
PWC Dipesh Proceeding-HBTU
PWC Dipesh Proceeding-HBTU
You might also like
- Change On The Rise: Transcribed by David LiuDocument7 pagesChange On The Rise: Transcribed by David Liuveromejhdo57% (7)
- GXT SeriesDocument8 pagesGXT SeriesCésar S. Silva100% (2)
- Ziehm Solo FD Service ManualDocument442 pagesZiehm Solo FD Service Manualdrakon100% (1)
- Design of An Ethylene Oxide Production Process PDFDocument13 pagesDesign of An Ethylene Oxide Production Process PDFGopi Krish100% (1)
- Comatrol-Danfoss Section22 - Cross - Reference - List PDFDocument64 pagesComatrol-Danfoss Section22 - Cross - Reference - List PDFcupid75100% (2)
- Sakurai Solutions 5-1 5-2Document8 pagesSakurai Solutions 5-1 5-2Raza Ali RazaNo ratings yet
- Insert P2 - XIC - Out PDFDocument4 pagesInsert P2 - XIC - Out PDFAbbas Ali MirzaNo ratings yet
- Energy Balances and Numerical Methods Design Project Production of Maleic AnhydrideDocument37 pagesEnergy Balances and Numerical Methods Design Project Production of Maleic AnhydridemoheedNo ratings yet
- Study of The Effective Factors in Gasoline Sweetening ProcessDocument9 pagesStudy of The Effective Factors in Gasoline Sweetening ProcessdoufethiNo ratings yet
- Styrene 12Document11 pagesStyrene 12tiaradyepiNo ratings yet
- CH3140 Lecture Notes S1AY23-24 Set ADocument40 pagesCH3140 Lecture Notes S1AY23-24 Set AgoelsaarthakNo ratings yet
- DryerDocument16 pagesDryerFarrukh AhmedNo ratings yet
- Certificado Tipo Dc10-30fDocument50 pagesCertificado Tipo Dc10-30frentaplaneNo ratings yet
- MecanumTb66212 - 副本Document1 pageMecanumTb66212 - 副本pyae soan aung100% (1)
- Adobe Scan ١٨ - ٠٩ - ٢٠٢٣Document2 pagesAdobe Scan ١٨ - ٠٩ - ٢٠٢٣حسين عليNo ratings yet
- Yamaha P5000S FuenteDocument1 pageYamaha P5000S FuenteAndres Alegria0% (2)
- Description: Angus Electronics Company LimitedDocument13 pagesDescription: Angus Electronics Company LimitedvetchboyNo ratings yet
- Lspic (5) 24VDocument1 pageLspic (5) 24VluispacheNo ratings yet
- Final Project - 201535TJ505 - LAKSHMIKANTHA REDDYDocument57 pagesFinal Project - 201535TJ505 - LAKSHMIKANTHA REDDYShar MohdNo ratings yet
- IC - FAN480X PFC - PWM Combination ControllerDocument19 pagesIC - FAN480X PFC - PWM Combination Controllerkumaran RNo ratings yet
- Toluene: Diagram Alir Proses Pembuatan BenzeneDocument1 pageToluene: Diagram Alir Proses Pembuatan BenzeneFigoNo ratings yet
- A Novel Concept For Offshore Production of Liquefied Natural GasDocument4 pagesA Novel Concept For Offshore Production of Liquefied Natural Gasbkonly4uNo ratings yet
- Secu3 PNH Inj drv4 SchemaDocument1 pageSecu3 PNH Inj drv4 Schemajorge n m silvaNo ratings yet
- Captivate Development Kit: Processor PCB To Panel PCB Connector Haptic Drive CircuitDocument2 pagesCaptivate Development Kit: Processor PCB To Panel PCB Connector Haptic Drive CircuitPankaj Rupani100% (3)
- Scale BatchDocument6 pagesScale BatchMarie GalvãoNo ratings yet
- CN0290Document7 pagesCN0290Kashyapa Aithal MNNo ratings yet
- Operation Unit Controlled Parameter: Distilation ColumnDocument6 pagesOperation Unit Controlled Parameter: Distilation ColumnMustika SaraswatiNo ratings yet
- Arvin: MX 842, MX 640Document1 pageArvin: MX 842, MX 640Robby AhyanaNo ratings yet
- TT Spring2021 ExceptUG1stYrDocument10 pagesTT Spring2021 ExceptUG1stYrHARDIK UPRETINo ratings yet
- Turton Appb 106530387768094090.pdf 1Document5 pagesTurton Appb 106530387768094090.pdf 1Dikshit PankhaniyaNo ratings yet
- Process Flow Diagram (PFD)Document22 pagesProcess Flow Diagram (PFD)Adnan QureshiNo ratings yet
- Acetona 10Document1 pageAcetona 10Abigail Salinas Del RioNo ratings yet
- PV SAE - Instructions - ENGDocument14 pagesPV SAE - Instructions - ENGroadripper535No ratings yet
- DCP 9030CDNL3510CDWL3517CDW - DCP L3550CDWL3551CDW - HL L3290CDW - MFC 9150CDN9350CDW - MFC L3710CWL3730CDNL3735CDN - MFC L3745CDWL3750CDWL3770CDW PDFDocument39 pagesDCP 9030CDNL3510CDWL3517CDW - DCP L3550CDWL3551CDW - HL L3290CDW - MFC 9150CDN9350CDW - MFC L3710CWL3730CDNL3735CDN - MFC L3745CDWL3750CDWL3770CDW PDFStefanGarnetNo ratings yet
- Dasf002220 PDFDocument17 pagesDasf002220 PDFBabajide AdedapoNo ratings yet
- Sony Dcr-trv238 Trv239 Supp Level-2 Ver-1.3Document20 pagesSony Dcr-trv238 Trv239 Supp Level-2 Ver-1.3Carlos MatosNo ratings yet
- Diagramas GDZ-50EDocument4 pagesDiagramas GDZ-50E88884212No ratings yet
- DEBUTINIZERDocument1 pageDEBUTINIZERhellothisisallenNo ratings yet
- Piic104 Piic108 Piic108 Piic104: Pir102 Pir102Document1 pagePiic104 Piic108 Piic108 Piic104: Pir102 Pir102Dotrung KienNo ratings yet
- Iprog Powerboard SCHDocument1 pageIprog Powerboard SCHdrsNo ratings yet
- From Internet ReportDocument21 pagesFrom Internet ReportmrahmedNo ratings yet
- TEX1000-LCD: User ManualDocument60 pagesTEX1000-LCD: User ManualFelipe Quinde100% (2)
- Amplificador-Microfone_2024-07-02Document1 pageAmplificador-Microfone_2024-07-02Leonardo AlmeidaNo ratings yet
- SGH-E250 SchematicsDocument8 pagesSGH-E250 SchematicsSheldon MagayonNo ratings yet
- Fuel Oil System GT 5-8: Muhammad Arshad Mukhtar Trainee EngineerDocument36 pagesFuel Oil System GT 5-8: Muhammad Arshad Mukhtar Trainee EngineermuddasirmasoodNo ratings yet
- Acetona 2Document1 pageAcetona 2Abigail Salinas Del RioNo ratings yet
- 2charge Pump CircuitDocument6 pages2charge Pump CircuitAbad SantNo ratings yet
- DiseqC SCHDocument1 pageDiseqC SCHnaseerak100% (2)
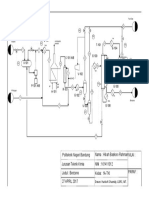
- Politeknik Negeri Bandung Jurusan Teknik Kimia Judul: Benzene 27 APRIL 2017 Nama: Hibah Baskoro Rahman NIM: 161411012 Kelas: 1A-TKI NilaiDocument1 pagePoliteknik Negeri Bandung Jurusan Teknik Kimia Judul: Benzene 27 APRIL 2017 Nama: Hibah Baskoro Rahman NIM: 161411012 Kelas: 1A-TKI NilaiBaskoro RahmanNo ratings yet
- Diagrama de Circuito Power Supply d461Document1 pageDiagrama de Circuito Power Supply d461api-3703813100% (3)
- H2PToday2207 Design Innovatia Part5Document9 pagesH2PToday2207 Design Innovatia Part5juanNo ratings yet
- 2a LM6000 DLE EvolutionDocument30 pages2a LM6000 DLE EvolutionanasNo ratings yet
- Ecs Dd200-12xno - Rev 1.0Document2 pagesEcs Dd200-12xno - Rev 1.0sergio chagasNo ratings yet
- Cec Ur 6Document1 pageCec Ur 6ANIBAL ROJASNo ratings yet
- Diseño Preliminar de Plantas QuimicasDocument4 pagesDiseño Preliminar de Plantas QuimicasAndresDiazNo ratings yet
- Turnigy 5x 5ch Mini SchematicsDocument2 pagesTurnigy 5x 5ch Mini SchematicsmralamiNo ratings yet
- WS3 SIZE 5 X 10 CM PCBDocument8 pagesWS3 SIZE 5 X 10 CM PCBeduardoNo ratings yet
- FUSION2015Document2 pagesFUSION2015FrankCubidesNo ratings yet
- Weld Power SupplyDocument1 pageWeld Power SupplyK PNo ratings yet
- More Smoky Amp Rev.ADocument3 pagesMore Smoky Amp Rev.AGryf Audio CompanyNo ratings yet
- 0 - B25D - ZF Transmission Harness - CabDocument1 page0 - B25D - ZF Transmission Harness - CabMIANo ratings yet
- GS33J05D20 01enDocument9 pagesGS33J05D20 01enkjh346gmail.comNo ratings yet
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- Global Stability Analysis of Eccentric Taylor Couette FlowDocument28 pagesGlobal Stability Analysis of Eccentric Taylor Couette FlowSreekanth MenonNo ratings yet
- Fil-Chin Engineering: To: Limketkai Attn: Mr. Eduard Oh Re: Heat ExchangerDocument6 pagesFil-Chin Engineering: To: Limketkai Attn: Mr. Eduard Oh Re: Heat ExchangerKeith Henrich M. ChuaNo ratings yet
- STT Lincoln Electric PDFDocument30 pagesSTT Lincoln Electric PDFbkprodhNo ratings yet
- Quadratic Factorization AssignmentDocument4 pagesQuadratic Factorization Assignmentsaim sohailNo ratings yet
- Filter BrochureDocument2 pagesFilter BrochureCanadaPool100% (1)
- 510-15 CodigoDocument6 pages510-15 CodigoUriel MFNo ratings yet
- Exhaust Gas Recirculation (EGR)Document18 pagesExhaust Gas Recirculation (EGR)Srinath Pai100% (1)
- CCDS Parent Letter - Letter For Student-Contact To CaseDocument1 pageCCDS Parent Letter - Letter For Student-Contact To CaseActionNewsJaxNo ratings yet
- Sherlock Holmes Script - Dialogue TranscriptDocument83 pagesSherlock Holmes Script - Dialogue TranscriptLocustaNo ratings yet
- REGION 11 FinalDocument61 pagesREGION 11 FinalRo Lai Yah BerbañoNo ratings yet
- Digsi4 DisplayDocument81 pagesDigsi4 Displaymohammed youisfNo ratings yet
- Unit 4 NotesDocument60 pagesUnit 4 NotesVikas RathodNo ratings yet
- DNV-CG-0037 2021-11Document74 pagesDNV-CG-0037 2021-11wfxNo ratings yet
- PPM Schedule Anmol Feeds PVT LTD - PanchlaDocument1 pagePPM Schedule Anmol Feeds PVT LTD - PanchlaSatyajit DasNo ratings yet
- Cryolite JM File 2011Document5 pagesCryolite JM File 2011mutemuNo ratings yet
- Optoma DS325 DLP ProjectorDocument6 pagesOptoma DS325 DLP ProjectorWebAntics.com Online Shopping StoreNo ratings yet
- Fire Water Curtain DesignDocument2 pagesFire Water Curtain Designkb_pramod89% (9)
- ASTM D1654 Standard Test Method For Evaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsDocument4 pagesASTM D1654 Standard Test Method For Evaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsDavid VegaNo ratings yet
- Analisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanDocument12 pagesAnalisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanShope IkmaNo ratings yet
- Army Medicine:: Maintaining, Restoring, and Improving HealthDocument92 pagesArmy Medicine:: Maintaining, Restoring, and Improving HealthLeo Mak Hoi-fong100% (1)
- XPR 300 Manual HyperthermDocument106 pagesXPR 300 Manual HyperthermDawitt BadilloNo ratings yet
- Introduction To GlobalizationDocument6 pagesIntroduction To GlobalizationJeselica Anne Marie CastroNo ratings yet
- Scati DAT ScatiEye - SES 1604 - Bracket enDocument2 pagesScati DAT ScatiEye - SES 1604 - Bracket enEnrique ColoniaNo ratings yet
- Ap One Pagers Combined PDFDocument10 pagesAp One Pagers Combined PDFJack KirbyNo ratings yet
- AC-825 - Datasheet - ENDocument2 pagesAC-825 - Datasheet - ENkalkumarmNo ratings yet























































































Download as pdf or txt
You might also like
- Change On The Rise: Transcribed by David LiuDocument7 pagesChange On The Rise: Transcribed by David Liuveromejhdo57% (7)
- GXT SeriesDocument8 pagesGXT SeriesCésar S. Silva100% (2)
- Ziehm Solo FD Service ManualDocument442 pagesZiehm Solo FD Service Manualdrakon100% (1)
- Design of An Ethylene Oxide Production Process PDFDocument13 pagesDesign of An Ethylene Oxide Production Process PDFGopi Krish100% (1)
- Comatrol-Danfoss Section22 - Cross - Reference - List PDFDocument64 pagesComatrol-Danfoss Section22 - Cross - Reference - List PDFcupid75100% (2)
- Sakurai Solutions 5-1 5-2Document8 pagesSakurai Solutions 5-1 5-2Raza Ali RazaNo ratings yet
- Insert P2 - XIC - Out PDFDocument4 pagesInsert P2 - XIC - Out PDFAbbas Ali MirzaNo ratings yet
- Energy Balances and Numerical Methods Design Project Production of Maleic AnhydrideDocument37 pagesEnergy Balances and Numerical Methods Design Project Production of Maleic AnhydridemoheedNo ratings yet
- Study of The Effective Factors in Gasoline Sweetening ProcessDocument9 pagesStudy of The Effective Factors in Gasoline Sweetening ProcessdoufethiNo ratings yet
- Styrene 12Document11 pagesStyrene 12tiaradyepiNo ratings yet
- CH3140 Lecture Notes S1AY23-24 Set ADocument40 pagesCH3140 Lecture Notes S1AY23-24 Set AgoelsaarthakNo ratings yet
- DryerDocument16 pagesDryerFarrukh AhmedNo ratings yet
- Certificado Tipo Dc10-30fDocument50 pagesCertificado Tipo Dc10-30frentaplaneNo ratings yet
- MecanumTb66212 - 副本Document1 pageMecanumTb66212 - 副本pyae soan aung100% (1)
- Adobe Scan ١٨ - ٠٩ - ٢٠٢٣Document2 pagesAdobe Scan ١٨ - ٠٩ - ٢٠٢٣حسين عليNo ratings yet
- Yamaha P5000S FuenteDocument1 pageYamaha P5000S FuenteAndres Alegria0% (2)
- Description: Angus Electronics Company LimitedDocument13 pagesDescription: Angus Electronics Company LimitedvetchboyNo ratings yet
- Lspic (5) 24VDocument1 pageLspic (5) 24VluispacheNo ratings yet
- Final Project - 201535TJ505 - LAKSHMIKANTHA REDDYDocument57 pagesFinal Project - 201535TJ505 - LAKSHMIKANTHA REDDYShar MohdNo ratings yet
- IC - FAN480X PFC - PWM Combination ControllerDocument19 pagesIC - FAN480X PFC - PWM Combination Controllerkumaran RNo ratings yet
- Toluene: Diagram Alir Proses Pembuatan BenzeneDocument1 pageToluene: Diagram Alir Proses Pembuatan BenzeneFigoNo ratings yet
- A Novel Concept For Offshore Production of Liquefied Natural GasDocument4 pagesA Novel Concept For Offshore Production of Liquefied Natural Gasbkonly4uNo ratings yet
- Secu3 PNH Inj drv4 SchemaDocument1 pageSecu3 PNH Inj drv4 Schemajorge n m silvaNo ratings yet
- Captivate Development Kit: Processor PCB To Panel PCB Connector Haptic Drive CircuitDocument2 pagesCaptivate Development Kit: Processor PCB To Panel PCB Connector Haptic Drive CircuitPankaj Rupani100% (3)
- Scale BatchDocument6 pagesScale BatchMarie GalvãoNo ratings yet
- CN0290Document7 pagesCN0290Kashyapa Aithal MNNo ratings yet
- Operation Unit Controlled Parameter: Distilation ColumnDocument6 pagesOperation Unit Controlled Parameter: Distilation ColumnMustika SaraswatiNo ratings yet
- Arvin: MX 842, MX 640Document1 pageArvin: MX 842, MX 640Robby AhyanaNo ratings yet
- TT Spring2021 ExceptUG1stYrDocument10 pagesTT Spring2021 ExceptUG1stYrHARDIK UPRETINo ratings yet
- Turton Appb 106530387768094090.pdf 1Document5 pagesTurton Appb 106530387768094090.pdf 1Dikshit PankhaniyaNo ratings yet
- Process Flow Diagram (PFD)Document22 pagesProcess Flow Diagram (PFD)Adnan QureshiNo ratings yet
- Acetona 10Document1 pageAcetona 10Abigail Salinas Del RioNo ratings yet
- PV SAE - Instructions - ENGDocument14 pagesPV SAE - Instructions - ENGroadripper535No ratings yet
- DCP 9030CDNL3510CDWL3517CDW - DCP L3550CDWL3551CDW - HL L3290CDW - MFC 9150CDN9350CDW - MFC L3710CWL3730CDNL3735CDN - MFC L3745CDWL3750CDWL3770CDW PDFDocument39 pagesDCP 9030CDNL3510CDWL3517CDW - DCP L3550CDWL3551CDW - HL L3290CDW - MFC 9150CDN9350CDW - MFC L3710CWL3730CDNL3735CDN - MFC L3745CDWL3750CDWL3770CDW PDFStefanGarnetNo ratings yet
- Dasf002220 PDFDocument17 pagesDasf002220 PDFBabajide AdedapoNo ratings yet
- Sony Dcr-trv238 Trv239 Supp Level-2 Ver-1.3Document20 pagesSony Dcr-trv238 Trv239 Supp Level-2 Ver-1.3Carlos MatosNo ratings yet
- Diagramas GDZ-50EDocument4 pagesDiagramas GDZ-50E88884212No ratings yet
- DEBUTINIZERDocument1 pageDEBUTINIZERhellothisisallenNo ratings yet
- Piic104 Piic108 Piic108 Piic104: Pir102 Pir102Document1 pagePiic104 Piic108 Piic108 Piic104: Pir102 Pir102Dotrung KienNo ratings yet
- Iprog Powerboard SCHDocument1 pageIprog Powerboard SCHdrsNo ratings yet
- From Internet ReportDocument21 pagesFrom Internet ReportmrahmedNo ratings yet
- TEX1000-LCD: User ManualDocument60 pagesTEX1000-LCD: User ManualFelipe Quinde100% (2)
- Amplificador-Microfone_2024-07-02Document1 pageAmplificador-Microfone_2024-07-02Leonardo AlmeidaNo ratings yet
- SGH-E250 SchematicsDocument8 pagesSGH-E250 SchematicsSheldon MagayonNo ratings yet
- Fuel Oil System GT 5-8: Muhammad Arshad Mukhtar Trainee EngineerDocument36 pagesFuel Oil System GT 5-8: Muhammad Arshad Mukhtar Trainee EngineermuddasirmasoodNo ratings yet
- Acetona 2Document1 pageAcetona 2Abigail Salinas Del RioNo ratings yet
- 2charge Pump CircuitDocument6 pages2charge Pump CircuitAbad SantNo ratings yet
- DiseqC SCHDocument1 pageDiseqC SCHnaseerak100% (2)
- Politeknik Negeri Bandung Jurusan Teknik Kimia Judul: Benzene 27 APRIL 2017 Nama: Hibah Baskoro Rahman NIM: 161411012 Kelas: 1A-TKI NilaiDocument1 pagePoliteknik Negeri Bandung Jurusan Teknik Kimia Judul: Benzene 27 APRIL 2017 Nama: Hibah Baskoro Rahman NIM: 161411012 Kelas: 1A-TKI NilaiBaskoro RahmanNo ratings yet
- Diagrama de Circuito Power Supply d461Document1 pageDiagrama de Circuito Power Supply d461api-3703813100% (3)
- H2PToday2207 Design Innovatia Part5Document9 pagesH2PToday2207 Design Innovatia Part5juanNo ratings yet
- 2a LM6000 DLE EvolutionDocument30 pages2a LM6000 DLE EvolutionanasNo ratings yet
- Ecs Dd200-12xno - Rev 1.0Document2 pagesEcs Dd200-12xno - Rev 1.0sergio chagasNo ratings yet
- Cec Ur 6Document1 pageCec Ur 6ANIBAL ROJASNo ratings yet
- Diseño Preliminar de Plantas QuimicasDocument4 pagesDiseño Preliminar de Plantas QuimicasAndresDiazNo ratings yet
- Turnigy 5x 5ch Mini SchematicsDocument2 pagesTurnigy 5x 5ch Mini SchematicsmralamiNo ratings yet
- WS3 SIZE 5 X 10 CM PCBDocument8 pagesWS3 SIZE 5 X 10 CM PCBeduardoNo ratings yet
- FUSION2015Document2 pagesFUSION2015FrankCubidesNo ratings yet
- Weld Power SupplyDocument1 pageWeld Power SupplyK PNo ratings yet
- More Smoky Amp Rev.ADocument3 pagesMore Smoky Amp Rev.AGryf Audio CompanyNo ratings yet
- 0 - B25D - ZF Transmission Harness - CabDocument1 page0 - B25D - ZF Transmission Harness - CabMIANo ratings yet
- GS33J05D20 01enDocument9 pagesGS33J05D20 01enkjh346gmail.comNo ratings yet
- Flat Panel Display ManufacturingFrom EverandFlat Panel Display ManufacturingJun SoukNo ratings yet
- Global Stability Analysis of Eccentric Taylor Couette FlowDocument28 pagesGlobal Stability Analysis of Eccentric Taylor Couette FlowSreekanth MenonNo ratings yet
- Fil-Chin Engineering: To: Limketkai Attn: Mr. Eduard Oh Re: Heat ExchangerDocument6 pagesFil-Chin Engineering: To: Limketkai Attn: Mr. Eduard Oh Re: Heat ExchangerKeith Henrich M. ChuaNo ratings yet
- STT Lincoln Electric PDFDocument30 pagesSTT Lincoln Electric PDFbkprodhNo ratings yet
- Quadratic Factorization AssignmentDocument4 pagesQuadratic Factorization Assignmentsaim sohailNo ratings yet
- Filter BrochureDocument2 pagesFilter BrochureCanadaPool100% (1)
- 510-15 CodigoDocument6 pages510-15 CodigoUriel MFNo ratings yet
- Exhaust Gas Recirculation (EGR)Document18 pagesExhaust Gas Recirculation (EGR)Srinath Pai100% (1)
- CCDS Parent Letter - Letter For Student-Contact To CaseDocument1 pageCCDS Parent Letter - Letter For Student-Contact To CaseActionNewsJaxNo ratings yet
- Sherlock Holmes Script - Dialogue TranscriptDocument83 pagesSherlock Holmes Script - Dialogue TranscriptLocustaNo ratings yet
- REGION 11 FinalDocument61 pagesREGION 11 FinalRo Lai Yah BerbañoNo ratings yet
- Digsi4 DisplayDocument81 pagesDigsi4 Displaymohammed youisfNo ratings yet
- Unit 4 NotesDocument60 pagesUnit 4 NotesVikas RathodNo ratings yet
- DNV-CG-0037 2021-11Document74 pagesDNV-CG-0037 2021-11wfxNo ratings yet
- PPM Schedule Anmol Feeds PVT LTD - PanchlaDocument1 pagePPM Schedule Anmol Feeds PVT LTD - PanchlaSatyajit DasNo ratings yet
- Cryolite JM File 2011Document5 pagesCryolite JM File 2011mutemuNo ratings yet
- Optoma DS325 DLP ProjectorDocument6 pagesOptoma DS325 DLP ProjectorWebAntics.com Online Shopping StoreNo ratings yet
- Fire Water Curtain DesignDocument2 pagesFire Water Curtain Designkb_pramod89% (9)
- ASTM D1654 Standard Test Method For Evaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsDocument4 pagesASTM D1654 Standard Test Method For Evaluation of Painted or Coated Specimens Subjected To Corrosive EnvironmentsDavid VegaNo ratings yet
- Analisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanDocument12 pagesAnalisis Potensi Dan Tingkat Pemanfaatan Sumberdaya Ikan Di Perairan Kabupaten Bangka SelatanShope IkmaNo ratings yet
- Army Medicine:: Maintaining, Restoring, and Improving HealthDocument92 pagesArmy Medicine:: Maintaining, Restoring, and Improving HealthLeo Mak Hoi-fong100% (1)
- XPR 300 Manual HyperthermDocument106 pagesXPR 300 Manual HyperthermDawitt BadilloNo ratings yet
- Introduction To GlobalizationDocument6 pagesIntroduction To GlobalizationJeselica Anne Marie CastroNo ratings yet
- Scati DAT ScatiEye - SES 1604 - Bracket enDocument2 pagesScati DAT ScatiEye - SES 1604 - Bracket enEnrique ColoniaNo ratings yet
- Ap One Pagers Combined PDFDocument10 pagesAp One Pagers Combined PDFJack KirbyNo ratings yet
- AC-825 - Datasheet - ENDocument2 pagesAC-825 - Datasheet - ENkalkumarmNo ratings yet