Download as pdf or txt
You might also like
- CNH Spec ENS0301 - Significant CharacteristicsDocument13 pagesCNH Spec ENS0301 - Significant CharacteristicsJoe Scopelite100% (1)
- Topographic Maps: Use The Following Hiking Map From Enchanted Rock To Complete The Following QuestionsDocument3 pagesTopographic Maps: Use The Following Hiking Map From Enchanted Rock To Complete The Following QuestionsVinujah Sukumaran50% (4)
- Xs Analyse Service ManualDocument170 pagesXs Analyse Service ManualPablo A. Flores78% (9)
- ALSPA Control System Controcad V5.3 Configuration of Functions Reference ManualDocument201 pagesALSPA Control System Controcad V5.3 Configuration of Functions Reference ManualHoaibao Ngo100% (3)
- Case Study: Malformed Frogs: Unit Project WorksheetDocument4 pagesCase Study: Malformed Frogs: Unit Project WorksheetKatherine Moreno0% (1)
- Operation Manual: Air Leak Tester LS-R902Document154 pagesOperation Manual: Air Leak Tester LS-R902Lee ThànhNo ratings yet
- Quality Control - Measurement by Ahsan Akter HasinDocument343 pagesQuality Control - Measurement by Ahsan Akter HasinRashedul005786% (7)
- Te040 Oracle EamDocument31 pagesTe040 Oracle Eamumesh_shaNo ratings yet
- FCTM Normal ProceduresDocument211 pagesFCTM Normal ProceduresChristiano Santos0% (1)
- Offshore Engineer-February 2015Document84 pagesOffshore Engineer-February 2015ilkerkozturk100% (2)
- CE332 Ex3 TurbidityDocument7 pagesCE332 Ex3 Turbiditykas.kk1221No ratings yet
- Ex 2 RollingDocument11 pagesEx 2 RollingNawafNo ratings yet
- CE332 Ex4 TVSTFSDocument8 pagesCE332 Ex4 TVSTFSkas.kk1221No ratings yet
- التجربة الثالثه اخر تعديلDocument12 pagesالتجربة الثالثه اخر تعديلAJ 9995No ratings yet
- Lab Report Qroup 2ADocument9 pagesLab Report Qroup 2AFuu HouHouNo ratings yet
- CE332 - Ex4 - TVSTFS WeDocument9 pagesCE332 - Ex4 - TVSTFS Wekas.kk1221No ratings yet
- نسخة Report33Document11 pagesنسخة Report33AJ 9995No ratings yet
- نسخة حسابات لنا فقطDocument14 pagesنسخة حسابات لنا فقطAJ 9995No ratings yet
- Experiment Number 2 - 2Document9 pagesExperiment Number 2 - 2Fuu HouHouNo ratings yet
- Expermen 1Document9 pagesExpermen 1AJ 9995No ratings yet
- Format Laporan MEM564 (5 Jan 2011)Document4 pagesFormat Laporan MEM564 (5 Jan 2011)Hakim HalimNo ratings yet
- Lab Welding Bending TestDocument12 pagesLab Welding Bending TestIdham DanialNo ratings yet
- Experiment Title: Experiment # 1: MAE 157 - Basic Mechanical Engineering LaboratoryDocument12 pagesExperiment Title: Experiment # 1: MAE 157 - Basic Mechanical Engineering LaboratoryHanna KristantoNo ratings yet
- Filing, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportDocument22 pagesFiling, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportBabong KobNo ratings yet
- State Council For Technical Education and Vocational Training, OdishaDocument17 pagesState Council For Technical Education and Vocational Training, OdishaSWARNA LATANo ratings yet
- BSCpE-Table-of-Specifications-Format - Midterm - CPE 122Document1 pageBSCpE-Table-of-Specifications-Format - Midterm - CPE 122Blessed AramayNo ratings yet
- ARE5 HandbookDocument173 pagesARE5 HandbookzuireracsoNo ratings yet
- CosmoDocument144 pagesCosmoJosh Nhân100% (1)
- DT UserGuide SV8100Document69 pagesDT UserGuide SV8100warlok101jgNo ratings yet
- SOP TemplateDocument3 pagesSOP TemplateMarvin XavierNo ratings yet
- HB MJ Sma 11780931Document110 pagesHB MJ Sma 11780931David EguezNo ratings yet
- BLS 3000 ManualDocument6 pagesBLS 3000 ManualvinodNo ratings yet
- GESP-FAC-EP-008-ConocoPhilips-Separator Sizing GuidelineDocument70 pagesGESP-FAC-EP-008-ConocoPhilips-Separator Sizing GuidelineCristinaNo ratings yet
- 03.04.04 TPEM MFR 1252 4266 - enDocument74 pages03.04.04 TPEM MFR 1252 4266 - ensherifNo ratings yet
- Doe Specification: Uninterruptible Power Supply (Ups) SystemsDocument53 pagesDoe Specification: Uninterruptible Power Supply (Ups) Systemsiipmnpti iipmNo ratings yet
- PM - Class - Change (Training Manual) : Project Name: IMSS Implementation at UPRVUNL Project ID: 6820-02Document9 pagesPM - Class - Change (Training Manual) : Project Name: IMSS Implementation at UPRVUNL Project ID: 6820-02150819850No ratings yet
- 5th Sem Mechanical RevisedDocument24 pages5th Sem Mechanical Revisedbunty231No ratings yet
- Model 245 247 Maintenance ENDocument15 pagesModel 245 247 Maintenance ENColleen WalkerNo ratings yet
- IndexDocument3 pagesIndex200103102079No ratings yet
- Functional Descr Mot01RevJDocument31 pagesFunctional Descr Mot01RevJCamilo Ponce PerezNo ratings yet
- Tcms Operations AND Maintenance Philosophy: NASA-IM-10B796Document32 pagesTcms Operations AND Maintenance Philosophy: NASA-IM-10B796anshadaman7No ratings yet
- BEE20901 MKS 2 ELECTRONICS ENGINEERING LABORATORY II Speed Control SystemDocument26 pagesBEE20901 MKS 2 ELECTRONICS ENGINEERING LABORATORY II Speed Control SystemAnie SaidNo ratings yet
- Template of Final Year Project Report-30-08-2021-1-1 (1) (1) 2Document36 pagesTemplate of Final Year Project Report-30-08-2021-1-1 (1) (1) 2Muhammad Yasir SanghaarNo ratings yet
- Mumbai Univ SyllabusDocument18 pagesMumbai Univ SyllabusssaprodNo ratings yet
- Daksh Verma - 102189003 - Final ReportDocument45 pagesDaksh Verma - 102189003 - Final ReportDivyansh YadavNo ratings yet
- GRDU-EG-PRC-04-001-A1 CommentsDocument14 pagesGRDU-EG-PRC-04-001-A1 CommentsHermenegildo ZolaNo ratings yet
- Manukau Institute of Technology Faculty of Engineering & Trades School of Professional EngineeringDocument4 pagesManukau Institute of Technology Faculty of Engineering & Trades School of Professional Engineeringrohit22eNo ratings yet
- Drager Oxylog 2000 Plus Draeger Service ManualDocument58 pagesDrager Oxylog 2000 Plus Draeger Service Manualvitor100% (1)
- Guidelines For Btech Industrial Training EedDocument6 pagesGuidelines For Btech Industrial Training EedhimanshuNo ratings yet
- 591 - Syllabus (4th Sem) Mechanical Engg. Dept.Document22 pages591 - Syllabus (4th Sem) Mechanical Engg. Dept.Rushikesh WakodeNo ratings yet
- Syllabus For Bachelor of Technology Chemical EngineeringDocument3 pagesSyllabus For Bachelor of Technology Chemical Engineeringsnow ivoryNo ratings yet
- Mechanical EngineeringDocument132 pagesMechanical EngineeringKarl KaushalNo ratings yet
- USFM ReferenceDocument97 pagesUSFM Referenceramfive torresNo ratings yet
- Technical Requirements For Electrical EquipmentDocument20 pagesTechnical Requirements For Electrical EquipmentvigneshwarannnNo ratings yet
- Industrial Training Report Format 2022Document12 pagesIndustrial Training Report Format 2022sadNo ratings yet
- Sip Noe 8088Document382 pagesSip Noe 8088alberto.oliveira.suporteNo ratings yet
- ABB SACE Division: PR122/VF Modbus System InterfaceDocument40 pagesABB SACE Division: PR122/VF Modbus System InterfacePedro RogerNo ratings yet
- Production Technology (CD)Document7 pagesProduction Technology (CD)ParasNo ratings yet
- DG Pse 0104 PDFDocument24 pagesDG Pse 0104 PDFErika Caicedo100% (1)
- MS Computer ScienceDocument73 pagesMS Computer ScienceShahzad ShabbirNo ratings yet
- Handout CHE F343Document3 pagesHandout CHE F343Aryan ShuklaNo ratings yet
- Iso-Iec 14519Document889 pagesIso-Iec 14519LLNo ratings yet
- Process Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesFrom EverandProcess Analytical Technology: Spectroscopic Tools and Implementation Strategies for the Chemical and Pharmaceutical IndustriesKatherine A. BakeevNo ratings yet
- Materials Letters: Featured LetterDocument4 pagesMaterials Letters: Featured Letterbiomedicalengineer 27No ratings yet
- FG StackDocument15 pagesFG StackTahir Sapsal100% (1)
- Thesis APDocument31 pagesThesis APIvy SorianoNo ratings yet
- SDL Atlas Catalog 23 2015Document150 pagesSDL Atlas Catalog 23 2015Tahir NizamNo ratings yet
- Lesson Plan 25 - 09Document6 pagesLesson Plan 25 - 09Natalia CamargoNo ratings yet
- John Champagne - The Ethics of Marginality - A New Approach To Gay Studies (1995)Document267 pagesJohn Champagne - The Ethics of Marginality - A New Approach To Gay Studies (1995)Ildikó HomaNo ratings yet
- A Conversation Explaining BiomimicryDocument6 pagesA Conversation Explaining Biomimicryapi-3703075100% (2)
- Ho Yi Ying, Lau Hong Ming, Low Zi Chin, Ryan Chew Chun Nan, Sharleen Yeo YeeDocument2 pagesHo Yi Ying, Lau Hong Ming, Low Zi Chin, Ryan Chew Chun Nan, Sharleen Yeo YeesharleenNo ratings yet
- CSS Assignment Case1 TheWeatherCompanyDocument6 pagesCSS Assignment Case1 TheWeatherCompanyNicole FritschNo ratings yet
- Invented EdensDocument201 pagesInvented EdensLeslie López100% (3)
- Bartleby The ScrivenerDocument58 pagesBartleby The ScrivenerMrEvidenceLove100% (1)
- Various Artists - The Joy of ClassicsDocument82 pagesVarious Artists - The Joy of ClassicsCarlos Toledo88% (16)
- Introduction To Awadh Architecture: Submitted By: Utkarsh Agarwal Pratibha Verma Ankit Shukla Sunaina BansalDocument7 pagesIntroduction To Awadh Architecture: Submitted By: Utkarsh Agarwal Pratibha Verma Ankit Shukla Sunaina BansalMahak Gupta100% (1)
- Article 2013 Legume Perspectives 1-45-46Document53 pagesArticle 2013 Legume Perspectives 1-45-46kondwanigift0101No ratings yet
- CH 2 Climate of PakistanDocument29 pagesCH 2 Climate of PakistanZeeshan HassanNo ratings yet
- All The World's A StageDocument9 pagesAll The World's A StagesonynmurthyNo ratings yet
- POYDocument6 pagesPOYChristine KatalbasNo ratings yet
- HahayysDocument30 pagesHahayys2BGrp3Plaza, Anna MaeNo ratings yet
- Consumer Chemistry Q2 M2 Esconde 1 4.docx RemovedDocument26 pagesConsumer Chemistry Q2 M2 Esconde 1 4.docx RemovedAya Panelo Daplas100% (1)
- Panadent SystemDocument70 pagesPanadent SystemDhananjay GandageNo ratings yet
- English Activity 1Document13 pagesEnglish Activity 1Mika ValenciaNo ratings yet
- Final Management Project On Geo TVDocument35 pagesFinal Management Project On Geo TVAli Malik100% (1)
- 13 3friedman PDFDocument20 pages13 3friedman PDFfreedownloads1No ratings yet
- Dg-1 (Remote Radiator) Above Control Room Slab: 05-MAR-2018 Atluri Mohan Krishna (B845)Document32 pagesDg-1 (Remote Radiator) Above Control Room Slab: 05-MAR-2018 Atluri Mohan Krishna (B845)Shaik AbdullaNo ratings yet
- Is 1079 98Document12 pagesIs 1079 98Rakesh SrivastavaNo ratings yet
- Memoria Proyecto Informativo de Alcantarillado Domiciliario Miguel CorralDocument7 pagesMemoria Proyecto Informativo de Alcantarillado Domiciliario Miguel CorralCarlos MoralesNo ratings yet
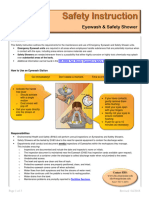
- Eyewash and Safety Shower SiDocument3 pagesEyewash and Safety Shower SiAli EsmaeilbeygiNo ratings yet