Download as pdf or txt
You might also like
- Engine Tdi 6 Cyl Ea897 Gen2 Service Manual EngDocument334 pagesEngine Tdi 6 Cyl Ea897 Gen2 Service Manual EngTomislav TodorovskiNo ratings yet
- Owner'S Manual.: The BMW I3 and The BMW I3SDocument286 pagesOwner'S Manual.: The BMW I3 and The BMW I3SalexandreNo ratings yet
- Standard Operating Procedures of Hand Tools 2Document4 pagesStandard Operating Procedures of Hand Tools 2singenaadamNo ratings yet
- Consumable Parts ScaniaDocument224 pagesConsumable Parts ScaniaAhmad HisyamNo ratings yet
- Grinding Machine Definition Parts Working Principle Operation Advantages Application Notes PDFDocument9 pagesGrinding Machine Definition Parts Working Principle Operation Advantages Application Notes PDFlawanyahaya21No ratings yet
- Project Assigmnet 1Document7 pagesProject Assigmnet 1Jaja MangzNo ratings yet
- POM AssignDocument12 pagesPOM AssignAmeer HamzaNo ratings yet
- Grinding Machine DefinitionDocument8 pagesGrinding Machine DefinitionOmkar BhoyarNo ratings yet
- Prof. Sourabh ShuklaDocument9 pagesProf. Sourabh ShuklaOmkar BhoyarNo ratings yet
- Lathe MachineDocument4 pagesLathe MachineIman SadeghiNo ratings yet
- Unit-3: Machine Tools: Lathe, Drilling and Grinding M/C Manufacturing ProcessesDocument68 pagesUnit-3: Machine Tools: Lathe, Drilling and Grinding M/C Manufacturing ProcessesParth LohiyaNo ratings yet
- Grinding MachineDocument22 pagesGrinding MachineImGlobalCitizenNo ratings yet
- Manufacturing Technology - Short NotesDocument5 pagesManufacturing Technology - Short NotesdevaNo ratings yet
- Operation of Lathe MachineDocument16 pagesOperation of Lathe MachinearulsivagiriNo ratings yet
- Grinding MachinesDocument44 pagesGrinding MachinesPrashant Rao MeshramNo ratings yet
- Lathe Machine: SpecificationsDocument28 pagesLathe Machine: SpecificationsTanish VermaNo ratings yet
- Grinding MachineDocument9 pagesGrinding Machinejineesha p jNo ratings yet
- Grindin MachinesDocument13 pagesGrindin Machinestesfaye ayeleNo ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Module II - GrindingDocument73 pagesModule II - GrindingHARI KRISHNANNo ratings yet
- Grinding Machine Definition Types Parts Working Operations With PDFDocument10 pagesGrinding Machine Definition Types Parts Working Operations With PDF2K19-ME-281 Ishan MishraNo ratings yet
- Machine Shop ReportDocument8 pagesMachine Shop ReportNazib Ul Islam Sazib78% (9)
- Milling NotesDocument20 pagesMilling NotesleoandresmessiNo ratings yet
- Grinding (Lecture 3)Document27 pagesGrinding (Lecture 3)t75zswxgwfNo ratings yet
- Grinding Machine Definition Types Parts Working Operations With PDFDocument10 pagesGrinding Machine Definition Types Parts Working Operations With PDFChester Evangelista Iman IINo ratings yet
- Topic 3: Machining Process: 3.4: Lathe MachineDocument41 pagesTopic 3: Machining Process: 3.4: Lathe MachineAnti SugarNo ratings yet
- Study of Grinding MachinesDocument10 pagesStudy of Grinding Machinesdeepa82ece100% (1)
- 2 - Machining Processes and Machine ToolsDocument69 pages2 - Machining Processes and Machine ToolsWajih HasnainNo ratings yet
- Slotter MachineDocument20 pagesSlotter Machineshrikant100% (1)
- Lathe: Lathe Is A Machine On Which The Machining Operations Can Be Done To Work Piece Get TheDocument7 pagesLathe: Lathe Is A Machine On Which The Machining Operations Can Be Done To Work Piece Get Theashoku2No ratings yet
- Module 2Document15 pagesModule 2mohammedgousmujahidNo ratings yet
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- A. Shaper MachineDocument7 pagesA. Shaper Machinechandan kumarNo ratings yet
- Grinding MachineDocument29 pagesGrinding MachineVINEET VYASNo ratings yet
- Lathe Machine: SpecificationsDocument4 pagesLathe Machine: SpecificationsTanish VermaNo ratings yet
- MilingDocument18 pagesMilingKasar nagib 2002No ratings yet
- I'd Just Like To Give You Some Background Information About Working Principle and Operation of Convertional Machine ToolsDocument13 pagesI'd Just Like To Give You Some Background Information About Working Principle and Operation of Convertional Machine Toolshkt jungleNo ratings yet
- MM Unit 4Document21 pagesMM Unit 4Spartan 117100% (1)
- Lathe Machine and Its OpertaionsDocument15 pagesLathe Machine and Its OpertaionsRuben MasihNo ratings yet
- C9 - GrindingDocument7 pagesC9 - GrindingHans PinonNo ratings yet
- Ch-1 Part-I TurningDocument27 pagesCh-1 Part-I TurningStephen WeiNo ratings yet
- A Presentation OnDocument14 pagesA Presentation OnAbhishek KalraNo ratings yet
- Grinding Machine All PDFDocument90 pagesGrinding Machine All PDFRohit Ghulanavar100% (2)
- 7 Introduction To Basic Machining ProcessesDocument10 pages7 Introduction To Basic Machining ProcessesSumudu DilshanNo ratings yet
- MC-MT R16 - Unit-2Document56 pagesMC-MT R16 - Unit-2Anonymous GEHeEQlajbNo ratings yet
- GridingDocument12 pagesGridingYam BlackNo ratings yet
- Machine ShopDocument11 pagesMachine Shop18-QADEER AHMADNo ratings yet
- Grinding MachineDocument34 pagesGrinding MachineThakur ShakilNo ratings yet
- Lab Report 3Document7 pagesLab Report 3mamoona noreen100% (1)
- Grinding Machine: Presentation OnDocument30 pagesGrinding Machine: Presentation OnMD Mahmudul Hasan MasudNo ratings yet
- Grinding MachineDocument38 pagesGrinding MachineFaisal MaqsoodNo ratings yet
- Lathe Machine and Its OperationsDocument13 pagesLathe Machine and Its OperationsRuben MasihNo ratings yet
- Module 2 - MACHINING TOOL OPERATIONS, ADVANCED MANUFACTURING SYSTEMSDocument18 pagesModule 2 - MACHINING TOOL OPERATIONS, ADVANCED MANUFACTURING SYSTEMSmahatosuraj078No ratings yet
- Materi Presentasi ManufakturDocument4 pagesMateri Presentasi ManufakturAquila Fadhila ArifiantiNo ratings yet
- Machine Tools and Machining 2Document38 pagesMachine Tools and Machining 2Faisal Maqsood100% (1)
- Machine Tools LAB Manual PDFDocument77 pagesMachine Tools LAB Manual PDF5F2 SHAIK PALUR SAMEENANo ratings yet
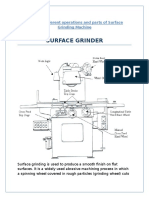
- Surface GrinderDocument7 pagesSurface Grinderaryariqtariq704100% (1)
- 1 TurningDocument2 pages1 Turningsampatd444No ratings yet
- The Speed of The MotorDocument11 pagesThe Speed of The MotorrealexplorerNo ratings yet
- MT IiDocument211 pagesMT Iiboopathi rajaNo ratings yet
- Lathe Machines & OperationsDocument43 pagesLathe Machines & OperationsInder Jeet Kori100% (1)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- PM172 ManualDocument82 pagesPM172 ManualLuis Christian Davila CangalayaNo ratings yet
- Leotec ProductsDocument24 pagesLeotec ProductsnunomiguelmariaNo ratings yet
- 88518002EN Manual 851 TitrandoDocument92 pages88518002EN Manual 851 TitrandophuthuywhiteNo ratings yet
- HCV 2016Document6 pagesHCV 2016Gurjot SinghNo ratings yet
- L PDFDocument5 pagesL PDFYuri Urquizo RiveraNo ratings yet
- Ideapad Y700-15Document93 pagesIdeapad Y700-15OtonielCardenasNo ratings yet
- Calculate Size of Capacitor Bank - Annual Saving & Payback Period - Electrical Notes & ArticlesDocument4 pagesCalculate Size of Capacitor Bank - Annual Saving & Payback Period - Electrical Notes & Articlesnandhagopal2010No ratings yet
- Section-7-Batteries-Battery Chargers-DCDBDocument23 pagesSection-7-Batteries-Battery Chargers-DCDBthumula.rameshNo ratings yet
- TFP1420 09 2004 PDFDocument14 pagesTFP1420 09 2004 PDFPhuNguyenHoangNo ratings yet
- 0634 900184T BSM6000 SM - Secured PDFDocument417 pages0634 900184T BSM6000 SM - Secured PDFMarcoNo ratings yet
- Brochure L60H L70H L90H EN 21 20044815 A 2014.12 PDFDocument28 pagesBrochure L60H L70H L90H EN 21 20044815 A 2014.12 PDFvolvotadNo ratings yet
- 3000 Product Family Group 10-604. Detailed Parts Breakdown: Front Support and Oil PumpDocument2 pages3000 Product Family Group 10-604. Detailed Parts Breakdown: Front Support and Oil PumpAl BimaNo ratings yet
- Infinity 8 Conventional Fire Alarm Panel: (IN1, IN2, IN4, IN6, IN8)Document1 pageInfinity 8 Conventional Fire Alarm Panel: (IN1, IN2, IN4, IN6, IN8)Mostafa AliNo ratings yet
- Remove-Install Oil Supply Connection Fitting of TurbochargerDocument2 pagesRemove-Install Oil Supply Connection Fitting of TurbochargerMedic Billy NyamboNo ratings yet
- Iot Based Irrigation SystemDocument77 pagesIot Based Irrigation System19E45A0286 SDESEEENo ratings yet
- Perform Roughing-In Activities, Wiring and Cabling Works For Single-Phase Distribution, Power, Lighting and Auxiliary SystemsDocument104 pagesPerform Roughing-In Activities, Wiring and Cabling Works For Single-Phase Distribution, Power, Lighting and Auxiliary SystemsMark Niño JavierNo ratings yet
- Carraro Repair KitsDocument8 pagesCarraro Repair KitsOfftap's100% (2)
- Oven 101 PDFDocument2 pagesOven 101 PDFcafetux100% (1)
- Pricelist ObeliaDocument2 pagesPricelist ObeliaYolandaNo ratings yet
- DTC C1246/46 Master Cylinder Pressure Sensor Malfunction Master Cylinder Pressure Sensor Output Mal-Function (Test Mode DTC)Document4 pagesDTC C1246/46 Master Cylinder Pressure Sensor Malfunction Master Cylinder Pressure Sensor Output Mal-Function (Test Mode DTC)Zaw Zaw Min HtetNo ratings yet
- Keithley DMM7510 User ID11263Document115 pagesKeithley DMM7510 User ID11263ИванNo ratings yet
- Champion Aviation Ignition ChartDocument170 pagesChampion Aviation Ignition ChartSkySupplyUSANo ratings yet
- Check Your English Vocabulary For Computers and Information Technology.Document81 pagesCheck Your English Vocabulary For Computers and Information Technology.Đào Thu TrangNo ratings yet
- RA 5-1 Interface Relays: ApplicationDocument3 pagesRA 5-1 Interface Relays: Applicationpata nahi hai mujeNo ratings yet
- Basic Inverter Training Course PDFDocument73 pagesBasic Inverter Training Course PDFghita_gabrielNo ratings yet
- EtherWAN EL50-C-20 Data SheetDocument3 pagesEtherWAN EL50-C-20 Data SheetJMAC SupplyNo ratings yet