
How To Read Steel Ladle Wear
How To Read Steel Ladle Wear
You might also like
- Solution Manual For An Introduction To Fluid Mecha B.qs. Z. MorrisonDocument1,057 pagesSolution Manual For An Introduction To Fluid Mecha B.qs. Z. MorrisonSaraNo ratings yet
- Annexure 3 External Inspection ChecklistDocument5 pagesAnnexure 3 External Inspection Checklistankur100% (1)
- The Adrenal Reset Diet by Alan Christianson, NMD - ExcerptDocument39 pagesThe Adrenal Reset Diet by Alan Christianson, NMD - ExcerptCrown Publishing Group56% (9)
- Pad Eye InspectionDocument3 pagesPad Eye InspectionVerda Yunita100% (2)
- Corrosion Coupon TestingDocument4 pagesCorrosion Coupon TestingMehdi NaderiNo ratings yet
- Federation of Piling Specialists Testing Datasheet No. 1: Guidance For The Principal ContractorDocument27 pagesFederation of Piling Specialists Testing Datasheet No. 1: Guidance For The Principal ContractorHemant YadavNo ratings yet
- A Simulations Test For The Selection of Coatings and Surface Treatments For Plastics Injection Moulding MachinesDocument9 pagesA Simulations Test For The Selection of Coatings and Surface Treatments For Plastics Injection Moulding MachinesCassioLopesNo ratings yet
- Fdocuments - in API 571 Part 4Document21 pagesFdocuments - in API 571 Part 4guruNo ratings yet
- Cswip 3 (1) .1 Bridge Examination QuestionDocument3 pagesCswip 3 (1) .1 Bridge Examination QuestionbassamNo ratings yet
- Sty MatDocument7 pagesSty Matsonalisabir100% (1)
- FCCU Expansion Joint On-Site Inspection ServiceDocument4 pagesFCCU Expansion Joint On-Site Inspection ServiceliNo ratings yet
- Ap RP 572Document3 pagesAp RP 572Mohammed IlliasuddinNo ratings yet
- Piping Inspection-MTDocument73 pagesPiping Inspection-MTInstech Premier Sdn BhdNo ratings yet
- Chap-3 (Health Assessment of RC Structrues) FinalDocument26 pagesChap-3 (Health Assessment of RC Structrues) FinalAshish SinghNo ratings yet
- Technical Information Regarding Corrosion Testing - : by A. S. KrisherDocument2 pagesTechnical Information Regarding Corrosion Testing - : by A. S. KrisherWilliam Fernando Barrera ArangurenNo ratings yet
- Perilya Handrail Testing Device: Perilya Broken Hill Limited - NSW Winner of The Metalliferous Innovation AwardDocument5 pagesPerilya Handrail Testing Device: Perilya Broken Hill Limited - NSW Winner of The Metalliferous Innovation AwardDejan AntanasijevicNo ratings yet
- Preprint 10-025: Analytical Design Procedure Using The Wilson Equation V. A. Scovazzo, John T. Boyd Co., Richland, WADocument6 pagesPreprint 10-025: Analytical Design Procedure Using The Wilson Equation V. A. Scovazzo, John T. Boyd Co., Richland, WAEduardo MenaNo ratings yet
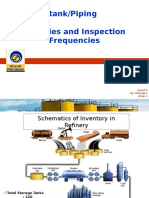
- TankDocument72 pagesTankBay Eba100% (1)
- Strong Acid System Troubleshooting: - Stick TestDocument3 pagesStrong Acid System Troubleshooting: - Stick TestrsubramaniNo ratings yet
- API 571 Part 4Document20 pagesAPI 571 Part 4Bashu Poudel100% (1)
- An Engineers CasebookDocument87 pagesAn Engineers CasebookParesh AdhwaryuNo ratings yet
- Irjet V8i9303Document5 pagesIrjet V8i9303David SantosNo ratings yet
- MTDocument73 pagesMTAravindRajendran100% (1)
- Processed-Presentation 1Document17 pagesProcessed-Presentation 1Christian EstebanNo ratings yet
- The Concrete Producer Article PDF - Troubleshooting Precast Cracks in Hollow-Core SlabsDocument4 pagesThe Concrete Producer Article PDF - Troubleshooting Precast Cracks in Hollow-Core SlabsmahmoodgulamNo ratings yet
- DOC-20230601Document4 pagesDOC-20230601Partha SahaNo ratings yet
- Part II-Chapter 1-API-RP 5 72Document11 pagesPart II-Chapter 1-API-RP 5 72Amr SolimanNo ratings yet
- CH 06.03 Steel Tank LineDocument8 pagesCH 06.03 Steel Tank LineNgô Trung NghĩaNo ratings yet
- Ancon Lockable Dowels and Locking Pins March 2015Document16 pagesAncon Lockable Dowels and Locking Pins March 2015fovod74255No ratings yet
- Inspection of CastingDocument23 pagesInspection of CastingRaghu SanthNo ratings yet
- Well CompletionDocument11 pagesWell CompletionMuhammad SaiedNo ratings yet
- Sampling of Oil-Filled Power Apparatus Instructions: Why Sample?Document4 pagesSampling of Oil-Filled Power Apparatus Instructions: Why Sample?sajjad_pirzada100% (1)
- Cathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Document4 pagesCathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)jagarcik5No ratings yet
- Steam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsDocument11 pagesSteam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsAnonymous lmCR3SkPrKNo ratings yet
- Ceramic Tile in An Exterior InstallationDocument2 pagesCeramic Tile in An Exterior InstallationHeriberto Yau BNo ratings yet
- NDT Technician: Visual Testing of Pipe ThreadsDocument12 pagesNDT Technician: Visual Testing of Pipe ThreadsPablo Gonzalez100% (1)
- Paper - Practical Considerations of Inspecting Post-Tensioned BridgesDocument7 pagesPaper - Practical Considerations of Inspecting Post-Tensioned Bridgessyndicate_mauliNo ratings yet
- FHWA Technical AdvisoryDocument3 pagesFHWA Technical Advisorychaverria2009No ratings yet
- BP - Tb0002inspection of Small-Bore Fittings and PipeworkDocument4 pagesBP - Tb0002inspection of Small-Bore Fittings and PipeworkMohd Khairul100% (1)
- Inspection and Inspection Above Ground FRP LiningDocument8 pagesInspection and Inspection Above Ground FRP LiningKamatchi NathanNo ratings yet
- Case Study - Knockout DrumDocument2 pagesCase Study - Knockout DrumAshfaq AnwerNo ratings yet
- CTOD Testing: Job Knowledge 76Document3 pagesCTOD Testing: Job Knowledge 76kevin herryNo ratings yet
- SPE-59201-MS Development of An Open Hole Sidetracking SystemDocument4 pagesSPE-59201-MS Development of An Open Hole Sidetracking SystemarlenNo ratings yet
- Elements of An API 653 Tank InspectionDocument4 pagesElements of An API 653 Tank Inspectioncamasa2011No ratings yet
- Generator TestingDocument11 pagesGenerator TestingYugandhara Chakravarthy Kancherla100% (1)
- OchureDocument13 pagesOchureFabian CampañaNo ratings yet
- Astm e 754Document8 pagesAstm e 754Mauricio RiquelmeNo ratings yet
- GRP Pipes Method StatementDocument11 pagesGRP Pipes Method StatementFaisalNo ratings yet
- Corrosion Under Insulation of Plant and Pipework v3Document6 pagesCorrosion Under Insulation of Plant and Pipework v3patrick6364No ratings yet
- Assessment of Structural Integrity of The BuildingDocument17 pagesAssessment of Structural Integrity of The BuildingMary KristineNo ratings yet
- Corrosion Coupon TestingDocument5 pagesCorrosion Coupon TestingJefanny JaouhariNo ratings yet
- L-BOX Apparatus PDFDocument11 pagesL-BOX Apparatus PDFRavi ParikhNo ratings yet
- Sop Magnesium Anode Installation - ThiessDocument10 pagesSop Magnesium Anode Installation - ThiessbonnicoNo ratings yet
- Norma D-6904-03 Wind Diven Rain Test PDFDocument3 pagesNorma D-6904-03 Wind Diven Rain Test PDFflorentinoNo ratings yet
- Electrical High Voltage BushingsDocument49 pagesElectrical High Voltage BushingsShang Divina Ebrada100% (1)
- How To Analyze Gear FailuresDocument6 pagesHow To Analyze Gear FailuresHossein100% (1)
- Pressure Vessel InspectionDocument44 pagesPressure Vessel Inspectionأحمد صبحى100% (4)
- Lockable Dowels - Precast PDFDocument12 pagesLockable Dowels - Precast PDFkamakshiNo ratings yet
- SPE WI Workshop. Annulus Leak Repair OptionsDocument7 pagesSPE WI Workshop. Annulus Leak Repair Optionsibrahimletaief1985No ratings yet
- The Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsFrom EverandThe Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsNo ratings yet
- Your Home Inspected: An Addendum for Residential Home Inspection ReportsFrom EverandYour Home Inspected: An Addendum for Residential Home Inspection ReportsNo ratings yet
- Lesson 5: Evidence of Science and Technology During Pre-Columbian TimesDocument4 pagesLesson 5: Evidence of Science and Technology During Pre-Columbian TimesChristian Jay CusayNo ratings yet
- TF2105-09-Sinusoids and PhasorsDocument26 pagesTF2105-09-Sinusoids and PhasorsGilbert SihombingNo ratings yet
- Eurocontract Epc Facility Management Model Contract en PDFDocument53 pagesEurocontract Epc Facility Management Model Contract en PDFIshtiaque AhmedNo ratings yet
- THESIS WRITING Compression of All ChaptersDocument108 pagesTHESIS WRITING Compression of All ChaptersKeisha Pearl Jaime SillaNo ratings yet
- Hellenistic Core Formed Glass From EpirusDocument11 pagesHellenistic Core Formed Glass From EpirusGeorgianna LaviniaNo ratings yet
- F Microgrids Development and ImplementationDocument303 pagesF Microgrids Development and Implementationsri261eeeNo ratings yet
- Characteristics and Process of ResearchDocument25 pagesCharacteristics and Process of ResearchDaphne LintaoNo ratings yet
- Arsovski Miodrag-70 Godini Š.K.kumanovoDocument102 pagesArsovski Miodrag-70 Godini Š.K.kumanovoDimitar KacakovskiNo ratings yet
- SR5 TOOL Equipment, Communication & Deck Related, CompiledDocument5 pagesSR5 TOOL Equipment, Communication & Deck Related, CompiledBeki LokaNo ratings yet
- EE3331C Feedback Control Systems L7: Control System Performance: Transient & Steady-StateDocument30 pagesEE3331C Feedback Control Systems L7: Control System Performance: Transient & Steady-Statepremsanjith subramaniNo ratings yet
- Build Link Hots Build Link Build Link: Last UpdatedDocument3 pagesBuild Link Hots Build Link Build Link: Last UpdatedHéctor CastilloNo ratings yet
- CONCLUSION ZaraDocument2 pagesCONCLUSION ZaraThevhan MurallyNo ratings yet
- Pengaruh Lingkungan Dan Stress Kerja Terhadap Produktivitas Kerja Karyawan PT Panasonic Gobel Life Solutions Manufacturing IndonesiaDocument13 pagesPengaruh Lingkungan Dan Stress Kerja Terhadap Produktivitas Kerja Karyawan PT Panasonic Gobel Life Solutions Manufacturing Indonesiaachmad fauzi romadonNo ratings yet
- (Methods in Molecular Biology 823) Stacy M. Cowherd (Auth.), Virginia Espina, Lance A. Liotta (Eds.) - Molecular Profiling - Methods and Protocols (2012, Humana Press)Document462 pages(Methods in Molecular Biology 823) Stacy M. Cowherd (Auth.), Virginia Espina, Lance A. Liotta (Eds.) - Molecular Profiling - Methods and Protocols (2012, Humana Press)ashutosh pandey100% (1)
- H 1390 ManualDocument12 pagesH 1390 ManualFELIPE IGNACIO C�RDOBA REBOLLEDONo ratings yet
- Corner ModelDocument111 pagesCorner ModelmohamedNo ratings yet
- Vector Algebra FormulaeDocument3 pagesVector Algebra FormulaeDeepak SirNo ratings yet
- Graded Assignment: Semester B Test, Part 2Document3 pagesGraded Assignment: Semester B Test, Part 2huda.guavaNo ratings yet
- Sources of Magnetic FieldsDocument13 pagesSources of Magnetic FieldsAbdalla FarisNo ratings yet
- TempDocument3 pagesTempParth Joshi100% (1)
- 4.4 - Solve & Write Multiplication EquationsDocument1 page4.4 - Solve & Write Multiplication EquationsMostafa Nashaat MamdouhNo ratings yet
- Coding Form BarangDocument7 pagesCoding Form Barangzalfa yourpackagingsolutionNo ratings yet
- Final Paper - Loftus and Palmer ExperimentDocument12 pagesFinal Paper - Loftus and Palmer ExperimentMartin BaciertoNo ratings yet
- RTD of CSTR Observation and CalculatoinsDocument27 pagesRTD of CSTR Observation and CalculatoinsLucifer MorningstarNo ratings yet
- Robust Control of A Two-Wheeled Robot : CONFIDENTIAL. Limited Circulation. For Review OnlyDocument6 pagesRobust Control of A Two-Wheeled Robot : CONFIDENTIAL. Limited Circulation. For Review OnlyChandrajit GangulyNo ratings yet
- API 5L Pipe SpecificationsDocument10 pagesAPI 5L Pipe SpecificationsFarid FaridNo ratings yet
- Fundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, IndianDocument35 pagesFundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, Indianyair Enrique Romero OspinoNo ratings yet
- Jamal. Collaboration TheoryDocument19 pagesJamal. Collaboration TheoryDiego Uliano RochaNo ratings yet






















































































Download as pdf or txt
You might also like
- Solution Manual For An Introduction To Fluid Mecha B.qs. Z. MorrisonDocument1,057 pagesSolution Manual For An Introduction To Fluid Mecha B.qs. Z. MorrisonSaraNo ratings yet
- Annexure 3 External Inspection ChecklistDocument5 pagesAnnexure 3 External Inspection Checklistankur100% (1)
- The Adrenal Reset Diet by Alan Christianson, NMD - ExcerptDocument39 pagesThe Adrenal Reset Diet by Alan Christianson, NMD - ExcerptCrown Publishing Group56% (9)
- Pad Eye InspectionDocument3 pagesPad Eye InspectionVerda Yunita100% (2)
- Corrosion Coupon TestingDocument4 pagesCorrosion Coupon TestingMehdi NaderiNo ratings yet
- Federation of Piling Specialists Testing Datasheet No. 1: Guidance For The Principal ContractorDocument27 pagesFederation of Piling Specialists Testing Datasheet No. 1: Guidance For The Principal ContractorHemant YadavNo ratings yet
- A Simulations Test For The Selection of Coatings and Surface Treatments For Plastics Injection Moulding MachinesDocument9 pagesA Simulations Test For The Selection of Coatings and Surface Treatments For Plastics Injection Moulding MachinesCassioLopesNo ratings yet
- Fdocuments - in API 571 Part 4Document21 pagesFdocuments - in API 571 Part 4guruNo ratings yet
- Cswip 3 (1) .1 Bridge Examination QuestionDocument3 pagesCswip 3 (1) .1 Bridge Examination QuestionbassamNo ratings yet
- Sty MatDocument7 pagesSty Matsonalisabir100% (1)
- FCCU Expansion Joint On-Site Inspection ServiceDocument4 pagesFCCU Expansion Joint On-Site Inspection ServiceliNo ratings yet
- Ap RP 572Document3 pagesAp RP 572Mohammed IlliasuddinNo ratings yet
- Piping Inspection-MTDocument73 pagesPiping Inspection-MTInstech Premier Sdn BhdNo ratings yet
- Chap-3 (Health Assessment of RC Structrues) FinalDocument26 pagesChap-3 (Health Assessment of RC Structrues) FinalAshish SinghNo ratings yet
- Technical Information Regarding Corrosion Testing - : by A. S. KrisherDocument2 pagesTechnical Information Regarding Corrosion Testing - : by A. S. KrisherWilliam Fernando Barrera ArangurenNo ratings yet
- Perilya Handrail Testing Device: Perilya Broken Hill Limited - NSW Winner of The Metalliferous Innovation AwardDocument5 pagesPerilya Handrail Testing Device: Perilya Broken Hill Limited - NSW Winner of The Metalliferous Innovation AwardDejan AntanasijevicNo ratings yet
- Preprint 10-025: Analytical Design Procedure Using The Wilson Equation V. A. Scovazzo, John T. Boyd Co., Richland, WADocument6 pagesPreprint 10-025: Analytical Design Procedure Using The Wilson Equation V. A. Scovazzo, John T. Boyd Co., Richland, WAEduardo MenaNo ratings yet
- TankDocument72 pagesTankBay Eba100% (1)
- Strong Acid System Troubleshooting: - Stick TestDocument3 pagesStrong Acid System Troubleshooting: - Stick TestrsubramaniNo ratings yet
- API 571 Part 4Document20 pagesAPI 571 Part 4Bashu Poudel100% (1)
- An Engineers CasebookDocument87 pagesAn Engineers CasebookParesh AdhwaryuNo ratings yet
- Irjet V8i9303Document5 pagesIrjet V8i9303David SantosNo ratings yet
- MTDocument73 pagesMTAravindRajendran100% (1)
- Processed-Presentation 1Document17 pagesProcessed-Presentation 1Christian EstebanNo ratings yet
- The Concrete Producer Article PDF - Troubleshooting Precast Cracks in Hollow-Core SlabsDocument4 pagesThe Concrete Producer Article PDF - Troubleshooting Precast Cracks in Hollow-Core SlabsmahmoodgulamNo ratings yet
- DOC-20230601Document4 pagesDOC-20230601Partha SahaNo ratings yet
- Part II-Chapter 1-API-RP 5 72Document11 pagesPart II-Chapter 1-API-RP 5 72Amr SolimanNo ratings yet
- CH 06.03 Steel Tank LineDocument8 pagesCH 06.03 Steel Tank LineNgô Trung NghĩaNo ratings yet
- Ancon Lockable Dowels and Locking Pins March 2015Document16 pagesAncon Lockable Dowels and Locking Pins March 2015fovod74255No ratings yet
- Inspection of CastingDocument23 pagesInspection of CastingRaghu SanthNo ratings yet
- Well CompletionDocument11 pagesWell CompletionMuhammad SaiedNo ratings yet
- Sampling of Oil-Filled Power Apparatus Instructions: Why Sample?Document4 pagesSampling of Oil-Filled Power Apparatus Instructions: Why Sample?sajjad_pirzada100% (1)
- Cathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)Document4 pagesCathodic Disbondment Test of Pipeline Coatings (Attached Cell Method)jagarcik5No ratings yet
- Steam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsDocument11 pagesSteam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsAnonymous lmCR3SkPrKNo ratings yet
- Ceramic Tile in An Exterior InstallationDocument2 pagesCeramic Tile in An Exterior InstallationHeriberto Yau BNo ratings yet
- NDT Technician: Visual Testing of Pipe ThreadsDocument12 pagesNDT Technician: Visual Testing of Pipe ThreadsPablo Gonzalez100% (1)
- Paper - Practical Considerations of Inspecting Post-Tensioned BridgesDocument7 pagesPaper - Practical Considerations of Inspecting Post-Tensioned Bridgessyndicate_mauliNo ratings yet
- FHWA Technical AdvisoryDocument3 pagesFHWA Technical Advisorychaverria2009No ratings yet
- BP - Tb0002inspection of Small-Bore Fittings and PipeworkDocument4 pagesBP - Tb0002inspection of Small-Bore Fittings and PipeworkMohd Khairul100% (1)
- Inspection and Inspection Above Ground FRP LiningDocument8 pagesInspection and Inspection Above Ground FRP LiningKamatchi NathanNo ratings yet
- Case Study - Knockout DrumDocument2 pagesCase Study - Knockout DrumAshfaq AnwerNo ratings yet
- CTOD Testing: Job Knowledge 76Document3 pagesCTOD Testing: Job Knowledge 76kevin herryNo ratings yet
- SPE-59201-MS Development of An Open Hole Sidetracking SystemDocument4 pagesSPE-59201-MS Development of An Open Hole Sidetracking SystemarlenNo ratings yet
- Elements of An API 653 Tank InspectionDocument4 pagesElements of An API 653 Tank Inspectioncamasa2011No ratings yet
- Generator TestingDocument11 pagesGenerator TestingYugandhara Chakravarthy Kancherla100% (1)
- OchureDocument13 pagesOchureFabian CampañaNo ratings yet
- Astm e 754Document8 pagesAstm e 754Mauricio RiquelmeNo ratings yet
- GRP Pipes Method StatementDocument11 pagesGRP Pipes Method StatementFaisalNo ratings yet
- Corrosion Under Insulation of Plant and Pipework v3Document6 pagesCorrosion Under Insulation of Plant and Pipework v3patrick6364No ratings yet
- Assessment of Structural Integrity of The BuildingDocument17 pagesAssessment of Structural Integrity of The BuildingMary KristineNo ratings yet
- Corrosion Coupon TestingDocument5 pagesCorrosion Coupon TestingJefanny JaouhariNo ratings yet
- L-BOX Apparatus PDFDocument11 pagesL-BOX Apparatus PDFRavi ParikhNo ratings yet
- Sop Magnesium Anode Installation - ThiessDocument10 pagesSop Magnesium Anode Installation - ThiessbonnicoNo ratings yet
- Norma D-6904-03 Wind Diven Rain Test PDFDocument3 pagesNorma D-6904-03 Wind Diven Rain Test PDFflorentinoNo ratings yet
- Electrical High Voltage BushingsDocument49 pagesElectrical High Voltage BushingsShang Divina Ebrada100% (1)
- How To Analyze Gear FailuresDocument6 pagesHow To Analyze Gear FailuresHossein100% (1)
- Pressure Vessel InspectionDocument44 pagesPressure Vessel Inspectionأحمد صبحى100% (4)
- Lockable Dowels - Precast PDFDocument12 pagesLockable Dowels - Precast PDFkamakshiNo ratings yet
- SPE WI Workshop. Annulus Leak Repair OptionsDocument7 pagesSPE WI Workshop. Annulus Leak Repair Optionsibrahimletaief1985No ratings yet
- The Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsFrom EverandThe Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsNo ratings yet
- Your Home Inspected: An Addendum for Residential Home Inspection ReportsFrom EverandYour Home Inspected: An Addendum for Residential Home Inspection ReportsNo ratings yet
- Lesson 5: Evidence of Science and Technology During Pre-Columbian TimesDocument4 pagesLesson 5: Evidence of Science and Technology During Pre-Columbian TimesChristian Jay CusayNo ratings yet
- TF2105-09-Sinusoids and PhasorsDocument26 pagesTF2105-09-Sinusoids and PhasorsGilbert SihombingNo ratings yet
- Eurocontract Epc Facility Management Model Contract en PDFDocument53 pagesEurocontract Epc Facility Management Model Contract en PDFIshtiaque AhmedNo ratings yet
- THESIS WRITING Compression of All ChaptersDocument108 pagesTHESIS WRITING Compression of All ChaptersKeisha Pearl Jaime SillaNo ratings yet
- Hellenistic Core Formed Glass From EpirusDocument11 pagesHellenistic Core Formed Glass From EpirusGeorgianna LaviniaNo ratings yet
- F Microgrids Development and ImplementationDocument303 pagesF Microgrids Development and Implementationsri261eeeNo ratings yet
- Characteristics and Process of ResearchDocument25 pagesCharacteristics and Process of ResearchDaphne LintaoNo ratings yet
- Arsovski Miodrag-70 Godini Š.K.kumanovoDocument102 pagesArsovski Miodrag-70 Godini Š.K.kumanovoDimitar KacakovskiNo ratings yet
- SR5 TOOL Equipment, Communication & Deck Related, CompiledDocument5 pagesSR5 TOOL Equipment, Communication & Deck Related, CompiledBeki LokaNo ratings yet
- EE3331C Feedback Control Systems L7: Control System Performance: Transient & Steady-StateDocument30 pagesEE3331C Feedback Control Systems L7: Control System Performance: Transient & Steady-Statepremsanjith subramaniNo ratings yet
- Build Link Hots Build Link Build Link: Last UpdatedDocument3 pagesBuild Link Hots Build Link Build Link: Last UpdatedHéctor CastilloNo ratings yet
- CONCLUSION ZaraDocument2 pagesCONCLUSION ZaraThevhan MurallyNo ratings yet
- Pengaruh Lingkungan Dan Stress Kerja Terhadap Produktivitas Kerja Karyawan PT Panasonic Gobel Life Solutions Manufacturing IndonesiaDocument13 pagesPengaruh Lingkungan Dan Stress Kerja Terhadap Produktivitas Kerja Karyawan PT Panasonic Gobel Life Solutions Manufacturing Indonesiaachmad fauzi romadonNo ratings yet
- (Methods in Molecular Biology 823) Stacy M. Cowherd (Auth.), Virginia Espina, Lance A. Liotta (Eds.) - Molecular Profiling - Methods and Protocols (2012, Humana Press)Document462 pages(Methods in Molecular Biology 823) Stacy M. Cowherd (Auth.), Virginia Espina, Lance A. Liotta (Eds.) - Molecular Profiling - Methods and Protocols (2012, Humana Press)ashutosh pandey100% (1)
- H 1390 ManualDocument12 pagesH 1390 ManualFELIPE IGNACIO C�RDOBA REBOLLEDONo ratings yet
- Corner ModelDocument111 pagesCorner ModelmohamedNo ratings yet
- Vector Algebra FormulaeDocument3 pagesVector Algebra FormulaeDeepak SirNo ratings yet
- Graded Assignment: Semester B Test, Part 2Document3 pagesGraded Assignment: Semester B Test, Part 2huda.guavaNo ratings yet
- Sources of Magnetic FieldsDocument13 pagesSources of Magnetic FieldsAbdalla FarisNo ratings yet
- TempDocument3 pagesTempParth Joshi100% (1)
- 4.4 - Solve & Write Multiplication EquationsDocument1 page4.4 - Solve & Write Multiplication EquationsMostafa Nashaat MamdouhNo ratings yet
- Coding Form BarangDocument7 pagesCoding Form Barangzalfa yourpackagingsolutionNo ratings yet
- Final Paper - Loftus and Palmer ExperimentDocument12 pagesFinal Paper - Loftus and Palmer ExperimentMartin BaciertoNo ratings yet
- RTD of CSTR Observation and CalculatoinsDocument27 pagesRTD of CSTR Observation and CalculatoinsLucifer MorningstarNo ratings yet
- Robust Control of A Two-Wheeled Robot : CONFIDENTIAL. Limited Circulation. For Review OnlyDocument6 pagesRobust Control of A Two-Wheeled Robot : CONFIDENTIAL. Limited Circulation. For Review OnlyChandrajit GangulyNo ratings yet
- API 5L Pipe SpecificationsDocument10 pagesAPI 5L Pipe SpecificationsFarid FaridNo ratings yet
- Fundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, IndianDocument35 pagesFundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, Indianyair Enrique Romero OspinoNo ratings yet
- Jamal. Collaboration TheoryDocument19 pagesJamal. Collaboration TheoryDiego Uliano RochaNo ratings yet