Download as pdf or txt
You might also like
- Micro Controller Washing Machine TimerDocument40 pagesMicro Controller Washing Machine TimerArjun Pratap Singh85% (20)
- PLC Training PowerpointDocument35 pagesPLC Training PowerpointThomas Smith100% (2)
- ReportDocument75 pagesReportSenthilNo ratings yet
- Access List Solution Access Lists Workbook Teachers EditionDocument69 pagesAccess List Solution Access Lists Workbook Teachers EditionATORNIII100% (7)
- ELE-2613 Industrial Automation LabManualDocument55 pagesELE-2613 Industrial Automation LabManualSara Alnuaimi100% (1)
- LAB 10 Introduction To Ladder Logic ProgrammingDocument10 pagesLAB 10 Introduction To Ladder Logic ProgrammingNyanphyo AungNo ratings yet
- Logix Pro All LabsDocument78 pagesLogix Pro All LabsJonathan Damn Dawn100% (3)
- PLC Project ReportDocument18 pagesPLC Project ReportMayowaNo ratings yet
- Festo PLC Basic Level TP301-218Document218 pagesFesto PLC Basic Level TP301-218Marcos Aldana Villalda0% (1)
- PLC Lab ManualDocument64 pagesPLC Lab ManualNaveen Kumar100% (4)
- Exp.4 PLC Timers and CountersDocument5 pagesExp.4 PLC Timers and CountersELaine Dichosa60% (5)
- 4 Basic PLC ProgrammingDocument30 pages4 Basic PLC Programmingandresetyawan11111No ratings yet
- Control Exp 7 Student ManualDocument10 pagesControl Exp 7 Student ManualrakibNo ratings yet
- PLC Wiring LaboratoryDocument15 pagesPLC Wiring LaboratoryEven OngNo ratings yet
- Assignment - PLC ProgrammingDocument6 pagesAssignment - PLC ProgrammingSrinivas ShareNo ratings yet
- 05 - DC Motor Control Using PLCDocument49 pages05 - DC Motor Control Using PLCKoppoju PadmaNo ratings yet
- PLC Exercises Ladder Diagram ProgrammingDocument27 pagesPLC Exercises Ladder Diagram Programmingمحمد سليمانNo ratings yet
- PLC ExercisesDocument27 pagesPLC ExercisesAnas Hafez100% (1)
- PLC Ladder DiagramsDocument1 pagePLC Ladder DiagramsAnonymous df8UvYPNo ratings yet
- Tutorials On PLCs - NAHPIDocument7 pagesTutorials On PLCs - NAHPImarshal galilee djitsa0% (2)
- PLC Flowchart PDFDocument28 pagesPLC Flowchart PDFNitin NileshNo ratings yet
- PLC Notes Unit 1Document14 pagesPLC Notes Unit 1126 N.EZHILARASAN EEERNo ratings yet
- Plcapplicationslides 140202052211 Phpapp02Document93 pagesPlcapplicationslides 140202052211 Phpapp02MuhammadSyafiuddin100% (1)
- 2 Basic Ladder Instructions R1.1Document19 pages2 Basic Ladder Instructions R1.1Ahmed SamiNo ratings yet
- 04 Ladder LogicDocument17 pages04 Ladder LogicNimsiri AbhayasingheNo ratings yet
- TEE 5241 - PLC QuestionsDocument3 pagesTEE 5241 - PLC QuestionsWillard MusengeyiNo ratings yet
- Programmable Logic Controller Programmable Logic Controller: Course IE-447Document81 pagesProgrammable Logic Controller Programmable Logic Controller: Course IE-447Anas Tounsi100% (1)
- Sample SolutionsDocument4 pagesSample Solutionsravimech_862750No ratings yet
- PLC Manual - 1803096 - Mayank Shahabadee - FINALDocument72 pagesPLC Manual - 1803096 - Mayank Shahabadee - FINALMayank Shahabadee67% (3)
- PLC SFCDocument16 pagesPLC SFCalimoya13No ratings yet
- Examples 3 PDFDocument2 pagesExamples 3 PDFskaderbe1No ratings yet
- PLC Programming Chapter 10 PLC Math InstructionsDocument18 pagesPLC Programming Chapter 10 PLC Math InstructionsReineNo ratings yet
- Workbook PLCDocument16 pagesWorkbook PLCkhairul fahmiNo ratings yet
- Simatic S7-300Document29 pagesSimatic S7-300datopcompNo ratings yet
- PLC - L1Document25 pagesPLC - L1MASOUDNo ratings yet
- Electro Pneumatics m2 StudentDocument21 pagesElectro Pneumatics m2 StudentArt NidayNo ratings yet
- Assignment 1Document5 pagesAssignment 1Karthik VyasNo ratings yet
- Experiment 7 Silo SimulationDocument7 pagesExperiment 7 Silo SimulationAvinash Umesh SarmaNo ratings yet
- PLCDocument58 pagesPLCR.Deepak KannaNo ratings yet
- Delta PLC ProgrammingDocument855 pagesDelta PLC ProgrammingDaniel MartinezNo ratings yet
- 05 DVP PLC Application Examples PDFDocument169 pages05 DVP PLC Application Examples PDFAlexCanenciaNo ratings yet
- Electron Pneumatic CircuitDocument59 pagesElectron Pneumatic CircuitArun SìvaNo ratings yet
- PLC Programs PDFDocument29 pagesPLC Programs PDFsagar_sgrNo ratings yet
- PLC Ladder Examples 2021Document18 pagesPLC Ladder Examples 2021JosephNo ratings yet
- PLC Basicsand Ladder Programming-2Document86 pagesPLC Basicsand Ladder Programming-2Ifradmanorama Papabeta2611No ratings yet
- PLC Lab ManualDocument28 pagesPLC Lab ManualrkNo ratings yet
- Lab 1 Dkt314 PLCDocument15 pagesLab 1 Dkt314 PLCcktexpressNo ratings yet
- Micro Controller Lab 3Document11 pagesMicro Controller Lab 3Talk Shows CentreNo ratings yet
- EasyPLC Manual 140319Document24 pagesEasyPLC Manual 140319Anonymous 50FYYM2No ratings yet
- Raewwwwwwwwwwwwwwwwwwwwwwwww: RUNG - A Section of The PLC Ladder Program That Terminates in An OutputDocument6 pagesRaewwwwwwwwwwwwwwwwwwwwwwwww: RUNG - A Section of The PLC Ladder Program That Terminates in An Outputpatil_555No ratings yet
- 5 Lab ContadoresDocument3 pages5 Lab ContadoresjackvjcaNo ratings yet
- Final ManualDocument98 pagesFinal ManualbhuvaneshNo ratings yet
- Part I-Using The PSIM Environment: ETS-3543C (PLC)Document3 pagesPart I-Using The PSIM Environment: ETS-3543C (PLC)SteveBerryNo ratings yet
- PLC ScriptDocument3 pagesPLC Scriptsreekanthtg007No ratings yet
- PLC TimersDocument6 pagesPLC TimersMelroy PereiraNo ratings yet
- Raewwwwwwwwwwwwwwwwwwwwwwwww: RUNG - A Section of The PLC Ladder Program That Terminates in An OutputDocument6 pagesRaewwwwwwwwwwwwwwwwwwwwwwwww: RUNG - A Section of The PLC Ladder Program That Terminates in An Outputpatil_555No ratings yet
- Raewwwwwwwwwwwwwwwwwwwwwwwww: RUNG - A Section of The PLC Ladder Program That Terminates in An OutputDocument5 pagesRaewwwwwwwwwwwwwwwwwwwwwwwww: RUNG - A Section of The PLC Ladder Program That Terminates in An Outputpatil_555No ratings yet
- Unit 21799p P.L.C. IIDocument18 pagesUnit 21799p P.L.C. IIcataiceNo ratings yet
- Ch09 AVR Timer Programming in Assembly and CDocument43 pagesCh09 AVR Timer Programming in Assembly and CHina Imtiaz100% (3)
- Time Operated Electrical Appliance Control SystemDocument82 pagesTime Operated Electrical Appliance Control Systempoozu100% (1)
- Department of Electrical Engineering: Ee-428: Industrial Process Control Experiment # 5Document5 pagesDepartment of Electrical Engineering: Ee-428: Industrial Process Control Experiment # 5Muhammad AdilNo ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Sensors and ActuatorsDocument109 pagesSensors and ActuatorsDr-Amit Kumar Singh100% (2)
- Force SensorsDocument32 pagesForce SensorsDr-Amit Kumar SinghNo ratings yet
- Impurities in Water and SteamDocument12 pagesImpurities in Water and SteamDr-Amit Kumar SinghNo ratings yet
- PLC Programming BasicsDocument7 pagesPLC Programming BasicsDr-Amit Kumar SinghNo ratings yet
- Determination of Soil Nutrients (NPK) Using Optical Methods: A Mini ReviewDocument16 pagesDetermination of Soil Nutrients (NPK) Using Optical Methods: A Mini ReviewDr-Amit Kumar SinghNo ratings yet
- Masrie 2017Document5 pagesMasrie 2017Dr-Amit Kumar SinghNo ratings yet
- New Doc 2017-09-01Document9 pagesNew Doc 2017-09-01Dr-Amit Kumar SinghNo ratings yet
- Aset Independent Study and Research (Isr) 2016-17 Outcome: Department: EEE PG S.No - Student Faculty Mentor Isr OutcomeDocument2 pagesAset Independent Study and Research (Isr) 2016-17 Outcome: Department: EEE PG S.No - Student Faculty Mentor Isr OutcomeDr-Amit Kumar SinghNo ratings yet
- DPT Based Flow MetersDocument37 pagesDPT Based Flow MetersDr-Amit Kumar SinghNo ratings yet
- Turbine Monitoring and Control: Aset - EeeDocument16 pagesTurbine Monitoring and Control: Aset - EeeDr-Amit Kumar SinghNo ratings yet
- Amit BiomedSignalDocument14 pagesAmit BiomedSignalDr-Amit Kumar SinghNo ratings yet
- Dissolved Oxygen Analysis and Feed Water TreatmentDocument17 pagesDissolved Oxygen Analysis and Feed Water TreatmentDr-Amit Kumar SinghNo ratings yet
- Turbine Steam Inlet SystemDocument14 pagesTurbine Steam Inlet SystemDr-Amit Kumar SinghNo ratings yet
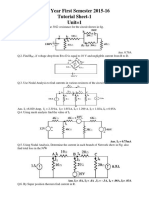
- First Year First Semester 2015-16 Tutorial Sheet-1 Unit 1: Ans. I 0.75maDocument2 pagesFirst Year First Semester 2015-16 Tutorial Sheet-1 Unit 1: Ans. I 0.75maDr-Amit Kumar SinghNo ratings yet
- EVEN SEMESTER END TERM EXAMINATION: - , 2016: Transducers & Applications Regular Repeaters BothDocument2 pagesEVEN SEMESTER END TERM EXAMINATION: - , 2016: Transducers & Applications Regular Repeaters BothDr-Amit Kumar SinghNo ratings yet
- Proforma Advert No1 2016 Veterinary DAMDocument13 pagesProforma Advert No1 2016 Veterinary DAMDr-Amit Kumar SinghNo ratings yet
- Paralist RatL enDocument20,974 pagesParalist RatL enhaiderifulNo ratings yet
- Reality Coprocessor Nintendo64Document25 pagesReality Coprocessor Nintendo64Daniel SeretchuckNo ratings yet
- CCNA Discovery 3Document64 pagesCCNA Discovery 3ejikokoNo ratings yet
- ZBrush 2023 Whats NewDocument45 pagesZBrush 2023 Whats Newfalaquerido.equipeNo ratings yet
- LCD Interfacing With Micro Controllers TutorialDocument44 pagesLCD Interfacing With Micro Controllers Tutorialramu497100% (1)
- Index: (Contents)Document217 pagesIndex: (Contents)David Ofosu-HamiltonNo ratings yet
- Command Line Arguments: Argc Will Be One. Thus For N Arguments, Argc Will Be Equal To N + 1. The Program Is Called by TheDocument9 pagesCommand Line Arguments: Argc Will Be One. Thus For N Arguments, Argc Will Be Equal To N + 1. The Program Is Called by TherajdattaNo ratings yet
- DIP FundamentalsDocument65 pagesDIP Fundamentalsavaneeshtripathi100% (1)
- 0 U1 Bitwise OperatorsDocument15 pages0 U1 Bitwise OperatorsAnkitaNo ratings yet
- CCNA 200-301 Practice ExamDocument52 pagesCCNA 200-301 Practice ExamM MNo ratings yet
- 8.1.2.8 Lab - Converting IPv4 Addresses To Binary - LlenoDocument4 pages8.1.2.8 Lab - Converting IPv4 Addresses To Binary - LlenoEdy CrackmasterNo ratings yet
- IP Addressing and Subnetting ExerciseDocument2 pagesIP Addressing and Subnetting Exercisesharaz afzal100% (1)
- Nvse WhatsnewDocument29 pagesNvse Whatsnewnecromancer18No ratings yet
- Lesson Exemplar Cot1 - css10Document3 pagesLesson Exemplar Cot1 - css10Nanette M. Sansano100% (1)
- Cs101 Lecture Wise Short Questions FileDocument44 pagesCs101 Lecture Wise Short Questions Fileroyalu101No ratings yet
- Sub NettingDocument8 pagesSub Nettingramjee26No ratings yet
- ENodeB Parameter ReferenceDocument11,382 pagesENodeB Parameter ReferenceDereje FelekeNo ratings yet
- 8.1.2.7 Lab - Using The Windows Calculator With Network AddressesDocument7 pages8.1.2.7 Lab - Using The Windows Calculator With Network AddressesRayhan Daffarialdy HadianNo ratings yet
- IP Addresses: Classless Addressing: ObjectivesDocument65 pagesIP Addresses: Classless Addressing: ObjectivesBalram JhaNo ratings yet
- Chapter No 5Document17 pagesChapter No 5Naveed SultanNo ratings yet
- Sub Netting GuideDocument11 pagesSub Netting GuidevilaounipNo ratings yet
- Planet Combined Imagery Product SpecsDocument101 pagesPlanet Combined Imagery Product SpecsAdi PTCBINo ratings yet
- State Management and Drawing Geometric ObjectDocument47 pagesState Management and Drawing Geometric Objectwalelegne100% (1)
- KTA-282 Modbus TCP Weather Station Gateway: Quick ViewDocument26 pagesKTA-282 Modbus TCP Weather Station Gateway: Quick ViewJuan K PeñaNo ratings yet
- CCNA 4 CommandsDocument14 pagesCCNA 4 CommandsernestnNo ratings yet
- Unit 3Document95 pagesUnit 3Timothy MartinNo ratings yet
- Bit MaskDocument2 pagesBit MaskAlexander MejiaNo ratings yet