-10-20211229Document6 pages11845-Article Text-21011-1-10-20211229shailenderkarreNo ratings yet
- Evaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberDocument6 pagesEvaluation of Mechanical Properties of Recycled Aggregate Concrete Manufactured With Fly Ash, Bagasse Ash and Banana FiberSaad IlyasNo ratings yet
- FYP PresentationDocument21 pagesFYP PresentationalihassanNo ratings yet
- With ReadingsDocument44 pagesWith ReadingsGaurav JethleNo ratings yet
- Concrete Containing Fungal Treated Waste Foundry SandDocument6 pagesConcrete Containing Fungal Treated Waste Foundry SandFábio FriolNo ratings yet
- Construction and Building Materials: Hrishikesh A Shahane, Satyajit PatelDocument12 pagesConstruction and Building Materials: Hrishikesh A Shahane, Satyajit PatelBustan ShahNo ratings yet
- Experimental Investigation On The Strength and Durability Properties of Concrete Using Manufactured SandDocument7 pagesExperimental Investigation On The Strength and Durability Properties of Concrete Using Manufactured SandChaitanya KumarNo ratings yet
- Study On Fatigue and Rutting Response of FlexibleDocument5 pagesStudy On Fatigue and Rutting Response of FlexibleDeputy controller of examinationNo ratings yet
- Replacing Query Dust Instead of Sand in Concrete MixDocument43 pagesReplacing Query Dust Instead of Sand in Concrete MixudayashankarNo ratings yet
- Strength Characteristics of Quarry Dust in Replacement of SandDocument8 pagesStrength Characteristics of Quarry Dust in Replacement of SandSuman VarmaNo ratings yet
- Sridharan 2020Document8 pagesSridharan 2020mathewmthomas97No ratings yet
- Investigation On Mechanical Properties Concrete On Partially Replacement of Fine Aggregate With Stone Dust and Coarse Aggregate With Over Burnt BrickDocument8 pagesInvestigation On Mechanical Properties Concrete On Partially Replacement of Fine Aggregate With Stone Dust and Coarse Aggregate With Over Burnt BrickEditor IJTSRDNo ratings yet
- Reinstatement of Fine Aggregate With Quarry Waste in ConcrteDocument16 pagesReinstatement of Fine Aggregate With Quarry Waste in Concrtesofi sulaimanNo ratings yet
- PollyDocument18 pagesPollyHarsh JiNo ratings yet
- Muhit Et Al.Document6 pagesMuhit Et Al.Test SeriesNo ratings yet
- Utilization of Stone Dust To Improve The Properties of Expansive SoilDocument9 pagesUtilization of Stone Dust To Improve The Properties of Expansive SoilAmanulla KhanNo ratings yet
- Effect of Waste Foundry Sand On Properties of ConcreteDocument4 pagesEffect of Waste Foundry Sand On Properties of Concreteshivanand hippargaNo ratings yet
- 1-s2.0-S2214785320384510-main1Document7 pages1-s2.0-S2214785320384510-main1Md. Mominul IslamNo ratings yet
- Characteristics of Cement Mortar With M-Sand As Replacement ofDocument8 pagesCharacteristics of Cement Mortar With M-Sand As Replacement ofVikas SharmaNo ratings yet
- To Investigate The Behavior of Concrete by Partial Replacement of Stone Dust With Fine Aggregates and Tobacco Waste Ash With CementDocument10 pagesTo Investigate The Behavior of Concrete by Partial Replacement of Stone Dust With Fine Aggregates and Tobacco Waste Ash With CementIJRASETPublicationsNo ratings yet
- With ReadingsDocument50 pagesWith ReadingsGaurav JethleNo ratings yet
- A Review On Lime Stone & Fly Ash Based With M-25 Grade ConcreteDocument4 pagesA Review On Lime Stone & Fly Ash Based With M-25 Grade Concreteiaset123No ratings yet
- Experimental Study On Concrete by Replacement of Fine Aggregate With Copper Slag, GGBS and M - SandDocument4 pagesExperimental Study On Concrete by Replacement of Fine Aggregate With Copper Slag, GGBS and M - SandInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Developing A Sustainable Concrete Using Sugarcane Bagasse Ash (SBA) With Partial Replacement of Fine Aggregate and CementDocument12 pagesDeveloping A Sustainable Concrete Using Sugarcane Bagasse Ash (SBA) With Partial Replacement of Fine Aggregate and CementIJRASETPublicationsNo ratings yet
- 13 - Kumarasamy-2021Document8 pages13 - Kumarasamy-2021Ali SherNo ratings yet
- Marble Powder For Normal Concrete M20 PDFDocument12 pagesMarble Powder For Normal Concrete M20 PDFgururajNo ratings yet
- 12.uso de Desechos Minerales de Silice Como Agregado en Un Concreto Verde de Alta Resistencia Trabajabilidad Resistencia Modo de FallaDocument8 pages12.uso de Desechos Minerales de Silice Como Agregado en Un Concreto Verde de Alta Resistencia Trabajabilidad Resistencia Modo de FallaJoel HernandezNo ratings yet
- 301 An Investigation On Use of Paper Mill Sludge in Brick ManufacturingDocument10 pages301 An Investigation On Use of Paper Mill Sludge in Brick ManufacturingarhamNo ratings yet
- Artificial Intelligence Approaches in Cyber SecurityDocument6 pagesArtificial Intelligence Approaches in Cyber SecurityEditor IJRITCCNo ratings yet
- Developing Digital Fluency in Early Education: Narratives of Elementary School TeachersDocument11 pagesDeveloping Digital Fluency in Early Education: Narratives of Elementary School TeachersInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design and Implementation of Software-Defined ReceiverDocument8 pagesDesign and Implementation of Software-Defined ReceiverInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Optimizing Bio-Implant Materials for Femur Bone Replacement:A Multi-Criteria Analysis and Finite Element StudyDocument5 pagesOptimizing Bio-Implant Materials for Femur Bone Replacement:A Multi-Criteria Analysis and Finite Element StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Inclusive Leadership in the South African Police Service (SAPS)Document26 pagesInclusive Leadership in the South African Police Service (SAPS)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Naturopathic Approaches to Relieving Constipation: Effective Natural Treatments and TherapiesDocument10 pagesNaturopathic Approaches to Relieving Constipation: Effective Natural Treatments and TherapiesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Crop Monitoring System with Water Moisture Levels Using ControllerDocument8 pagesCrop Monitoring System with Water Moisture Levels Using ControllerInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Environmental Sanitation – A Therapy for Healthy Living for Sustainable Development. A Case Study of Argungu Township Kebbi State, North Western NigeriaDocument15 pagesEnvironmental Sanitation – A Therapy for Healthy Living for Sustainable Development. A Case Study of Argungu Township Kebbi State, North Western NigeriaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Fahfi/Mochaina Illegal Gambling Activities and its Average Turnover within Limpopo ProvinceDocument8 pagesFahfi/Mochaina Illegal Gambling Activities and its Average Turnover within Limpopo ProvinceInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Year Wise Analysis and Prediction of Gold RatesDocument8 pagesYear Wise Analysis and Prediction of Gold RatesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Study to Assess the Effectiveness of Bronchial Hygiene Therapy (BHT) on Clinical Parameters among Mechanically Ventilated Patients in Selected Hospitals at ErodeDocument7 pagesA Study to Assess the Effectiveness of Bronchial Hygiene Therapy (BHT) on Clinical Parameters among Mechanically Ventilated Patients in Selected Hospitals at ErodeInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Oral Anti-Diabetic Semaglutide: A GLP-1 RA PeptideDocument11 pagesOral Anti-Diabetic Semaglutide: A GLP-1 RA PeptideInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Government's Role in DMO-based Urban Tourism in Kayutangan area of Malang cityDocument8 pagesThe Government's Role in DMO-based Urban Tourism in Kayutangan area of Malang cityInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Analysis of the Quality of Community Satisfaction in Public Services in Tanjungpinang Class I State Detention HouseDocument13 pagesAnalysis of the Quality of Community Satisfaction in Public Services in Tanjungpinang Class I State Detention HouseInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design and Analysis of Various Formwork SystemsDocument6 pagesDesign and Analysis of Various Formwork SystemsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effectiveness of Organizing Crossing Transport Services in the Maritime Area of Riau Islands ProvinceDocument10 pagesEffectiveness of Organizing Crossing Transport Services in the Maritime Area of Riau Islands ProvinceInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Income Diversification of Rural Households in Bangladesh (2022-23)Document5 pagesIncome Diversification of Rural Households in Bangladesh (2022-23)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Zilebesiran: The First siRNA Drug Therapy for HypertensionDocument5 pagesZilebesiran: The First siRNA Drug Therapy for HypertensionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Association Between Gender and Depression Among College StudentsDocument4 pagesAssociation Between Gender and Depression Among College StudentsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Reintegration of Dairy in Daily American Diets: A Biochemical and Nutritional PerspectiveDocument1 pageReintegration of Dairy in Daily American Diets: A Biochemical and Nutritional PerspectiveInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Analysis of the Effectiveness of Based Public Services Information and Communication Technology (ICT)Document10 pagesAnalysis of the Effectiveness of Based Public Services Information and Communication Technology (ICT)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Effects of Nanoplastics on Human Health: A Comprehensive StudyDocument7 pagesEffects of Nanoplastics on Human Health: A Comprehensive StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Evaluation of Lateral and Vertical Gingival Displacement Produced by Three Different Gingival Retraction Systems using Impression Scanning: An in-Vivo Original StudyDocument6 pagesEvaluation of Lateral and Vertical Gingival Displacement Produced by Three Different Gingival Retraction Systems using Impression Scanning: An in-Vivo Original StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Biometric Security Systems Enhanced by AI: Exploring Concerns with AI Advancements in Facial Recognition and Other Biometric Systems have Security Implications and VulnerabilitiesDocument5 pagesBiometric Security Systems Enhanced by AI: Exploring Concerns with AI Advancements in Facial Recognition and Other Biometric Systems have Security Implications and VulnerabilitiesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Salivary Diagnostics in Oral and Systemic Diseases - A ReviewDocument5 pagesSalivary Diagnostics in Oral and Systemic Diseases - A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Shift from Traditional to Modern Building Concepts and Designs in Ringim Town: A Comparative Study of Aesthetics, Values, Functions and DurabilityDocument9 pagesShift from Traditional to Modern Building Concepts and Designs in Ringim Town: A Comparative Study of Aesthetics, Values, Functions and DurabilityInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- MSMEs and Rural Prosperity: A Study of their Influence in Indonesian Agriculture and Rural EconomyDocument6 pagesMSMEs and Rural Prosperity: A Study of their Influence in Indonesian Agriculture and Rural EconomyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Appraisal of Nursing Care Received and it’s Satisfaction: A Case Study of Admitted Patients in Afe Babalola Multisystem Hospital, Ado Ekiti, Ekiti StateDocument12 pagesAppraisal of Nursing Care Received and it’s Satisfaction: A Case Study of Admitted Patients in Afe Babalola Multisystem Hospital, Ado Ekiti, Ekiti StateInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Occupational Injuries among Health Care Workers in Selected Hospitals in Ogbomosho, Oyo StateDocument6 pagesOccupational Injuries among Health Care Workers in Selected Hospitals in Ogbomosho, Oyo StateInternational Journal of Innovative Science and Research Technology100% (1)
- Prevalence of Microorganisms in UTI and Antibiotic Sensitivity Pattern among Gram Negative Isolates: A Cohort StudyDocument4 pagesPrevalence of Microorganisms in UTI and Antibiotic Sensitivity Pattern among Gram Negative Isolates: A Cohort StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- AI Robots in Various SectorDocument3 pagesAI Robots in Various SectorInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Catalogo Mercosul Espanhol CompactadoDocument32 pagesCatalogo Mercosul Espanhol CompactadorafaelpuaNo ratings yet
- 2 PBDocument6 pages2 PBparag7676No ratings yet
- 15 05 025 - Modification and Refurbishment ReportDocument9 pages15 05 025 - Modification and Refurbishment ReportEngineersEDGE CoimbatoreNo ratings yet
- Chemgard FRC-200Document3 pagesChemgard FRC-200ghazanfarNo ratings yet
- Use of Bolted Steel Plates For Strengthening of Reinforced Concrete Beams and ColumnsDocument34 pagesUse of Bolted Steel Plates For Strengthening of Reinforced Concrete Beams and Columnszakaria200811060No ratings yet
- 08 - Heat and Gas - ExerciseDocument23 pages08 - Heat and Gas - Exercisekenchan0810.kcNo ratings yet
- Astm D 1998-97Document11 pagesAstm D 1998-97alex.janeskoNo ratings yet
- Viscosity Analysis of Indian Origin Coal by Using Factsage at Different TemperaturesDocument8 pagesViscosity Analysis of Indian Origin Coal by Using Factsage at Different TemperaturesrajuvadlakondaNo ratings yet
- Angew Chem Int Ed - 2009 - Wang - Icon of Chemistry The Periodic System of Chemical Elements in The New CenturyDocument12 pagesAngew Chem Int Ed - 2009 - Wang - Icon of Chemistry The Periodic System of Chemical Elements in The New CenturyAitor PastorNo ratings yet
- Enclosed List As Annex 5a and 5bDocument150 pagesEnclosed List As Annex 5a and 5bManoj TribhuwanNo ratings yet
- Bitumen With Salt PDFDocument9 pagesBitumen With Salt PDFbkswain2003No ratings yet
- Roll Pass Design For Ribbed BarsDocument8 pagesRoll Pass Design For Ribbed BarsDiaa KassemNo ratings yet
- Chemical Filter Cartridge A2B2E2K2 P3Document3 pagesChemical Filter Cartridge A2B2E2K2 P3Zeina FarhatNo ratings yet
- PHD Thesis. Cyclic Behavior of Steel Fiber Reinforced Concrete: From Material To Seismic ColumnsDocument24 pagesPHD Thesis. Cyclic Behavior of Steel Fiber Reinforced Concrete: From Material To Seismic ColumnsZarr AkshNo ratings yet
- Sandwichtechnique 160426185329Document21 pagesSandwichtechnique 160426185329Dhari albthaliNo ratings yet
- Mavoko Civil Causelist For 9TH To 12TH October 2023Document24 pagesMavoko Civil Causelist For 9TH To 12TH October 2023Martin MutuaNo ratings yet
- How To Repair Cracked WallsDocument2 pagesHow To Repair Cracked WallsruwanthaNo ratings yet
- PCG MS Wall Painting 30122022Document23 pagesPCG MS Wall Painting 30122022Muhammad Danang WijayaNo ratings yet
- Disinfection Sterilization 2Document15 pagesDisinfection Sterilization 2Ãbdi TefNo ratings yet
- IPS E-Max CAD For CEREC SpeedFire (Dentsply Sirona)Document2 pagesIPS E-Max CAD For CEREC SpeedFire (Dentsply Sirona)Yassin SalahNo ratings yet
- 15 - GEST 92 171 Edition 6 - Personal Protective Equipment in The Chlorine IndustryDocument20 pages15 - GEST 92 171 Edition 6 - Personal Protective Equipment in The Chlorine IndustryAdemilson JuniorNo ratings yet
- Preparation and Characterization of Melittin-Loaded Poly (Dl-Lactic Acid) or Poly (Dl-Lactic-Co-Glycolic Acid) Microspheres Made by The Double Emulsion MethodDocument10 pagesPreparation and Characterization of Melittin-Loaded Poly (Dl-Lactic Acid) or Poly (Dl-Lactic-Co-Glycolic Acid) Microspheres Made by The Double Emulsion MethoddetesNo ratings yet
- Microstructure and Mechanical Behavior of Annealed MP35N Alloy WireDocument4 pagesMicrostructure and Mechanical Behavior of Annealed MP35N Alloy WireNorman LariosNo ratings yet
- Narrow Gap Submerged Arc WeldingDocument7 pagesNarrow Gap Submerged Arc Weldingajithkumar mNo ratings yet
- CH 01Document31 pagesCH 01loverNo ratings yet
- Wire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionDocument1 pageWire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionRaghu Dev HosurNo ratings yet
- Solid Waste Management ProgramDocument31 pagesSolid Waste Management ProgramDennislyNo ratings yet
- CHAPTER 8 Engine Lubrication and CoolingDocument30 pagesCHAPTER 8 Engine Lubrication and CoolingRushabh PatelNo ratings yet