Download as pdf or txt
You might also like
- Seminar Report On VLSIDocument21 pagesSeminar Report On VLSIGaurav Jaiswal75% (4)
- Complete Nokia SDHDocument56 pagesComplete Nokia SDHsknigam100% (2)
- Double-Gate Fully-Depleted SOI Transistors For Low-Power High-Performance Nano-Scale Circuit DesignDocument6 pagesDouble-Gate Fully-Depleted SOI Transistors For Low-Power High-Performance Nano-Scale Circuit Designmrsathish2020No ratings yet
- Optics, Modules, and Lenses: 5.1 Planar Lightwave CircuitsDocument30 pagesOptics, Modules, and Lenses: 5.1 Planar Lightwave CircuitsLauren StevensonNo ratings yet
- VLSI Fabrication ProcessDocument6 pagesVLSI Fabrication ProcesssansureNo ratings yet
- Fundamentals of Integrated Circuit Fabrication: DR - Debashis de Associate Professor West Bengal University of TechnologyDocument55 pagesFundamentals of Integrated Circuit Fabrication: DR - Debashis de Associate Professor West Bengal University of TechnologySharan ThapaNo ratings yet
- Vlsi Question BankDocument14 pagesVlsi Question BankGokila Vani50% (2)
- 2013 - SPIE - A CMOS-compatible Silicon Photonic Platform For High-Speed Integrated Opto-ElectronicsDocument8 pages2013 - SPIE - A CMOS-compatible Silicon Photonic Platform For High-Speed Integrated Opto-ElectronicsReza BaghdadiNo ratings yet
- 2005 Analysis of The Parasitic Source Drain Resistance in Multigate-Gate FETsDocument9 pages2005 Analysis of The Parasitic Source Drain Resistance in Multigate-Gate FETseleenaamohapatraNo ratings yet
- VLSI Fabrication Process PDFDocument6 pagesVLSI Fabrication Process PDFkitcha5555100% (1)
- 42 KobliskaDocument8 pages42 KobliskaVikram C KNo ratings yet
- Vlsi TechniquesDocument55 pagesVlsi Techniquesselvi0412No ratings yet
- A Novel Semiconductor Capacitive Sensor For A Single-Chip Fingerprint Sensor/Identifier LSIDocument6 pagesA Novel Semiconductor Capacitive Sensor For A Single-Chip Fingerprint Sensor/Identifier LSIArchana TripathiNo ratings yet
- Gain-Cell Embedded DRAMs for Low-Power VLSI Systems-on-ChipFrom EverandGain-Cell Embedded DRAMs for Low-Power VLSI Systems-on-ChipNo ratings yet
- 12.1 Glass and Plastic Transponders: 12.1.1 Module ManufactureDocument4 pages12.1 Glass and Plastic Transponders: 12.1.1 Module ManufactureRavindra KasukurthiNo ratings yet
- IntegrationDocument96 pagesIntegrationRamsuNo ratings yet
- E6-195-14 EOLSS BookChapter PartialDocument10 pagesE6-195-14 EOLSS BookChapter Partialdouahchia rachedNo ratings yet
- UNIT-1 Ic FabricationDocument39 pagesUNIT-1 Ic FabricationsaikumarvavillaNo ratings yet
- Fine-Pitch Capabilities of The Flat Ultra-Thin Chip Packaging (UTCP) TechnologyDocument7 pagesFine-Pitch Capabilities of The Flat Ultra-Thin Chip Packaging (UTCP) TechnologySuresh SkvNo ratings yet
- Comparative Study of Parasitic Elements On RF Fom in 28 NM FD Soi and Bulk TechnologiesDocument4 pagesComparative Study of Parasitic Elements On RF Fom in 28 NM FD Soi and Bulk TechnologiesNealNo ratings yet
- Analytical Compact Model For Lightly Doped Nanoscale Ultrathin-Body and Box Soi Mosfets With Back-Gate ControlDocument9 pagesAnalytical Compact Model For Lightly Doped Nanoscale Ultrathin-Body and Box Soi Mosfets With Back-Gate ControlNealNo ratings yet
- 3.unit 01Document73 pages3.unit 01sanjayNo ratings yet
- Ch08 3d Technology (Not Much Use)Document35 pagesCh08 3d Technology (Not Much Use)Naveen BabuNo ratings yet
- Fundamentals of Integrated Circuit Fabrication - Basic Electronics GuideDocument35 pagesFundamentals of Integrated Circuit Fabrication - Basic Electronics GuideBruno TrefilioNo ratings yet
- Project Report On Automated Test EquipmentDocument46 pagesProject Report On Automated Test EquipmentGaurav PooniyaNo ratings yet
- Seminar Report On VLSIDocument21 pagesSeminar Report On VLSI8383siddu29No ratings yet
- Study of Gate Length and Performance of Undoped Body Soi MosfetsDocument5 pagesStudy of Gate Length and Performance of Undoped Body Soi MosfetseditorijaiemNo ratings yet
- Lecture-Plans Btech 7sem Lp7sem IpuDocument110 pagesLecture-Plans Btech 7sem Lp7sem IpuAbhishek PanwarNo ratings yet
- 3D System IntegrationDocument2 pages3D System IntegrationMaheshkumar SahuNo ratings yet
- White Paper 26Document3 pagesWhite Paper 26Swebert Antony D'melloNo ratings yet
- VLSI DesignDocument11 pagesVLSI DesignRishi JhaNo ratings yet
- CHAPTER 11: Testing, Assembly, and Packaging: Individual ChipsDocument13 pagesCHAPTER 11: Testing, Assembly, and Packaging: Individual ChipsMohamad JamalNo ratings yet
- Ofet Test Chips Low DensityDocument10 pagesOfet Test Chips Low DensityTHULASIRAMAN SUNDARAJOONo ratings yet
- Flexible Oled Displays Made With The Eplar Process: January 2007Document7 pagesFlexible Oled Displays Made With The Eplar Process: January 2007Stanimir YordanovNo ratings yet
- Adic 1Document61 pagesAdic 1Jan JanaNo ratings yet
- Lecture17 PDFDocument19 pagesLecture17 PDFSuriya SkariahNo ratings yet
- Design of Organic TFT Pixel Electrode Circuit For Active-Matrix OLED DisplaysDocument9 pagesDesign of Organic TFT Pixel Electrode Circuit For Active-Matrix OLED DisplaysCosti IstrateNo ratings yet
- Ec6612-Vlsi Design-LaboratoryDocument74 pagesEc6612-Vlsi Design-LaboratoryVijai MeyyappanNo ratings yet
- An Intelligent Helmet System Using IoT and RaspberDocument8 pagesAn Intelligent Helmet System Using IoT and RaspbersantoshNo ratings yet
- EE520 ASIC Design PDFDocument44 pagesEE520 ASIC Design PDFthiendoan_bkNo ratings yet
- Nara@ime.a-Star - Edu.sg: Si Nanowire CMOS Transistors and Circuits by Top-Down Technology ApproachDocument1 pageNara@ime.a-Star - Edu.sg: Si Nanowire CMOS Transistors and Circuits by Top-Down Technology ApproachDinesh SinghNo ratings yet
- IC Design Process, BEOL, FEOLDocument6 pagesIC Design Process, BEOL, FEOLsrijaNo ratings yet
- Failure Mode Detection and Process Optimization FoDocument5 pagesFailure Mode Detection and Process Optimization Foparisliuhotmail.comNo ratings yet
- NIT 1 4 7040 Lecture 2 VLSI EC601Document15 pagesNIT 1 4 7040 Lecture 2 VLSI EC601Tanay ChakrabortyNo ratings yet
- Stacked UTCP English v2Document3 pagesStacked UTCP English v2rcavalcanti_14No ratings yet
- LTCC Based Sensors and MicrosystemsDocument11 pagesLTCC Based Sensors and MicrosystemsceroycesarNo ratings yet
- Removing Hidden Internal Packaging Defects From Production: Integrated Circuits Often FailDocument4 pagesRemoving Hidden Internal Packaging Defects From Production: Integrated Circuits Often Failshruthig29111988No ratings yet
- Lau - 2023 - Recent Advances and Trends in Chiplet Design and Heterogeneous IntegrationDocument31 pagesLau - 2023 - Recent Advances and Trends in Chiplet Design and Heterogeneous Integrationqiyanl1920No ratings yet
- 5 LicaDocument26 pages5 LicaVantharAlaNo ratings yet
- IO Design, ESDDocument18 pagesIO Design, ESDashishmanyanNo ratings yet
- A Compact 3R-Receiver Module For Short-Haul SDH STM-16 SystemsDocument9 pagesA Compact 3R-Receiver Module For Short-Haul SDH STM-16 SystemsMujeeb AhmedNo ratings yet
- 3d IcDocument7 pages3d IcK HoneeyNo ratings yet
- Integrated CircuitsDocument43 pagesIntegrated Circuitsgovardhan50No ratings yet
- (Fixmag - Ru) Dv514s Service ManualDocument42 pages(Fixmag - Ru) Dv514s Service ManualevgeniyvictorovNo ratings yet
- Unit 1 - VLSI Design - WWW - Rgpvnotes.inDocument13 pagesUnit 1 - VLSI Design - WWW - Rgpvnotes.inPranav ChaturvediNo ratings yet
- Semiconductors SimplifiedDocument18 pagesSemiconductors SimplifiedbelindaNo ratings yet
- !uncooled Microbolometer Detector Recent DevelopmenDocument9 pages!uncooled Microbolometer Detector Recent Developmenлиза бойковаNo ratings yet
- Automated Optical Inspection: Advancements in Computer Vision TechnologyFrom EverandAutomated Optical Inspection: Advancements in Computer Vision TechnologyNo ratings yet
- Connection-Oriented Networks: SONET/SDH, ATM, MPLS and Optical NetworksFrom EverandConnection-Oriented Networks: SONET/SDH, ATM, MPLS and Optical NetworksNo ratings yet
- Neurobionics: The Biomedical Engineering of Neural ProsthesesFrom EverandNeurobionics: The Biomedical Engineering of Neural ProsthesesRobert K. ShepherdNo ratings yet
- Military HandbookDocument80 pagesMilitary HandbookLuthfyatma HardyNo ratings yet
- (Ebook PDF) Semiconductor Manufacturing Handbook, Second Edition - Ebook PDF All ChapterDocument69 pages(Ebook PDF) Semiconductor Manufacturing Handbook, Second Edition - Ebook PDF All Chaptermycahcewers100% (8)
- Taiwan As A Partner in The US Semiconductor Supply ChainDocument18 pagesTaiwan As A Partner in The US Semiconductor Supply ChainThe Wilson CenterNo ratings yet
- MTech ECE VLSIVLSI D VLSI SDVLSI PDFDocument66 pagesMTech ECE VLSIVLSI D VLSI SDVLSI PDFSivaNo ratings yet
- Cs6303 - Computer Architecture Lession Notes Unit I Overview & Instructions 8 Great IdeasDocument98 pagesCs6303 - Computer Architecture Lession Notes Unit I Overview & Instructions 8 Great IdeasGanesh KumarNo ratings yet
- A Supercomputer Is A Computer That Is at The Frontline of Current Processing CapacityDocument17 pagesA Supercomputer Is A Computer That Is at The Frontline of Current Processing CapacityvickeyreemaNo ratings yet
- An Embedded Software PrimerDocument646 pagesAn Embedded Software PrimerSujit Man ShresthaNo ratings yet
- DatasheetDocument7 pagesDatasheetRon de CañaNo ratings yet
- Figaro: For The Detection of Air ContaminantsDocument2 pagesFigaro: For The Detection of Air ContaminantsarfiarfiNo ratings yet
- Digital Logic Design Text BookDocument226 pagesDigital Logic Design Text Booknguyenphuonghuy1979100% (1)
- Ict Chapter 1Document107 pagesIct Chapter 1Sean Misola Gacuya100% (2)
- Metal FilDocument15 pagesMetal FilmanojkumarNo ratings yet
- Compilation 1,2,3Document7 pagesCompilation 1,2,3Kharolina BautistaNo ratings yet
- Plastic Memory AbstractDocument1 pagePlastic Memory AbstractRahul Sharma100% (1)
- List of Courses Offered in Spring Term 2013-14Document95 pagesList of Courses Offered in Spring Term 2013-14sanayai143No ratings yet
- Chip Level Laptop Repairing InstituteDocument6 pagesChip Level Laptop Repairing InstituteMagzoub NourNo ratings yet
- Component 1Document5 pagesComponent 1Ha FaiazNo ratings yet
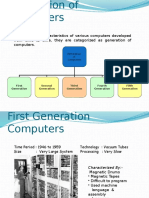
- Computer GenerationsDocument9 pagesComputer Generationsapi-321367518No ratings yet
- DSP Architecture PDFDocument353 pagesDSP Architecture PDFNhật TrungNo ratings yet
- Introduction To Computing (CS-141) : Engr. Ehtasham Naseer EE Department QCETDocument23 pagesIntroduction To Computing (CS-141) : Engr. Ehtasham Naseer EE Department QCETEhtasham Naseer ChauhdryNo ratings yet
- 2 Marks Ldica NotesDocument8 pages2 Marks Ldica NotesRAJOLI GIRISAI MADHAV100% (2)
- Electronic Circuit Repair: Electricity and ElectronicsDocument9 pagesElectronic Circuit Repair: Electricity and ElectronicsJames BondNo ratings yet
- Efuse Chip MorphingDocument3 pagesEfuse Chip MorphingAnsuman Sahoo100% (3)
- Die Attach - A Comprehensive GuideDocument24 pagesDie Attach - A Comprehensive GuideIain Alexander RossNo ratings yet
- Sony TV Repair TipsDocument22 pagesSony TV Repair TipsMicro Emission100% (3)
- Ansys Product OverviewDocument20 pagesAnsys Product OverviewRama BaruvaNo ratings yet
- Korean Companies in The UsDocument15 pagesKorean Companies in The UschuchmvNo ratings yet
- How To Use and Design Interposer PCB in Chip PackagingDocument11 pagesHow To Use and Design Interposer PCB in Chip PackagingjackNo ratings yet
- Digital Data Representation: Lesson 3Document5 pagesDigital Data Representation: Lesson 3Erlene LinsanganNo ratings yet
- Complet FileDocument536 pagesComplet Filejerry100% (1)