Download as pdf or txt
You might also like
- The Red Book of Appin Translated by Scarabaeus - Black Magic and Try From The CollectionDocument26 pagesThe Red Book of Appin Translated by Scarabaeus - Black Magic and Try From The CollectionLukas85% (13)
- SWANCOR 901-3: Epoxy Vinyl Ester ResinsDocument2 pagesSWANCOR 901-3: Epoxy Vinyl Ester ResinsSofya Andarina100% (1)
- Dura-Plate Uhs Primer NSF: Protective & Marine CoatingsDocument4 pagesDura-Plate Uhs Primer NSF: Protective & Marine CoatingscerorideNo ratings yet
- Macropoxy 646 PW 2021Document4 pagesMacropoxy 646 PW 2021Jeisson BravoNo ratings yet
- Duraplate 8200Document4 pagesDuraplate 8200Carlos VillacrizNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 Hshector gomezNo ratings yet
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- DuraplateDocument4 pagesDuraplatelovaldes62No ratings yet
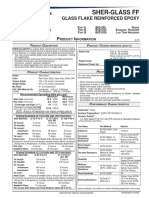
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Acrolon 218 FTDocument4 pagesAcrolon 218 FTEdwin VSNo ratings yet
- Especificaciones Pintura Macropoxi NavalDocument4 pagesEspecificaciones Pintura Macropoxi NavalVicenteRojasLeonNo ratings yet
- Duraplate Uhs EnglishDocument4 pagesDuraplate Uhs EnglishLuis JaraNo ratings yet
- B62W80 PDS EnglishDocument4 pagesB62W80 PDS EnglishjuanNo ratings yet
- Poly-Cote 110 (Aug'22)Document4 pagesPoly-Cote 110 (Aug'22)David cNo ratings yet
- Acrolon 7300: Acrylic Urethane Gloss FinishDocument2 pagesAcrolon 7300: Acrylic Urethane Gloss FinishOswaldo SantoyoNo ratings yet
- Ag HR Seri S: High Rejection Brackish Water RO ElementsDocument2 pagesAg HR Seri S: High Rejection Brackish Water RO ElementsPraveen KumarNo ratings yet
- Acrolon 218 HS Acrylic PolyurethaneDocument4 pagesAcrolon 218 HS Acrylic PolyurethaneJohn ReevesNo ratings yet
- Interplus 356eng A4Document4 pagesInterplus 356eng A4akiruna.001No ratings yet
- PS 14 Anchor Bolt TolerancesDocument4 pagesPS 14 Anchor Bolt TolerancesjebrijaNo ratings yet
- Carboguard 891: Selection & Specification DataDocument4 pagesCarboguard 891: Selection & Specification DataPrakashNo ratings yet
- Zerust AxxaCoat90 TechnicalDataSheet RevD2Document3 pagesZerust AxxaCoat90 TechnicalDataSheet RevD2ccorp0089No ratings yet
- Corcote HCR FFDocument4 pagesCorcote HCR FFRase Valdivia YacilaNo ratings yet
- Macropoxy 646Document2 pagesMacropoxy 646Isabel CutireNo ratings yet
- Polylon 1900 (3853091)Document4 pagesPolylon 1900 (3853091)JOCELYN MEDINANo ratings yet
- INTERSEAL 670HS TemperateDocument4 pagesINTERSEAL 670HS TemperatePamungkasNo ratings yet
- Armorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsDocument4 pagesArmorseal 650 SL/RC: Armorseal Heavy Duty Floor CoatingsOswaldo SantoyoNo ratings yet
- 1A-Acrolon 890Document2 pages1A-Acrolon 890Stuart PhamNo ratings yet
- TDS - Vinyl 901-3 (En)Document2 pagesTDS - Vinyl 901-3 (En)OXY Composite TechNo ratings yet
- Dura-Plate UHS Epoxy - JSP PDFDocument4 pagesDura-Plate UHS Epoxy - JSP PDFNageswara Rao BavisettyNo ratings yet
- Polylon HP PDSDocument4 pagesPolylon HP PDSJose MachadoNo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Plastic Steel Putty A v3Document2 pagesPlastic Steel Putty A v3feri.ferdianto02No ratings yet
- Dura-Plate UHS: Protective & Marine CoatingsDocument2 pagesDura-Plate UHS: Protective & Marine CoatingsABIMAELNo ratings yet
- Macropoxy 646 - 2023Document2 pagesMacropoxy 646 - 2023nellyNo ratings yet
- Interline 850 PDFDocument4 pagesInterline 850 PDFaqeelNo ratings yet
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interseal - 670HS - Eng - Usa - LTR - 20170927Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interseal - 670HS - Eng - Usa - LTR - 20170927Thanh Toan LeNo ratings yet
- Corothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsDocument4 pagesCorothane I Galvapac 1K Zinc Primer NSF: Protective & Marine CoatingsScott NorrisNo ratings yet
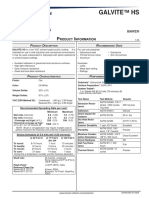
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Highland 74 HF Series Chem Temp Epoxy LinerDocument3 pagesHighland 74 HF Series Chem Temp Epoxy LinerJulian MorantesNo ratings yet
- Sikafloor®-161: Product Data SheetDocument5 pagesSikafloor®-161: Product Data SheetashayshaNo ratings yet
- Macropoxy 646 FF 2022Document4 pagesMacropoxy 646 FF 2022nellyNo ratings yet
- Macropoxy 646: Fast Cure Epoxy MasticDocument2 pagesMacropoxy 646: Fast Cure Epoxy MasticsidneidecarvalhoNo ratings yet
- Pipes Resin - SpecsDocument3 pagesPipes Resin - SpecsAmr Abdelmegid abdelsalam husseinNo ratings yet
- Tds 841wb LDocument2 pagesTds 841wb LGamal AhmedNo ratings yet
- Interline 850+ds+eng PDFDocument4 pagesInterline 850+ds+eng PDFMohamed NouzerNo ratings yet
- 256 UkDocument4 pages256 UkBùi Văn TấnNo ratings yet
- 4. Splash Zone CoatDocument3 pages4. Splash Zone CoatDimas Bagus JarkhasihNo ratings yet
- KAOCAST®Document3 pagesKAOCAST®1repsaperuNo ratings yet
- Amerlock 400 Sigmacover 400Document6 pagesAmerlock 400 Sigmacover 400Vijay KumarNo ratings yet
- KilnGard - 600SCWDocument2 pagesKilnGard - 600SCWarafatNo ratings yet
- Macropoxy 400Document2 pagesMacropoxy 400nellyNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
- Ginplate Ni - 426: Technical Data SheetDocument7 pagesGinplate Ni - 426: Technical Data SheetLuuThiThuyDuongNo ratings yet
- Armorite Soft Natural Rubber: Technical Data SheetDocument2 pagesArmorite Soft Natural Rubber: Technical Data SheetSantosh JayasavalNo ratings yet
- TDS-Therminol 66Document3 pagesTDS-Therminol 66amir soheil GooyavarNo ratings yet
- Painting Sop Rev 2 Krm0201 A Guf 422 16Document4 pagesPainting Sop Rev 2 Krm0201 A Guf 422 16saiful anwarNo ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- Macropoxy 646ingles 2021Document2 pagesMacropoxy 646ingles 2021nellyNo ratings yet
- Case Digest - Begino Vs ABSDocument2 pagesCase Digest - Begino Vs ABSJanine ChloeNo ratings yet
- Fire-Surya ElectricalDocument6 pagesFire-Surya ElectricalSURAJ PratapNo ratings yet
- BandiniDocument17 pagesBandiniShilpa GowdaNo ratings yet
- CHAVEZ 2017 Data Driven Supply Chains Manufacturing Capability and Customer SatisfactionDocument14 pagesCHAVEZ 2017 Data Driven Supply Chains Manufacturing Capability and Customer SatisfactionRodolfo StraussNo ratings yet
- World Red Cross DayDocument17 pagesWorld Red Cross DayAshwani K SharmaNo ratings yet
- Group Number, Grade and Section, Subjec and Name of The TeacherDocument4 pagesGroup Number, Grade and Section, Subjec and Name of The TeacherSalvador GaldámezNo ratings yet
- Yohe Nitsumi: GH 15.00 GH 15.00 GH 15.00Document3 pagesYohe Nitsumi: GH 15.00 GH 15.00 GH 15.00lYNX GHNo ratings yet
- Comsys 2Document10 pagesComsys 2MarjorieNo ratings yet
- Introduction To The Ibm Dataops Methodology and PracticeDocument30 pagesIntroduction To The Ibm Dataops Methodology and PracticeGriseldaNo ratings yet
- APP Modified Bituminous Waterproofing and Damp-Proofing Membrane With Polyester Reinforcement - SpecificationDocument15 pagesAPP Modified Bituminous Waterproofing and Damp-Proofing Membrane With Polyester Reinforcement - Specificationjitendra0% (1)
- Assignment 11 STM DavisDocument8 pagesAssignment 11 STM Davisrajesh laddhaNo ratings yet
- TestDocument3 pagesTestPopovska KristinaNo ratings yet
- LP in MusicDocument10 pagesLP in MusicContagious Joy VillapandoNo ratings yet
- Teacher'S Class Program: Artment of UcationDocument1 pageTeacher'S Class Program: Artment of UcationJeurdecel Laborada Castro - MartizanoNo ratings yet
- FEU: Annual ReportDocument266 pagesFEU: Annual ReportBusinessWorldNo ratings yet
- Ra 10868Document11 pagesRa 10868Edalyn Capili100% (1)
- Prospectus19 20 Part2 PDFDocument76 pagesProspectus19 20 Part2 PDFSanand M KNo ratings yet
- Premier's Technology Council: A Vision For 21st Century Education - December 2010Document51 pagesPremier's Technology Council: A Vision For 21st Century Education - December 2010The Georgia StraightNo ratings yet
- Biggest Loser Guidelines 4Document7 pagesBiggest Loser Guidelines 4Kuma TamersNo ratings yet
- Karakoram International University: TopicDocument56 pagesKarakoram International University: TopicNoor KhanNo ratings yet
- 08 Package Engineering Design Testing PDFDocument57 pages08 Package Engineering Design Testing PDFLake HouseNo ratings yet
- GenEd - Lumabas Jan 2022Document4 pagesGenEd - Lumabas Jan 2022angelo mabulaNo ratings yet
- Roman AchievementsDocument22 pagesRoman Achievementsapi-294843376No ratings yet
- Third Party Logistics: A Literature Review and Research AgendaDocument26 pagesThird Party Logistics: A Literature Review and Research AgendaRuxandra Radus100% (1)
- Electronic Code of Federal Regulations Norma Fda para TunaDocument19 pagesElectronic Code of Federal Regulations Norma Fda para TunaEddie Bustamante RuizNo ratings yet
- Unit 8 Our World Heritage Sites Lesson 3 ReadingDocument41 pagesUnit 8 Our World Heritage Sites Lesson 3 ReadingThái HoàngNo ratings yet
- Literary Devices DefinitionsDocument2 pagesLiterary Devices DefinitionsAlanna BryantNo ratings yet
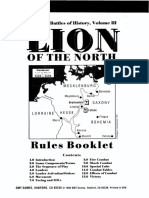
- Lion of The North - Rules & ScenariosDocument56 pagesLion of The North - Rules & ScenariosBrant McClureNo ratings yet
- Communication MatrixDocument1 pageCommunication Matrixrohini kadamNo ratings yet